Anda mungkin juga menyukai
- Advanced Temperature Measurement and Control, Second EditionDari EverandAdvanced Temperature Measurement and Control, Second EditionBelum ada peringkat
- Doosan Diesel Engine DL06Dokumen211 halamanDoosan Diesel Engine DL06mnowaq98% (42)
- Sensor and Actuator Temperature Control SystemDokumen11 halamanSensor and Actuator Temperature Control SystemAnang MarufBelum ada peringkat
- Research Article: Design of Intelligent Self-Tuning GA ANFIS Temperature Controller For Plastic Extrusion SystemDokumen9 halamanResearch Article: Design of Intelligent Self-Tuning GA ANFIS Temperature Controller For Plastic Extrusion SystemDiddy BRK'sBelum ada peringkat
- 10 11648 J Acis 20140201 11 PDFDokumen5 halaman10 11648 J Acis 20140201 11 PDFEric DiazBelum ada peringkat
- A125703 288 PDFDokumen7 halamanA125703 288 PDFTimothy FieldsBelum ada peringkat
- Paper6 PDFDokumen24 halamanPaper6 PDFMary Grace VelitarioBelum ada peringkat
- An Educational Fuzzy TemperatuDokumen12 halamanAn Educational Fuzzy Temperatuangel sisonalmenianaBelum ada peringkat
- Genetic Algorithm 2Dokumen7 halamanGenetic Algorithm 2nirmal_inboxBelum ada peringkat
- JCIT3528PPLDokumen8 halamanJCIT3528PPLgajendra2010Belum ada peringkat
- Industrial Temp ControlDokumen17 halamanIndustrial Temp ControlPooja GBelum ada peringkat
- Thermal Characteristics of Pid Controller Water HeaterDokumen10 halamanThermal Characteristics of Pid Controller Water HeaterEhab QabashBelum ada peringkat
- Design of Adaptive Pid Controller For Continuous Stirred Tank Heater (CSTH) ProcessDokumen8 halamanDesign of Adaptive Pid Controller For Continuous Stirred Tank Heater (CSTH) ProcesssanthoshramrBelum ada peringkat
- Constrained Discrete Model Predictive Control of A Greenhouse System TemperatureDokumen12 halamanConstrained Discrete Model Predictive Control of A Greenhouse System TemperatureAyoubMoufidBelum ada peringkat
- Fuzzy Logic Controller For AirconDokumen8 halamanFuzzy Logic Controller For AirconEvan SumidoBelum ada peringkat
- PID Based Temperature Control of A Plant Heat Exchanger System-239Dokumen5 halamanPID Based Temperature Control of A Plant Heat Exchanger System-239Mark Anthony CaroBelum ada peringkat
- Temperature Measurement of Dynamic ObjectDokumen5 halamanTemperature Measurement of Dynamic Objectbelvinthomas8095Belum ada peringkat
- Heat Exchanger ExampleDokumen7 halamanHeat Exchanger ExampleBrian MasonBelum ada peringkat
- 2009 EEIES Fullpaper 73-85976 tatangUTHMDokumen6 halaman2009 EEIES Fullpaper 73-85976 tatangUTHMLailatulBelum ada peringkat
- An Interval Type-2 Fuzzy Logic Approach For Instrument Fault Detection and DiagnosisDokumen5 halamanAn Interval Type-2 Fuzzy Logic Approach For Instrument Fault Detection and DiagnosisVítor Emmanuel AndradeBelum ada peringkat
- 毕业设计初稿Dokumen41 halaman毕业设计初稿Ye AnBelum ada peringkat
- PLC Based Automatic Control of RheometerDokumen10 halamanPLC Based Automatic Control of RheometerManvir Singh GillBelum ada peringkat
- Application of Synthetic Grey Correlation Theory On Thermal Point Optimization For Machine ToolDokumen9 halamanApplication of Synthetic Grey Correlation Theory On Thermal Point Optimization For Machine ToolShamanth CBelum ada peringkat
- A125703 288 PDFDokumen7 halamanA125703 288 PDFAnonymous G04WC68JXfBelum ada peringkat
