Anda mungkin juga menyukai
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Dari EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Belum ada peringkat
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209Dari EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Belum ada peringkat
- Conformado en Chapas Metalicas. Curva DLC.Dokumen33 halamanConformado en Chapas Metalicas. Curva DLC.AndresGuevaraTorresBelum ada peringkat
- Avances Tecnológicos en El Diseño de Líneas de Perfilado de Chapa (1 Parte)Dokumen10 halamanAvances Tecnológicos en El Diseño de Líneas de Perfilado de Chapa (1 Parte)El partner tecnológico para la industria del perfiladoBelum ada peringkat
- Apuntes ChapaDokumen30 halamanApuntes ChapaFredericGaheteRayegoBelum ada peringkat
- Conformado de Chapa - BasesDokumen30 halamanConformado de Chapa - Basesmnunez1995Belum ada peringkat
- An Alisis de Los Procesos de Conformado de ChapaDokumen30 halamanAn Alisis de Los Procesos de Conformado de ChapaRuben AñezBelum ada peringkat
- Actividad 5.4 1828578Dokumen5 halamanActividad 5.4 1828578Paulina SotoBelum ada peringkat
- Herramientas para La Simulación Del Plegado de ChapaDokumen24 halamanHerramientas para La Simulación Del Plegado de ChapaJorge Cortes AlvarezBelum ada peringkat
- Troquel para Tapa de RodilloDokumen9 halamanTroquel para Tapa de RodilloWilliam UrregoBelum ada peringkat
- 01 - Capitulo 1. IntroduccionDokumen16 halaman01 - Capitulo 1. IntroducciontitoBelum ada peringkat
- Defectos en Piezas Matrizadas - Tarea 1 - Unidad 3 - Herramentales 1Dokumen7 halamanDefectos en Piezas Matrizadas - Tarea 1 - Unidad 3 - Herramentales 1Luis GuerreroBelum ada peringkat
- 6 Trabajo de Proceso Industriales ChapaDokumen10 halaman6 Trabajo de Proceso Industriales ChapaLuzmila Palencia arevaloBelum ada peringkat
- Capítulo 1 Curso Conformado ChapasDokumen11 halamanCapítulo 1 Curso Conformado ChapasJose ValenciaBelum ada peringkat
- Grupal - Aditiva (FDM)Dokumen13 halamanGrupal - Aditiva (FDM)Johnffe LloriBelum ada peringkat
- Proceso Fresado. Juan Fernandez. 28 221 732Dokumen10 halamanProceso Fresado. Juan Fernandez. 28 221 732juanBelum ada peringkat
- Troquel DiseñoDokumen10 halamanTroquel DiseñoJhonny AlvarezBelum ada peringkat
- Conformado Plastico de Metales PDFDokumen21 halamanConformado Plastico de Metales PDFspc_2278942Belum ada peringkat
- Hex 200020Dokumen2 halamanHex 200020Samuel gc333Belum ada peringkat
- Clasificación de Los Procesos de ConformadoDokumen17 halamanClasificación de Los Procesos de ConformadoXimena Mejia Medina100% (1)
- El Perfilado Es Un Proceso de Fabricación Por Deformación Plástica Que Se Aplica A Chapa MetálicaDokumen8 halamanEl Perfilado Es Un Proceso de Fabricación Por Deformación Plástica Que Se Aplica A Chapa MetálicaFreddy Mamani AtayupanquiBelum ada peringkat
- Introducción Al PerfiladoDokumen18 halamanIntroducción Al PerfiladoFaustino MamaniBelum ada peringkat
- Informe Troquelar PDFDokumen13 halamanInforme Troquelar PDFHarold Aguirre0% (1)
- Matriceria Cuestionario ML PDFDokumen10 halamanMatriceria Cuestionario ML PDFLuis PilcoBelum ada peringkat
- PrensasDokumen34 halamanPrensasLuis Gabriel GallucciBelum ada peringkat
- Diseño y Repotenciación de Una TroqueladoraDokumen54 halamanDiseño y Repotenciación de Una TroqueladoraNicolasosmaBelum ada peringkat
- Representacion AdhesivosDokumen6 halamanRepresentacion AdhesivosJames Vargas100% (1)
- Conformado PDFDokumen11 halamanConformado PDFRodolfo Nuñez HenriquezBelum ada peringkat
