Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- JRC JFE-680 Instruct ManualDokumen86 halamanJRC JFE-680 Instruct ManualMark Dominic FedericoBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- MarbiehistoryDokumen6 halamanMarbiehistoryMarbie DalanginBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Esteem 1999 2000 1.3L 1.6LDokumen45 halamanEsteem 1999 2000 1.3L 1.6LArnold Hernández CarvajalBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Lecture 12Dokumen8 halamanLecture 12Mechanical ZombieBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- 2015 Nos-Dcp National Oil Spill Disaster Contingency PlanDokumen62 halaman2015 Nos-Dcp National Oil Spill Disaster Contingency PlanVaishnavi Jayakumar100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Pediatric EmergenciesDokumen47 halamanPediatric EmergenciesahmedBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
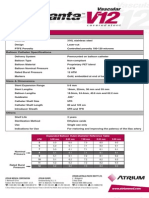
- Advanta V12 Data SheetDokumen2 halamanAdvanta V12 Data SheetJuliana MiyagiBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- 02-Building Cooling LoadsDokumen3 halaman02-Building Cooling LoadspratheeshBelum ada peringkat
- Process Costing Exercises Series 1Dokumen23 halamanProcess Costing Exercises Series 1sarahbeeBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- 5G Transport Slice Control in End-To-End 5G NetworksDokumen19 halaman5G Transport Slice Control in End-To-End 5G NetworksmorganBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Plastics and Polymer EngineeringDokumen4 halamanPlastics and Polymer Engineeringsuranjana26Belum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- DOC-20161226-WA0009 DiagramaDokumen61 halamanDOC-20161226-WA0009 DiagramaPedroBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Cambridge IGCSE Paper 2Dokumen4 halamanCambridge IGCSE Paper 2irajooo epik zizterBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Halfen Cast-In Channels: HTA-CE 50/30P HTA-CE 40/22PDokumen92 halamanHalfen Cast-In Channels: HTA-CE 50/30P HTA-CE 40/22PTulusBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Manual Wire Rope Winches Wall-Mounted Wire Rope Winch SW-W: Equipment and ProcessingDokumen1 halamanManual Wire Rope Winches Wall-Mounted Wire Rope Winch SW-W: Equipment and Processingdrg gocBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Significance of GodboleDokumen5 halamanSignificance of GodbolehickeyvBelum ada peringkat
- Unit 3Dokumen12 halamanUnit 3Erik PurnandoBelum ada peringkat
- Mahindra & MahindraDokumen13 halamanMahindra & MahindraAbhishek DharmadhikariBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Amnaya Sutra (English)Dokumen458 halamanAmnaya Sutra (English)Assam Bhakti SagarBelum ada peringkat
- CBSE DetailsDokumen6 halamanCBSE DetailsNARESH KUMARBelum ada peringkat
- Innerwear Industry Pitch PresentationDokumen19 halamanInnerwear Industry Pitch PresentationRupeshKumarBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Introduction To LCCDokumen32 halamanIntroduction To LCCGonzalo LopezBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Structural Analysis and Design of Pressure Hulls - The State of The Art and Future TrendsDokumen118 halamanStructural Analysis and Design of Pressure Hulls - The State of The Art and Future TrendsRISHABH JAMBHULKARBelum ada peringkat
- Training Report On Self Contained Breathing ApparatusDokumen4 halamanTraining Report On Self Contained Breathing ApparatusHiren MahetaBelum ada peringkat
- Comparing Exponential NumbersDokumen5 halamanComparing Exponential NumbersMaya RahayuBelum ada peringkat
- Assignment 2 Mat435Dokumen2 halamanAssignment 2 Mat435Arsene LupinBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Oil Whirl and Whip Instabilities - Within Journal BearingsDokumen27 halamanOil Whirl and Whip Instabilities - Within Journal BearingsTalha AamirBelum ada peringkat
- Potassium Fixation As Affected by Alternate Wetting and Drying in Some Soil Series of JharkhandDokumen4 halamanPotassium Fixation As Affected by Alternate Wetting and Drying in Some Soil Series of JharkhandDr Amrit Kumar JhaBelum ada peringkat
- L27/38S Project Guide - Power Plant: Four-Stroke GensetDokumen392 halamanL27/38S Project Guide - Power Plant: Four-Stroke GensetAaron Chan100% (1)
- Nasopharyngeal Angiofibroma - PPTX Essam SrourDokumen10 halamanNasopharyngeal Angiofibroma - PPTX Essam SrourSimina ÎntunericBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)