Anda mungkin juga menyukai
- Introduction To BoilersDokumen36 halamanIntroduction To BoilersAdel SukerBelum ada peringkat
- PHT Unit-5 (THEORY)Dokumen81 halamanPHT Unit-5 (THEORY)521 Balaji OBelum ada peringkat
- Carbon Steel Pipes - Comparing AmericanDokumen2 halamanCarbon Steel Pipes - Comparing AmericanKazi Anwarul Azim SohelBelum ada peringkat
- Air Reciver Vessel-1 (Compressor Unit-2)Dokumen5 halamanAir Reciver Vessel-1 (Compressor Unit-2)MD Shadikul Huq ShezanBelum ada peringkat
- DISTILLATION COLUMN Nida Baigk124Dokumen28 halamanDISTILLATION COLUMN Nida Baigk124Shifa ShaikhBelum ada peringkat
- Inspecton ProcedureDokumen3 halamanInspecton ProcedureSanthosh ReddyBelum ada peringkat
- Cryogenic SystemDokumen1 halamanCryogenic Systempap230% (1)
- Asme Viii 1 - PWHT PDFDokumen1 halamanAsme Viii 1 - PWHT PDFGANGADHAR SAHUBelum ada peringkat
- Client: Job No.: Job Title: Client's Job No.:: Company NameDokumen13 halamanClient: Job No.: Job Title: Client's Job No.:: Company NamejorgekarlosprBelum ada peringkat
- 1 418 Heat ExchangersDokumen58 halaman1 418 Heat ExchangersoperationmanagerBelum ada peringkat
- Everything about Pipe FittingsDokumen11 halamanEverything about Pipe FittingsFaysal Qadeer KhanBelum ada peringkat
- AB-507 Installed Fired Heaters GuidelineDokumen36 halamanAB-507 Installed Fired Heaters GuidelineRosa galindoBelum ada peringkat
- Piping Fundamentals:: M.N.RaghuDokumen26 halamanPiping Fundamentals:: M.N.RaghuAlex Salvin100% (2)
- Floating Head Heat Exchanger Hydrotest ProcedureDokumen15 halamanFloating Head Heat Exchanger Hydrotest ProcedureDoğuhan DenizgezBelum ada peringkat
- Boliers and Pressure VesselsDokumen33 halamanBoliers and Pressure VesselslourenceBelum ada peringkat
- Procces Flow Diagram Examples:single Process UnitDokumen1 halamanProcces Flow Diagram Examples:single Process UnitdwijewelBelum ada peringkat
- Welcome To: Training Program On GUIDED TOUR OF ASME CodesDokumen120 halamanWelcome To: Training Program On GUIDED TOUR OF ASME CodesAndri Konyoa KonyoaBelum ada peringkat
- Weld Cleaning MethodsDokumen7 halamanWeld Cleaning MethodsTrần Thùy LinhBelum ada peringkat
- Approved Weld Procedure SpecificationsDokumen38 halamanApproved Weld Procedure SpecificationsJohan0001Belum ada peringkat
- P1 Group Pipe Purging ProcedureDokumen2 halamanP1 Group Pipe Purging Procedurembrush810Belum ada peringkat
- Shielded Metal Arc WeldingDokumen39 halamanShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- Anone PlantDokumen2 halamanAnone PlantAbijith100% (1)
- 012 QualityNewsLetter - January2012Dokumen8 halaman012 QualityNewsLetter - January2012ரமேஷ் பாலக்காடுBelum ada peringkat
- Piping System Hydraulic Test Procedure R0Dokumen6 halamanPiping System Hydraulic Test Procedure R0cmc261185Belum ada peringkat
- Critical Observations During A Shut Down Audit of A PF BoilerDokumen9 halamanCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768Belum ada peringkat
- Piping Test Pack Clearance ReportDokumen2 halamanPiping Test Pack Clearance ReportKarthikBelum ada peringkat
- BoilerDokumen17 halamanBoilerʞǝǝs Uǝ ƎpıɥBelum ada peringkat
- Introduction To Heat Exchangers (HXS) : DR Rashid AliDokumen36 halamanIntroduction To Heat Exchangers (HXS) : DR Rashid AliUsama IbrahimBelum ada peringkat
- Fire Fighting SystemsDokumen4 halamanFire Fighting SystemsUsmanBelum ada peringkat
- PipingDokumen4 halamanPipingmshkBelum ada peringkat
- Pump Commissioning Checklist - SafetyCultureDokumen3 halamanPump Commissioning Checklist - SafetyCultureMaxmore KarumamupiyoBelum ada peringkat
- Technical Inspection Report Due To Corrosion Ocured On LPC Pump G-2707Dokumen2 halamanTechnical Inspection Report Due To Corrosion Ocured On LPC Pump G-2707Junie PranantaBelum ada peringkat
- Hydro Testing + Post Weld Heat TreatmentDokumen20 halamanHydro Testing + Post Weld Heat TreatmentRafia ZafarBelum ada peringkat
- Installation of Columns: Installation Recommendations For Precast Reinforced Concrete Production Edition 1 September 2008Dokumen14 halamanInstallation of Columns: Installation Recommendations For Precast Reinforced Concrete Production Edition 1 September 2008j_herndz100% (1)
- Fired Heaters - Cleaning Heater Convection TubesDokumen5 halamanFired Heaters - Cleaning Heater Convection TubesReyes SanchezBelum ada peringkat
- Itp PWHTDokumen1 halamanItp PWHTTridib DeyBelum ada peringkat
- Heat Exchanger Tube Material SpecificationsDokumen2 halamanHeat Exchanger Tube Material SpecificationssdrtfgBelum ada peringkat
- VT Acceptance Criteria Vs ASMEDokumen1 halamanVT Acceptance Criteria Vs ASMEAnonymous EkfqSPBelum ada peringkat