- Controller Design For Temperature Control of Heat Exchanger System: Simulation StudiesDokumen7 halamanController Design For Temperature Control of Heat Exchanger System: Simulation StudiesAnonymous G04WC68JXfBelum ada peringkat
- Publication (P2) : On Computational Intelligence in Robotics and Automation (CIRA2005), EspooDokumen7 halamanPublication (P2) : On Computational Intelligence in Robotics and Automation (CIRA2005), Espoojosegarza92Belum ada peringkat
- GUI Based Control System Analysis Using PID Controller For EducationDokumen11 halamanGUI Based Control System Analysis Using PID Controller For Educationpascal toguBelum ada peringkat
- Journal of Electrical Engineering & Technology (JEET) : ©iaemeDokumen8 halamanJournal of Electrical Engineering & Technology (JEET) : ©iaemeIAEME PublicationBelum ada peringkat
- An Intelligent Feedback Controller Design For EnerDokumen8 halamanAn Intelligent Feedback Controller Design For EnerJocian VefBelum ada peringkat
- Controller Design For Temperature Control of Heat Exchanger System: Simulation StudiesDokumen8 halamanController Design For Temperature Control of Heat Exchanger System: Simulation StudiesJhoanaBelum ada peringkat
- Development of Dental Autoclave Control System Using Fuzzy Logic and Optimized PID AlgorithmDokumen8 halamanDevelopment of Dental Autoclave Control System Using Fuzzy Logic and Optimized PID AlgorithmMelanie PowellBelum ada peringkat
- Temperature Prediction of Heating Furnace Based TCNDokumen27 halamanTemperature Prediction of Heating Furnace Based TCNRodrigo LimaBelum ada peringkat
- Basics of PLC ProgrammingDokumen11 halamanBasics of PLC ProgrammingJayasuryaBelum ada peringkat
- Swarm Optimization Based Controller For Temperature Control of A Heat ExchangerDokumen6 halamanSwarm Optimization Based Controller For Temperature Control of A Heat ExchangerBaa BakBelum ada peringkat
- Humidity and Temperature Controller: Ece399 - Community Service Project - Phase IiDokumen18 halamanHumidity and Temperature Controller: Ece399 - Community Service Project - Phase Iiram poisonBelum ada peringkat
- Ee Assignment FinalDokumen7 halamanEe Assignment FinalAbdullah TahirBelum ada peringkat
- Benchmark Temperature Microcontroller For Process Dynamics and CoDokumen38 halamanBenchmark Temperature Microcontroller For Process Dynamics and CoTyto Praja Muda NetendBelum ada peringkat
- Modelling and Analysis of The Simple Water Heater SystemDokumen4 halamanModelling and Analysis of The Simple Water Heater SystemJohandi PatriaBelum ada peringkat
- Unit-2 Temperature ControlDokumen4 halamanUnit-2 Temperature ControlSakthi PeriasamyBelum ada peringkat
- Design and Analysis of Pi Fuzzy ControllDokumen6 halamanDesign and Analysis of Pi Fuzzy ControlllahlouhBelum ada peringkat
- Development of Temperature Process Control Method Using Smith PredictorDokumen6 halamanDevelopment of Temperature Process Control Method Using Smith PredictorAndrei BujaBelum ada peringkat
- SynopsisDokumen6 halamanSynopsisPooja GBelum ada peringkat
- Process ControlDokumen261 halamanProcess ControlLunokhod Rover50% (2)
- Cascaded PID Controller Design For Heating Furnace Temperature ControlDokumen8 halamanCascaded PID Controller Design For Heating Furnace Temperature ControlInternational Organization of Scientific Research (IOSR)Belum ada peringkat
- Process ControlDokumen9 halamanProcess ControlRajalakshmi VengadasamyBelum ada peringkat
- Chapter1 Has BeenDokumen11 halamanChapter1 Has BeenOlanrewaju EmmanuelBelum ada peringkat
