Aplicação Da Metodologia de Balanceamento de Linhas Na Empresa
Diunggah oleh
Joao Carlos AlmeidaJudul Asli
Hak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Aplicação Da Metodologia de Balanceamento de Linhas Na Empresa
Diunggah oleh
Joao Carlos AlmeidaHak Cipta:
Format Tersedia
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
Aplicao da metodologia de balanceamento de linhas na empresa Atlas Eletrodomsticos Ltda.
Jefferson R. Festugatto (UTFPR/PG)jefferson@pb.cefetpr.br Norma Brambilla (UTFPR/PG) normabrambi@hotmail.com Alex Felipe Follmann (UTFPR/PB) alexfollmann@hotmail.com Gilson A. Oliveira (UTFPR/PB) gilson@pb.cefetpr.br
Resumo Este trabalho tem o propsito de demonstrar a aplicao prtica da metodologia de Balanceamento de Linhas, atravs da anlise de uma linha de montagem de foges 4 bocas, na empresa Atlas Eletrodomsticos Ltda. Neste processo foram mapeadas as estaes de trabalho, tomados os tempos necessrios execuo das operaes, empregando as tcnicas de cronoanlise e elaborado grficos de distribuio de capacidade produtiva e diagramas de precedncia. Aps deteco das estaes gargalo e estaes ociosas com a definio da seqncia de montagem pode-se apresentar ento uma nova configurao para a linha de montagem em questo. O processo de balanceamento de linhas proposto teve como ferramenta a redistribuio de funes. Como resultado obteve-se a reduo de 26% para 11% no ndice de ociosidade da linha e reduo de 6 funcionrios neste processo. Palavras-chave: Balanceamento; Tempo de ciclo; Cronoanlise. 1. Introduo A produo de um bem ou servio ao menor custo possvel um objetivo permanente de toda e qualquer organizao. A dimenso custo, que pode traduzir-se em menor preo de venda, o grande fator decisrio do consumidor. No h dvida que uma estratgia de reduo de custos ter enorme impacto na vantagem competitiva. Assim, ser competitivo ter condies de concorrer com um ou mais fabricantes ou fornecedores de um produto ou servio em um determinado mercado. medida que crescem as vantagens competitivas de uma empresa, aumenta sua parcela do mercado. Portanto, em uma situao normal de mercado oligopolista, uma empresa s sobrevive enquanto mantm alguma vantagem competitiva sobre seus concorrentes. A empresa Atlas Eletrodomsticos atua em um mercado onde seus principais concorrentes so grupos estrangeiros de alto poder econmico e Know-How tecnolgico: Brastemp (grupo Whirpool), Dako (grupo General Eletric) e Continental (grupo Bosch). Nesse contexto, a constante busca de alternativas para reduo dos custos de produo tem se tornado a principal estratgia desta empresa para garantir o posicionamento de seus produtos frente poderosa concorrncia. As atividades desenvolvidas por uma empresa visando atender seus objetivos de curto, mdio e longo prazo, se inter-relacionam muitas vezes de forma extremamente complexa. Como tais atividades, na tentativa de transformar insumos em produtos acabados ou servios, consomem recursos e, nem sempre agregam valor ao produto final, este trabalho procurou balancear os diferentes postos que compem uma linha de montagem na empresa Atlas Eletrodomsticos
ENEGEP 2006
ABEPRO
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
Ltda., visando encontrar a quantidade de postos de trabalho que proporciona um fluxo constante ao processo, reduzindo ao mximo as ociosidades de equipamentos e pessoas, buscando a gesto eficaz destas atividades. Quando a racionalizao conseguida e as perdas evitadas, a produtividade alcana os patamares almejados, resultando em menores custos de produo. O objetivo principal deste estudo : Aplicar, em uma das linhas de montagem de foges 4 bocas da empresa Atlas Eletrodomsticos, as tcnicas e conceitos do sistema de balanceamento de linhas de produo. Para que este objetivo fosse alcanado, buscou-se tambm: Efetuar um diagnstico da situao atual da linha de montagem, buscando coletar informaes relevantes ao balanceamento de linhas (n. de estaes de trabalho, seqncia de processo, tempos de ociosidade, ndices de eficincia e o tempo de ciclo); Analisar o produto e construir o diagrama de precedncias; Atravs dos dados obtidos e do diagrama de precedncias, tentar esboar novas configuraes mais produtivas. 