- Doblado Forja EmbutidoDokumen11 halamanDoblado Forja EmbutidoRONALD GUZMANBelum ada peringkat
- Proceso de PlegadoDokumen10 halamanProceso de PlegadoChristian Bryan100% (1)
- 2.2. Taller CizalladoDokumen4 halaman2.2. Taller CizalladoOriana PorrasBelum ada peringkat
- Matriceria Cuestionario 1Dokumen8 halamanMatriceria Cuestionario 1Jose Ernesto Pillajo Cabezas100% (1)
- Avances Tecnológicos en El Diseño de Líneas de Perfilado de Chapa (2 Parte)Dokumen12 halamanAvances Tecnológicos en El Diseño de Líneas de Perfilado de Chapa (2 Parte)El partner tecnológico para la industria del perfilado100% (1)
- Procesos IndustrialesDokumen14 halamanProcesos IndustrialesEdwin JachoBelum ada peringkat
- PediluvioDokumen16 halamanPediluvioIngrid MagnaBelum ada peringkat
- Ortega ArredondoDokumen116 halamanOrtega ArredondoLuisana ArciaBelum ada peringkat
- RebabeoSafe09 07 23Dokumen7 halamanRebabeoSafe09 07 23Angel LaraBelum ada peringkat
- Corte y PunzonadoDokumen77 halamanCorte y PunzonadoDavid López100% (1)
- ADRIAN PILLAJO Cuestionario 1Dokumen14 halamanADRIAN PILLAJO Cuestionario 1Jose Ernesto Pillajo CabezasBelum ada peringkat
- 4-1-1 Definicion y Representacion de Ejes y ArbolesDokumen74 halaman4-1-1 Definicion y Representacion de Ejes y ArbolesRicardo García HernandezBelum ada peringkat
- (Pia) Procesos de ManufacturaDokumen14 halaman(Pia) Procesos de Manufacturarogelio perezBelum ada peringkat
- Examen ORD 82 Manufactura EstructuradaDokumen2 halamanExamen ORD 82 Manufactura EstructuradaAshley NavarroBelum ada peringkat
- Desarrollo y Manufactura de Un Herramental para CorteDokumen64 halamanDesarrollo y Manufactura de Un Herramental para CorteArmando SánchezBelum ada peringkat
- Info ExpDokumen10 halamanInfo ExpibrahimBelum ada peringkat
- Trabajo Final Parte ExperimentalDokumen19 halamanTrabajo Final Parte ExperimentalDaniel Ricardo Durango BrugesBelum ada peringkat
- Saber Hacer 1 ReporteDokumen4 halamanSaber Hacer 1 Reporteherod3182Belum ada peringkat
- Granillo 2Dokumen5 halamanGranillo 2Alejandro PaizBelum ada peringkat
- Proceso de La ForjaDokumen30 halamanProceso de La Forjajuan perezBelum ada peringkat
- Tarea 4-Proceso de UnionDokumen11 halamanTarea 4-Proceso de UnionEspinosa Candia KevinBelum ada peringkat
- Tradu FinalDokumen21 halamanTradu FinalFacundo SilbersteinBelum ada peringkat
- Diseño Matriz ProgresivaDokumen164 halamanDiseño Matriz ProgresivaRafael FernandezBelum ada peringkat
- Informe 4 Conformado Mecánico EpnDokumen16 halamanInforme 4 Conformado Mecánico Epnmario91bscBelum ada peringkat
- Proceso de FabricDokumen13 halamanProceso de Fabricchristian perezBelum ada peringkat
- Plegado de MetalesDokumen4 halamanPlegado de Metales.Belum ada peringkat
- Perfiladora de ChapaDokumen53 halamanPerfiladora de ChapaArnaldo Macchi Millan100% (1)
- Din Iso 20457Dokumen28 halamanDin Iso 20457KiiKa100% (1)
- Diseño de La Matriz de GrapadoraDokumen19 halamanDiseño de La Matriz de GrapadoraChris SalasBelum ada peringkat
- Trabajo de Diploma: Procesos de Doblado de ChapaDokumen115 halamanTrabajo de Diploma: Procesos de Doblado de ChapaJesús VásquezBelum ada peringkat
- Procesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaDari EverandProcesos de transformación de la fibra de vidrio (1): Contacto a mano. Proyección simultáneaBelum ada peringkat
- Diseño de utillajes, matricería y prototipado con SolidWorksDari EverandDiseño de utillajes, matricería y prototipado con SolidWorksPenilaian: 3 dari 5 bintang3/5 (1)
- El Mayorista 16-06-22Dokumen74 halamanEl Mayorista 16-06-22My BikersBelum ada peringkat