- Modeling and Simulation of Temperature Control System of Coating Plant Air ConditionerDokumen6 halamanModeling and Simulation of Temperature Control System of Coating Plant Air ConditionerਰਾਜਬੀਰBelum ada peringkat
- An Application of A Soft Real-Time Genetic Algorithm For HVAC System ControlDokumen11 halamanAn Application of A Soft Real-Time Genetic Algorithm For HVAC System ControlInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Implementation of Green House Automation Using ARM7 ControllerDokumen5 halamanImplementation of Green House Automation Using ARM7 ControllerkrishnaBelum ada peringkat
- New Results On The Synthesis of PID Controllers: Guillermo J. Silva, Aniruddha Datta, and S. P. BhattacharyyaDokumen12 halamanNew Results On The Synthesis of PID Controllers: Guillermo J. Silva, Aniruddha Datta, and S. P. Bhattacharyyadebasishmee5808Belum ada peringkat
- Real Time Application of Ants Colony Optimization: Dr.S.M.Girirajkumar Dr.K.Ramkumar Sanjay Sarma O.VDokumen13 halamanReal Time Application of Ants Colony Optimization: Dr.S.M.Girirajkumar Dr.K.Ramkumar Sanjay Sarma O.VKarthik BalajiBelum ada peringkat
- Standard Practice For Estimate of The Heat Gain or Loss and The Surface Temperatures of Insulated Flat, Cylindrical, and Spherical Systems by Use of Computer ProgramsDokumen52 halamanStandard Practice For Estimate of The Heat Gain or Loss and The Surface Temperatures of Insulated Flat, Cylindrical, and Spherical Systems by Use of Computer ProgramsfdvgdBelum ada peringkat
- Simulation of Intelligent Controller For Temperature of Heat Exchanger System Using MatlabDokumen14 halamanSimulation of Intelligent Controller For Temperature of Heat Exchanger System Using MatlabAnonymous Gke2wm7Belum ada peringkat
- Day 10 King SaudDokumen9 halamanDay 10 King SaudSri NurBelum ada peringkat
- Optimization of Bms Settings With Indoor-Environment SimulatorDokumen10 halamanOptimization of Bms Settings With Indoor-Environment SimulatorAsta EfiBelum ada peringkat
- 2011-Zhu Wang-A Fuzzy Adaptive Comfort Temperature Model With Grey Predictor For Multi-Agent Control System of Smart BuildingDokumen8 halaman2011-Zhu Wang-A Fuzzy Adaptive Comfort Temperature Model With Grey Predictor For Multi-Agent Control System of Smart BuildingxzantelsaBelum ada peringkat
- RIDWAN'S COMPLETE PROJECT (CHPT 1-5) - CorrectedDokumen22 halamanRIDWAN'S COMPLETE PROJECT (CHPT 1-5) - CorrectedRidwanBelum ada peringkat
- Cazac NucaDokumen6 halamanCazac NucaAntonio ZambranoBelum ada peringkat
- Microcontroller Based Intelligent Temperature Controller For GreenhouseDokumen5 halamanMicrocontroller Based Intelligent Temperature Controller For GreenhouseresearchinventyBelum ada peringkat
- Pseudo-PID Controller: Design, Tuning and ApplicationsDokumen6 halamanPseudo-PID Controller: Design, Tuning and ApplicationsPaulo César RibeiroBelum ada peringkat
- Pressure Control in Production LineDokumen10 halamanPressure Control in Production LineIJRASETPublicationsBelum ada peringkat
- Group B3Dokumen6 halamanGroup B3Omprakash VermaBelum ada peringkat
- MK-CH - VKJ Vecsmdj JK'V H Izks - KSFXDH Lalfkku) Tkyu/KjDokumen2 halamanMK-CH - VKJ Vecsmdj JK'V H Izks - KSFXDH Lalfkku) Tkyu/KjOmprakash VermaBelum ada peringkat
- Schedule For Screening Test and Interview For The Posts of Assistant Professor AGP Rs 6000 24774Dokumen1 halamanSchedule For Screening Test and Interview For The Posts of Assistant Professor AGP Rs 6000 24774Omprakash VermaBelum ada peringkat