1.2 Procedimentos Metodolgicos Como a pesquisa objetivou gerar conhecimento para aplicao prtica, dirigidos soluo de problemas especficos, esta pesquisa foi do tipo pesquisa aplicada. ANDER-EGG apud MARCONI & LAKATO (1992) afirma que a pesquisa aplicada caracteriza-se por seu interesse prtico. Foi uma pesquisa exploratria, pois visou tornar explcito o problema e a construo de hipteses. Do ponto de vista dos procedimentos tcnicos esta foi uma pesquisa experimental. Para GIL (1991), a pesquisa experimental caracterizada quando se determina um objeto de estudo, selecionam-se as variveis que seriam capazes de influenci-lo, definem-se as formas de controle e de observao dos efeitos que a varivel produz no objeto. Tambm foi uma pesquisa documental, buscando informaes no departamento de Engenharia da empresa. A anlise dos dados obtidos efetuou-se atravs de tcnicas administrativas e contbeis, visando o custo benefcio. Muitas vezes os administradores se vem colocados entre duas ou mais alternativas e necessitam tomar uma deciso que melhor atenda aos interesses da empresa. Tendo em vista que o custo um fator importante na realizao dos objetivos de lucro da empresa, LEONE (2001, p.34) afirma que o custo de cada alternativa deve ser considerado na medida em que afeta o custo total das operaes, isto , tanto nas operaes dirias como no planejamento a curto e em longo prazo. 2. Estratgia com foco em custos Um dos papis da produo implementar a estratgia empresarial. A maioria das empresas possui algum tipo de estratgia, mas a produo que a coloca em prtica. Afinal, voc no pode tocar uma estratgia, no pode v-la, tudo o que voc pode ver como a produo se comporta na prtica (SLACK, 2000). Segundo PORTER (1986) a estratgia em custos consiste em atingir a liderana no custo total em uma indstria, atravs de um conjunto de polticas funcionais orientadas para este objetivo bsico. Intensa ateno administrativa ao controle de custos exigida para alcanar essa liderana. O custo baixo o objetivo principal, contudo sem deixar de lado a qualidade. A eficiente administrao da produo deve apoiar a estratgia, desenvolver recursos para que forneam as condies necessrias para permitir que a organizao atinja seus objetivos estratgicos. A Atlas Eletrodomsticos uma empresa que tem por estratgia garantir a liderana de custo
ENEGEP 2006
ABEPRO
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
do produto no mercado em que atua e com esse propsito, de otimizar recursos, que o balanceamento se apoia e com tal foco foi aqui estudado. 2.1 Balanceamento de linhas Para ROCHA (2005), balancear uma linha de produo ajust-la s necessidades da demanda, maximizando a utilizao dos seus postos ou estaes, buscando unificar o tempo unitrio de execuo do produto em suas sucessivas operaes. Numa indstria de foges, por exemplo, testar o funcionamento do produto um posto de trabalho e embalar o produto outro. Se o teste de funcionamento anda mais rpido que o embalamento do produto, ou seja, gasta menos tempo unitrio, pode-se compor uma estao de trabalho formada por vrios postos de embalamento, visando equilibrar o sistema e fazer as duas estaes terem tempos iguais ou aproximadamente iguais. Nas etapas de fabricao do produto, cada posto ou estao de trabalho gasta determinado tempo para executar a tarefa que lhe cabe. Se o tempo que cada uma das estaes gasta para fazer um produto o mesmo, o balanceamento no tem problema. Ele j acontece e produzir mais ou menos depende somente da cadncia ou velocidade imposta ao sistema. Se os tempos so diferentes, estudo adicional se faz necessrio. (ROCHA, D. 2005) 3. Contextualizao A necessidade de sobrevivncia da empresa moderna, de qualquer natureza e finalidade, lucrativa ou no, depende do xito em geral de todas as suas operaes tanto administrativas como fabril/operacional, fazendo com que as empresas cada vez mais procurem otimizar suas despesas, tanto relacionadas diretamente a produo ou indiretamente como nas reas de suporte e administrativa. Nesse contexto clara a compreenso por parte dos empresrios e profissionais do setor industrial de que a sobrevivncia e sucesso das empresas brasileiras passam pelo estudo e prtica dos grandes temas ligados ao processo produtivo, objeto da Engenharia de Produo. A