- Eliminar La Voz de Una CanciónDokumen4 halamanEliminar La Voz de Una CanciónSarah WattsBelum ada peringkat
- Especificaciones Tecnicas Agua Potable - 4C RequeDokumen131 halamanEspecificaciones Tecnicas Agua Potable - 4C RequeROBERT STEWARD COLLANTES SALAZARBelum ada peringkat
- Conexion Forjada 3000 y 6000Dokumen19 halamanConexion Forjada 3000 y 6000Yahayra Padilla100% (1)
- NITROGENODokumen3 halamanNITROGENOYeshua FonsecaBelum ada peringkat
- VISIÓN - Mision y Perfil Profesional PDFDokumen1 halamanVISIÓN - Mision y Perfil Profesional PDFJoel H LlBelum ada peringkat
- Informe de HidrometalurgiaDokumen14 halamanInforme de HidrometalurgiaRonaldi Franco Llacza ChurampiBelum ada peringkat
- Redes Inalambricas MonografiaDokumen10 halamanRedes Inalambricas MonografiaAyarin Rbm100% (1)
- Naturaleza 2da Guia PedagógicaDokumen4 halamanNaturaleza 2da Guia PedagógicaAndrea SimancasBelum ada peringkat
- Reporte y Cuestionario de Laboratorio de Fisica IIDokumen29 halamanReporte y Cuestionario de Laboratorio de Fisica IIYves MQBelum ada peringkat
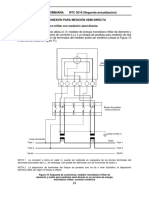
- NTC 5019 - 2007 Selección de Equipos de Medición de Energia ElectricaDokumen13 halamanNTC 5019 - 2007 Selección de Equipos de Medición de Energia ElectricaBreiner CortesBelum ada peringkat
- RONDO Mechanische Ausrollmaschine Mechanical Dough Sheeter ESDokumen6 halamanRONDO Mechanische Ausrollmaschine Mechanical Dough Sheeter ESSarahi ArenasBelum ada peringkat
- Material Didáctico de Oleohidráulica IndustrialDokumen79 halamanMaterial Didáctico de Oleohidráulica IndustrialJavier Ignacio Villalobos CisternasBelum ada peringkat
- Volumen de ControlDokumen7 halamanVolumen de Controljorge valverde olivaBelum ada peringkat
- Trifoliar - 4Dokumen2 halamanTrifoliar - 4Victor MenéndezBelum ada peringkat
- Emulsiones Asfalticas-Peru PDFDokumen8 halamanEmulsiones Asfalticas-Peru PDFLUIS CERVANTES50% (2)
- PT003-Instalacion de Faena Rev.0Dokumen28 halamanPT003-Instalacion de Faena Rev.0franciscoBelum ada peringkat
- Libro de Tareas 2 PL1Dokumen5 halamanLibro de Tareas 2 PL1Matías Fernández VelascoBelum ada peringkat
- Diagnostico y Mejoramiento de Los Servicios de Agua Potable, Saneamiento y Alcantarillado para El Municipio de Zamora, Michoacan.Dokumen163 halamanDiagnostico y Mejoramiento de Los Servicios de Agua Potable, Saneamiento y Alcantarillado para El Municipio de Zamora, Michoacan.juanBelum ada peringkat
- Calculo de ChimeneasDokumen57 halamanCalculo de ChimeneasDavidMañanes100% (1)
- Catalogo de BosDokumen6 halamanCatalogo de BosmiriamarismendiBelum ada peringkat
- Man. Asistida, Computadora y C Numérico 31 - 08 - 21Dokumen49 halamanMan. Asistida, Computadora y C Numérico 31 - 08 - 21David GonzalezBelum ada peringkat
- Armado y Desarme de AndamiosDokumen9 halamanArmado y Desarme de AndamiosJavier Antonio Villarroel GajardoBelum ada peringkat
- Manual de ServicioDokumen74 halamanManual de ServiciordzptecBelum ada peringkat
- Et-190-Pemex-2019 Bombas Recip-FDokumen18 halamanEt-190-Pemex-2019 Bombas Recip-FfmseguiliorBelum ada peringkat
- Clasificación de Áreas y Análisis de RiesgosDokumen20 halamanClasificación de Áreas y Análisis de RiesgosNABE100% (1)
- Tipos y Ejemplos de Sistemas de Información en Una EmpresaDokumen2 halamanTipos y Ejemplos de Sistemas de Información en Una EmpresajanojimenezBelum ada peringkat
- Catálogo de Texturas ÍgneasDokumen15 halamanCatálogo de Texturas ÍgneasFranco Galarce ArenasBelum ada peringkat
- Centro Ceremonial GaragayDokumen39 halamanCentro Ceremonial Garagaynolha_090% (1)