- PCI Minor 1Dokumen2 halamanPCI Minor 1Omprakash VermaBelum ada peringkat
- Muzaffarpur To GwaliorDokumen1 halamanMuzaffarpur To GwaliorOmprakash VermaBelum ada peringkat
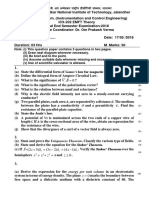
- National Institute of Technology Jalandhar: Faculty CoordinatorDokumen4 halamanNational Institute of Technology Jalandhar: Faculty CoordinatorOmprakash VermaBelum ada peringkat
- Requirement For The OfficeDokumen2 halamanRequirement For The OfficeOmprakash VermaBelum ada peringkat
- (Bhag Singh Guru) Electromagnetic Field TheoryDokumen699 halaman(Bhag Singh Guru) Electromagnetic Field TheoryOmprakash VermaBelum ada peringkat
- EMF Theory - Major Examination 2019Dokumen2 halamanEMF Theory - Major Examination 2019Omprakash VermaBelum ada peringkat
- TR Talk1n2 PDFDokumen103 halamanTR Talk1n2 PDFOmprakash VermaBelum ada peringkat
- Proceedings of Fifth International ConfeDokumen1.021 halamanProceedings of Fifth International ConfeOmprakash VermaBelum ada peringkat
- Utiliation AssignmentDokumen1 halamanUtiliation AssignmentOmprakash VermaBelum ada peringkat
- Proposed EE Course OutcomeDokumen2 halamanProposed EE Course OutcomeOmprakash VermaBelum ada peringkat
- Technical DetailsDokumen19 halamanTechnical DetailsOmprakash VermaBelum ada peringkat
- Digital Signal Processing Question Paper Minor 1Dokumen1 halamanDigital Signal Processing Question Paper Minor 1Omprakash VermaBelum ada peringkat
- Journal Name: Journal of Mathematical and Fundamental SciencesDokumen6 halamanJournal Name: Journal of Mathematical and Fundamental SciencesOmprakash VermaBelum ada peringkat
- SBIT DisclosureDokumen53 halamanSBIT DisclosureOmprakash VermaBelum ada peringkat
- General Instruction & Information July 2017Dokumen2 halamanGeneral Instruction & Information July 2017Omprakash VermaBelum ada peringkat
- EvaporatorsDokumen17 halamanEvaporatorsOmprakash VermaBelum ada peringkat
- National Institute of Technology Meghalaya: Bijni Complex, Laitumkhrah, Shillong-793003Dokumen3 halamanNational Institute of Technology Meghalaya: Bijni Complex, Laitumkhrah, Shillong-793003Omprakash VermaBelum ada peringkat
- Intelligent Controller For Coupled Tank SystemDokumen4 halamanIntelligent Controller For Coupled Tank SystemOmprakash VermaBelum ada peringkat
- Comparative Analysis of Boiler Drumlevel Control Using Advanced Classical ApproachesDokumen12 halamanComparative Analysis of Boiler Drumlevel Control Using Advanced Classical ApproachesOmprakash VermaBelum ada peringkat
- Optimal Control Systems - by Desineni Subbaram NaiduDokumen460 halamanOptimal Control Systems - by Desineni Subbaram NaiduClara Garrido P83% (6)
- Implementation of A PID Controller in BasicDokumen9 halamanImplementation of A PID Controller in BasicOmprakash VermaBelum ada peringkat
- A Neuro-Fuzzy Adaptive Control of Interactive SystemsDokumen5 halamanA Neuro-Fuzzy Adaptive Control of Interactive SystemsOmprakash VermaBelum ada peringkat
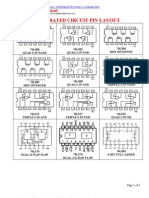
- 7400 Chip Pin OutDokumen4 halaman7400 Chip Pin OutOmprakash VermaBelum ada peringkat
- Installation Instructions MODELS TS-2T, TS-3T, TS-4T, TS-5T: Rear View of PlateDokumen2 halamanInstallation Instructions MODELS TS-2T, TS-3T, TS-4T, TS-5T: Rear View of PlateXavier TamashiiBelum ada peringkat