empresa Atlas Eletrodomsticos uma empresa que apresenta um processo produtivo complexo e que possibilita a aplicao direta das tcnicas de engenharia de produo. A empresa produz foges a gs de uso domstico, contando com processos de corte, estampagem, pintura, esmaltao e montagem. Nesse sistema produtivo observou-se que 46% da mo-de-obra direta est alocada no setor de montagem, processo que no agrega valor ao produto pelo fato deste setor apenas efetuar a montagem e fixao das peas manufaturadas em outros setores ou compradas via fornecedores externos. Assim, visualizou-se a possibilidade de aplicao, nas linhas de montagem da empresa, de uma das tcnicas da engenharia de produo, o Balanceamento de Linhas. Uma otimizao dos recursos neste setor pode trazer reduo de despesas e conseqente reduo de custos de produo. A empresa produz foges 4 e 6 bocas, ambos na verso com acendimento automtico ou simples. A anlise de balanceamento de linha foi efetuada em uma linha de montagem estruturada para a montagem do fogo 4 bocas simples, por este representar aproximadamente 50% do mix produzido. A primeira etapa do estudo realizou um diagnstico da estrutura atual da linha de montagem coletando informaes sobre a quantidade de postos de trabalho, as operaes realizadas em cada posto, o tempo gasto por operador em cada estao de trabalho e o tempo de ciclo da
ENEGEP 2006
ABEPRO
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
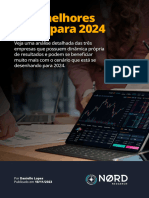
linha de montagem. O tempo gasto por operador em cada estao de trabalho foi obtido pela mdia resultante de 15 tomadas de tempo em cada posto, e acrescido de fatores de correo utilizados em cronoanlise (fadiga, necessidades pessoais, etc.). A linha de montagem em questo conta com 33 postos de trabalho operando com tempo de ciclo de 24 segundos. Com as informaes do tempo de operao por posto de trabalho criou-se um grfico demonstrando a capacidade de produo de foges por hora em cada posto de trabalho.
C A P A C ID A D E H O R R IA D E M O N T A G E M G R C IA 4B C
500
465
450 400 350
305
300 QUANTIDADE DE FOGES
262
271 250 233
265 240 222 188 195 167 196 174 180 199 206
261
257
250
205 210 169 154 154
200
160 158 141 162 157 159
179
179 146
150 100 50 0
1
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
NMERO D A O PER A O
GRFICO 1 Capacidade de produo
A anlise do grfico demonstra que a linha de montagem apresenta um desbalanceamento. O posto de trabalho de maior capacidade produtiva pode produzir at 465 foges por hora, enquanto que o de menor capacidade produz no mximo 141 foges por hora. Para uma anlise mais apurada formulou-se primeiramente um relatrio estatstico, com os dados referentes capacidade produtiva de cada estao, e depois construdo um diagrama de disperso para demonstrar quanto cada posto de trabalho est desbalanceado, para mais ou para menos, em relao a uma linha mediana.
Linha1 Mdia 207 Erro padro 11 Mediana 195 Desvio padro 62 Varincia da amostra 3783 Mnimo 141 Mximo 465 Soma 6836 Contagem 33 Tabela 1 Capacidade Produtiva Linha 1
ENEGEP 2006
ABEPRO
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
Distribuio Carga/ Posto de trabalho
500 450 N de foges por hora 400 350 300 250 200 150 100
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
N do posto de trabalho
GRFICO 2 Diagrama de disperso da carga de trabalho
Neste grfico fica claramente evidenciado como os postos de trabalho esto desbalanceados em relao a uma linha mediana. Mesmo que os clculos apontem para uma linha mediana em 195 unidades por hora, segundo SLACK (2000), quando a capacidade no est balanceada em todas as etapas, a capacidade de todo o sistema limitada pela etapa gargalo - 141 foges. Assim, os postos que apresentam capacidade produtiva acima no ponto mediano estaro ainda mais ociosos e os pontos que esto abaixo do ponto mediano estaro mais prximos situao de gargalo. Para uma quantificao do nvel do desbalanceamento ento calculado o percentual de ociosidade da linha. O clculo obtido pela frmula: % de ociosidade = tempos ociosos / N. de estaes x tempo de ciclo O tempo ocioso de uma estao de trabalho a diferena entre o tempo de ciclo e o tempo utilizado pelo operador para executar a funo. Assim, a soma dos tempos ociosos da linha de montagem em questo (tempos corrigidos) resultou no total de 206,34 segundos. Logo: % de ociosidade = 206,34 / (33 x 24) = 26,05%. Esse tempo de ociosidade da linha de montagem, estruturada para o fogo 4bocas simples, um tempo de ociosidade relativamente alto, pois do tempo total disponvel no utilizado. O resultado obtido j justifica um estudo de balanceamento de linhas neste processo. 