- T2265 PDFDokumen0 halamanT2265 PDFMerlin PokamBelum ada peringkat
- Project SchedulingDokumen61 halamanProject SchedulingGummanur SreenathBelum ada peringkat
- STS CompiledDokumen60 halamanSTS CompiledAsi Cas JavBelum ada peringkat
- Graseby MR10 - Respiration Monitor - Service ManualDokumen34 halamanGraseby MR10 - Respiration Monitor - Service ManualEduardoBelum ada peringkat
- Nokia.Dokumen1 halamanNokia.kshiti ahireBelum ada peringkat
- An Efficient Power Flow Algorithm For Distribution Systems With Polynomial LoadDokumen16 halamanAn Efficient Power Flow Algorithm For Distribution Systems With Polynomial Loadishak789Belum ada peringkat
- Unit 4 4a Power MeasurementsDokumen10 halamanUnit 4 4a Power MeasurementsmanikandaprabhuBelum ada peringkat
- Script Rotation V 1.8.1BETADokumen122 halamanScript Rotation V 1.8.1BETADuni AhmadBelum ada peringkat
- DFC-90 Cirrus Config and Testing AVDFC-096Dokumen15 halamanDFC-90 Cirrus Config and Testing AVDFC-096Anderson RamalhoBelum ada peringkat
- CV Eko Prasetyo Lengkap PDFDokumen4 halamanCV Eko Prasetyo Lengkap PDFEko PrasetyoBelum ada peringkat
- Object Oriented Programming Methodology Using Java: Prof: Pradnya Sadigale (E&Tcdepartment)Dokumen39 halamanObject Oriented Programming Methodology Using Java: Prof: Pradnya Sadigale (E&Tcdepartment)pradnya sadigaleBelum ada peringkat
- Big Data GuideDokumen58 halamanBig Data GuideDhivyaaShanmugamBelum ada peringkat
- Design of Low Power Sram Cell With Improved Stability: Javed Akhtar AnsariDokumen54 halamanDesign of Low Power Sram Cell With Improved Stability: Javed Akhtar AnsariSunil KumarBelum ada peringkat
- The Multi Billion Dollar Industry You Can Make Money From EasilyDokumen34 halamanThe Multi Billion Dollar Industry You Can Make Money From EasilyJoshuaBelum ada peringkat
- Xbox 360 Repair Manual Guide+ (02-20)Dokumen19 halamanXbox 360 Repair Manual Guide+ (02-20)Rosselino DE Jesus MonteiroBelum ada peringkat
- Ethics in Software Engineering PDFDokumen2 halamanEthics in Software Engineering PDFJessicaBelum ada peringkat
- Resume - Ahad Siddiqui - Telecom Engg - 11+YOEDokumen6 halamanResume - Ahad Siddiqui - Telecom Engg - 11+YOEahad siddiquiBelum ada peringkat
- Session 3 - Track 7 - Wireless Charging PDFDokumen37 halamanSession 3 - Track 7 - Wireless Charging PDFPraveen KumarBelum ada peringkat
- Trident's Expertise V1.5Dokumen17 halamanTrident's Expertise V1.5tridentBelum ada peringkat
- U18 Hall Sensor FanDokumen6 halamanU18 Hall Sensor FanscribdxtestxBelum ada peringkat
- Schematics 3250Dokumen9 halamanSchematics 3250pronomixBelum ada peringkat
- Blackberry Playbook: Brand Communication ObjectiveDokumen13 halamanBlackberry Playbook: Brand Communication ObjectiveariefakbarBelum ada peringkat
- Hill David. - English for Information Technology. Level 2 (транскрипты к аудиозаписям)Dokumen17 halamanHill David. - English for Information Technology. Level 2 (транскрипты к аудиозаписям)Ghada HamilaBelum ada peringkat
- iTS - Intelligent Traffic System: Daga Games StudioDokumen38 halamaniTS - Intelligent Traffic System: Daga Games StudioSlow Pork FFBelum ada peringkat
- IntroSoC Lab04Dokumen10 halamanIntroSoC Lab04Ngữ Đào DuyBelum ada peringkat
- Chapter 7 - CPU Structure and Function Ver 1Dokumen43 halamanChapter 7 - CPU Structure and Function Ver 1Nurhidayatul FadhilahBelum ada peringkat
- Luedi BystronicDokumen19 halamanLuedi BystronicŽeljana Nikolić67% (3)