3.1 Anlise do diagnstico O balanceamento de linha conseguido quando todos os postos de trabalho executam operaes com tempos de atividade muito parecidos. Para atingir tal equilbrio em uma linha de produo as alternativas so: - Aumentar a capacidade produtiva das estaes que esto abaixo do ponto de equilbrio (gargalos); - Diminuir a ociosidade das estaes que esto com capacidade produtiva acima do ponto de equilbrio. Sabe-se que para aumentar a capacidade produtiva de um processo muitas vezes so necessrias mudanas complexas no layout deste processo, utilizao de equipamentos mais avanados ou alteraes na concepo das peas, visando reduo no nmero de elementos de
ENEGEP 2006
ABEPRO
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
fixao. J para diminuir a ociosidade muitas vezes uma simples redistribuio das operaes pode proporcionar bons resultados, pois com a diminuio de ociosidade a linha mediana deslocada para mais prxima da linha de gargalo, melhorando o balanceamento do processo. A redistribuio das operaes visando reduo de ociosidades pode tambm aliviar uma operao gargalo, contribuindo ainda mais para o equilbrio do sistema. O diagrama de disperso (grfico 2) demonstra que as maiores variaes esto nos postos com capacidade produtiva acima da linha mediana (195 foges) e estas variaes ficam ainda maior se comparadas com a linha de gargalo (141 foges). Assim, as anlises para o balanceamento da linha em questo tiveram como foco principal a reduo da ociosidade do sistema atravs do estudo de redistribuio das operaes. Para que o estudo de redistribuio das operaes no viesse a apresentar nenhuma alternativa que pudesse ser impraticvel, devido s caractersticas de seqncia de montagem do produto, de inicio foi utilizada a ferramenta Diagrama de precedncias, apresentando possibilidades de seqncia de montagem. Em uma estao de trabalho um homem pode executar mais de uma operao durante o tempo de ciclo, como por exemplo: Erguer o produto e fixar 4 rebites. Tanto a operao de erguer o produto quanto operao de fixar 4 rebites exigem tempo e esforo do funcionrio e por isso ambas so consideradas como operaes de processo, sendo estudadas individualmente. 3.2 Nova configurao proposta A nova configurao proposta apresenta como resultado principal a eliminao de 6 operadores (n10, 15, 18, 26, 29 e 33) e sete estaes de trabalho. A eliminao destes operadores faz com que, consequentemente as operaes desempenhadas pelos mesmos sejam repassadas a outros operadores, reduzindo assim a ociosidade do sistema. % de ociosidade = tempos ociosos/ N. de estaes x tempo de ciclo. % de ociosidade = 72,56 / (27 x 24) = 11,2% Obs.: A configurao atual da empresa apresenta ociosidade de 26,05% O Grfico n1 representa a capacidade produtiva sem o balanceamento, com os valores registrados na planilha de tempos, a seguir o grfico n3 apresenta a nova proposta de configurao de linha.
ENEGEP 2006
ABEPRO
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
CAPACIDADE HORRIA DE MONTAGEM GRCIA 4BC
500 450 400 350 300 250 205 200 150 100 50 0 1/2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 190 168 162 154 162 169 167 165 217 198 179 157 160 164 167 177 154 168 198 177 158 167 156 157 161
QUANTIDADE DE FOGES
GRAFICO 03: Capacidade produtiva balanceada.
Este grfico j apresenta uma linha mais harmnica, sem grandes oscilaes. Percebe-se que o gargalo passou de 141 para 154 foges e que a estao de maior capacidade produtiva pode produzir 217 foges. No comparativo estatstico entre a configurao atual e proposta, utilizando os dados de capacidade produtiva por estao, pode-se constatar que a proposta sugerida apresenta um desvio padro bem inferior ao da configurao atual, e que a linha mediana da proposta sugerida est mais prxima da situao de gargalo (mnimo), indicando reduo de ociosidades.
Configurao Atual Mdia Erro padro Mediana Desvio padro Varincia da amostra Mnimo Mximo Soma Contagem 207 11 195 62 3783 141 465 6836 33 Mdia Erro padro Mediana Desvio padro Varincia da amostra Mnimo Mximo Soma Contagem Proposta Sugerida 171 3 167 17 285 154 217 4457 26
Tabela 2 - Diagrama de disperso (proposta de configurao)
ENEGEP 2006
ABEPRO
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
Distribuio Carga/ Posto de trabalho
500 450 400
Foges por hora
350 300 250 200 150 100 0
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
GRAFICO 04: Relao carga x posto de trabalho
4. Consideraes finais Ao final desta pesquisa pode-se verificar que a anlise de balanceamento fundamental para a eficincia do processo. As tcnicas empregadas podem demonstrar com clareza os pontos a serem corrigidos, identificando as situaes de gargalo e estaes de trabalho ociosas. Aplicando-se a metodologia de balanceamento de linhas foi possvel apresentar uma nova configurao para as linhas de montagem da empresa Atlas, proporcionando uma reduo de 26% para 11% no ndice de ociosidade e reduzir 6 funcionrios ao longo do processo, apenas redistribuindo-se as operaes. Sabe-se que a eliminao destes 6 funcionrios da linha de montagem pode prejudicar a montagem de produtos mais complexos (fogo modelo automtico), pois esta anlise de balanceamento foi projetada exclusivamente para a montagem do fogo 4 bocas modelo simples. Como citado anteriormente, o fogo 4 bocas modelo simples representa aproximadamente 50% do mix de produo. A empresa possui trs linhas de montagem para modelos 4 bocas, assim podendo dedicar uma das linhas exclusivas para a montagem do fogo 4 bocas simples. A eliminao de 6 funcionrios nesta linha poder resultar em considervel economia financeira. importante ressaltar que em uma linha extremamente eficiente o operador no pode perder tempo com inspees de peas e com reabastecimentos de componentes na estao de trabalho, pois do contrrio no conseguir executar a operao dentro do tempo de ciclo. Assim, deve-se ter cuidado ao aplicar anlises de balanceamento em um processo, evitando que o reabastecimento venha a ser um gargalo. Referncias
DAVIS, M; AQUILANO, N; CHASE R. Fundamentos da Administrao da Produo. Porto Alegre: Bookman, 2001. FACHIN, O. Fundamentos da Metodologia. Ed 3. So Paulo: Saraiva, 2001. GIL, A.C. Como Elaborar Projetos de Pesquisa. So Paulo: Atlas, 1991.
ENEGEP 2006
ABEPRO
XXVI ENEGEP - Fortaleza, CE, Brasil, 9 a 11 de Outubro de 2006
KURATOMI, S. Cronoanlise base da Racionalizao da produtividade da reduo de custos. Mogi das Cruzes, O&M, 1987. LEONE, G. S. G. Custos: Um enfoque administrativo. 14 edio. Rio de Janeiro: FGV, 2001. MARCONI, M. A.; LAKATOS, E. M. Metodologa do Trabalho Cientfico. So Paulo: Atlas, 1992. MARTINS, P. Administrao da Produo. So Paulo: Saraiva, 1998. MONKS, J. G. Administrao da Produo. So Paulo: McGraw Hill. PORTER, M. E., Estratgia Competitiva: tcnicas para Anlise de Indstrias e da Concorrncia. 1 edio. Campus: Rio de Janeiro, 1986. QUINN, J.B.; DOORLEY; PAQUETTE. Alm de produtos: Estratgia baseada em servios. Campus: Rio de Janeiro, 1998. ROCHA, D.R. Balanceamento de linha Um enfoque simplificado: material preparado por Dulio Reis da Rocha em 14/04/05. Disponvel em http://www.fa7.edu.br/rea7/artigos/volume2/artigos/read3.doc. Acesso em 23/09/05. SLACK, N. Administrao da Produo. So Paulo: Atlas, 2000.
ENEGEP 2006
ABEPRO
Anda mungkin juga menyukai
- Unid 4 Gestão de InformaçõesDokumen37 halamanUnid 4 Gestão de Informaçõesvladimir OliveiraBelum ada peringkat
- Tese Joao Oliveira PDFDokumen98 halamanTese Joao Oliveira PDFJeremias S. TomásBelum ada peringkat
- Apostila AdministramodDokumen168 halamanApostila AdministramodMARCOS ROBERTO MANÇANOBelum ada peringkat
- Gestão de Canais de Distribuição: UnicesumarDokumen136 halamanGestão de Canais de Distribuição: UnicesumarCarol Rosário100% (1)
- Reputação Corporativa: Uma Revisão Teórica: ResumoDokumen16 halamanReputação Corporativa: Uma Revisão Teórica: ResumoChristiano MattosBelum ada peringkat
- Plenria06MAIOTOMADADEDECISO ProfaJosianeReginadeAbreu 20230510074601Dokumen62 halamanPlenria06MAIOTOMADADEDECISO ProfaJosianeReginadeAbreu 20230510074601Fabia SantosBelum ada peringkat
- Gestão de Produtos e ServiçosDokumen112 halamanGestão de Produtos e Serviçoserlon100% (1)
- Conteudo Gestao de PessoasDokumen152 halamanConteudo Gestao de PessoasCarlos Henrique Vale100% (2)
- Conceitos Centrais em MarketingDokumen66 halamanConceitos Centrais em MarketingGustavo ÁlvaresBelum ada peringkat
- Micro Cmmicro201819port1 1Dokumen386 halamanMicro Cmmicro201819port1 1Rafael Giordani Becker100% (1)
- AV1 Gestão de Serviços 7Dokumen6 halamanAV1 Gestão de Serviços 7Andre Quiquio CatarinaBelum ada peringkat
- 3 Melhores Acoes para Investir em 2024Dokumen30 halaman3 Melhores Acoes para Investir em 2024Julio NobileBelum ada peringkat
- Joseleno Vaz Silva Junior - Avaliação 1 - Estratégia Competitiva PDFDokumen3 halamanJoseleno Vaz Silva Junior - Avaliação 1 - Estratégia Competitiva PDFTales AraujoBelum ada peringkat
- Apol 1 Id VisualDokumen48 halamanApol 1 Id VisualBianca LamegoBelum ada peringkat
- Apostila LiderançaDokumen50 halamanApostila LiderançaBora Jogar100% (1)
- Capítulo 5 Inteligência de MercadoDokumen32 halamanCapítulo 5 Inteligência de MercadoLeandro SchererBelum ada peringkat
- Guia Planejamento Estrategico Contaazul 3 PDFDokumen30 halamanGuia Planejamento Estrategico Contaazul 3 PDFcjardel_adm1140Belum ada peringkat
- 6 - Psicologia Do TraderDokumen2 halaman6 - Psicologia Do TraderRobles DreschBelum ada peringkat
- FUNDAMENTOS DO CONTROLE DE QUALIDADE NAS EMPRESAS, PRÁTICAS E IMPLEMENTAÇÃO - CópiaDokumen42 halamanFUNDAMENTOS DO CONTROLE DE QUALIDADE NAS EMPRESAS, PRÁTICAS E IMPLEMENTAÇÃO - CópiaLú Leite Maldonado Cunha100% (1)
- Administração de Materiais - Gestão Logística - Cadeia de Suprimentos - Cap 1 Bowersox ComplementarDokumen30 halamanAdministração de Materiais - Gestão Logística - Cadeia de Suprimentos - Cap 1 Bowersox ComplementarVinícius GomesBelum ada peringkat
- 2010 - Nhantumbo, Ivan Leonardo PoçoDokumen64 halaman2010 - Nhantumbo, Ivan Leonardo PoçoNicolau Daniel MacovelaBelum ada peringkat
- Trabalho Estratégia Empresarial Lince FinalDokumen6 halamanTrabalho Estratégia Empresarial Lince FinalGisele SilvaBelum ada peringkat
- Inovação e GestãoDokumen212 halamanInovação e GestãoThiago Laurindo 20% (1)
- SgaDokumen84 halamanSgaRenato LuisBelum ada peringkat
- 1-Conceitos Básicos de Estratégia de produção-SLIDESDokumen47 halaman1-Conceitos Básicos de Estratégia de produção-SLIDESVítor MirandaBelum ada peringkat
- 30.08.2023 - Final - Vol1 - FS - Inovação em NegóciosDokumen268 halaman30.08.2023 - Final - Vol1 - FS - Inovação em Negóciosprofmartins geisseBelum ada peringkat
- Trabalho 01 - TR046Dokumen5 halamanTrabalho 01 - TR046Anibal GondimBelum ada peringkat
- Gestão Estratégica - Conceitos e Casos Capítulos 6, 7 e 9Dokumen99 halamanGestão Estratégica - Conceitos e Casos Capítulos 6, 7 e 9Thiago QuerubelleBelum ada peringkat
- LIVRO Estrategias em Recursos HumanosDokumen20 halamanLIVRO Estrategias em Recursos HumanosAna Paula Soares de SousaBelum ada peringkat
- Gestão de PessoasDokumen154 halamanGestão de PessoasÉderOliveiraBelum ada peringkat