- Shell & Tube Heat Exchanger - PresentationDokumen17 halamanShell & Tube Heat Exchanger - Presentationtantri.hellyantiBelum ada peringkat
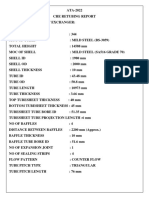
- CHE Retubing ReportDokumen29 halamanCHE Retubing ReportRajesh KtrBelum ada peringkat
- Air CoolerDokumen13 halamanAir CoolerMina RemonBelum ada peringkat
- Lalitpur Power Generation Company Limited - Welding & PWHT RequirementsDokumen7 halamanLalitpur Power Generation Company Limited - Welding & PWHT RequirementsNavneet SinghBelum ada peringkat
- Hydrotest ReportDokumen1 halamanHydrotest ReportEIWAA100% (1)
- Piping FabricationDokumen36 halamanPiping Fabricationmurali100% (1)
- Comprehensive Power Plant Emission ChecklistDokumen8 halamanComprehensive Power Plant Emission ChecklistManoj UpadhyayBelum ada peringkat
- Boiler Types and Classifications - WikiDokumen21 halamanBoiler Types and Classifications - WikiKarthik ChillaBelum ada peringkat
- Valves, fittings and gasketsDokumen32 halamanValves, fittings and gasketsPeter RodriguezBelum ada peringkat
- Abilene, Inc.: An Introduction To Boiler MaintenanceDokumen19 halamanAbilene, Inc.: An Introduction To Boiler MaintenanceSubbarayan SaravanakumarBelum ada peringkat
- U BundleDokumen16 halamanU BundleWael ElAriny100% (1)
- Project Inspection RequestDokumen2 halamanProject Inspection RequestEyad RefaiBelum ada peringkat
- FiredHeater Online CleaningDokumen8 halamanFiredHeater Online CleaningHiep LeBelum ada peringkat
- British Standard 5289: 1976: Visual InspectionDokumen10 halamanBritish Standard 5289: 1976: Visual InspectionMarcelo Rodriguez FujimotoBelum ada peringkat
- ASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasDokumen19 halamanASME Sec VIII The Most Common Code Used For Designing Pressure Vessels in Oil & GasShieeplBelum ada peringkat
- Eco Solutions - Saving Resources, Creating ValueDokumen17 halamanEco Solutions - Saving Resources, Creating ValueChayon MondalBelum ada peringkat
- Bright Annealing Process of Stainless S Teel TubeDokumen2 halamanBright Annealing Process of Stainless S Teel TubeViraj ShiroleBelum ada peringkat
- Boiler Basics: Design, Operation, Components & SystemsDokumen5 halamanBoiler Basics: Design, Operation, Components & SystemsEng Waleed MouhammedBelum ada peringkat
- #Lecture 3 - Steam GeneratorsDokumen22 halaman#Lecture 3 - Steam Generatorsmohamed EldesokyBelum ada peringkat
- Tugas Util (Boiler)Dokumen4 halamanTugas Util (Boiler)AkhmadSumarnoBelum ada peringkat
- InstrumentationDokumen147 halamanInstrumentationAmapola San RafaelBelum ada peringkat
- Steam Drum Systems As Well As Once-Through Steam Generators (OTSG) SystemsDokumen8 halamanSteam Drum Systems As Well As Once-Through Steam Generators (OTSG) SystemsGobardhana swainBelum ada peringkat
- Tweeter Horn Punch Width Side Wire Cut LineDokumen1 halamanTweeter Horn Punch Width Side Wire Cut LineDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Mould Silicone Rubber Holed Disk WalterDokumen1 halamanMould Silicone Rubber Holed Disk WalterDamith Buddhika Sri WimalarathnaBelum ada peringkat
- TrainingCourse ArtCAM Pro PDFDokumen255 halamanTrainingCourse ArtCAM Pro PDFDamith Buddhika Sri Wimalarathna100% (2)
- GraphicsDokumen1 halamanGraphicsDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Gerotor Design Studion Guide 1Dokumen28 halamanGerotor Design Studion Guide 1Damith Buddhika Sri Wimalarathna100% (1)
- Result Drive Power & TorqueDokumen10 halamanResult Drive Power & TorqueDamith Buddhika Sri WimalarathnaBelum ada peringkat
- TV 25 2018 2 609 615Dokumen7 halamanTV 25 2018 2 609 615Damith Buddhika Sri WimalarathnaBelum ada peringkat
- Lect6 S15Dokumen32 halamanLect6 S15Damith Buddhika Sri WimalarathnaBelum ada peringkat
- Overseas Vehicle Sales (PVT) LTD: A Member of Autogroup International Pty. LTDDokumen1 halamanOverseas Vehicle Sales (PVT) LTD: A Member of Autogroup International Pty. LTDDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Art Cam Cabinetmaker Getting StartedDokumen42 halamanArt Cam Cabinetmaker Getting Startedheidarzadeh2Belum ada peringkat
- FDokumen7 halamanFVenkatagiri Srinivas MurthyBelum ada peringkat
- App3Dokumen2 halamanApp3hamidrezaee008Belum ada peringkat
- TKL Factory Layout - 1st Floor PDFDokumen1 halamanTKL Factory Layout - 1st Floor PDFDamith Buddhika Sri WimalarathnaBelum ada peringkat
- NX Drilling Without HoleDokumen1 halamanNX Drilling Without HoleDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Vessel DrawingDokumen1 halamanVessel DrawingDamith Buddhika Sri WimalarathnaBelum ada peringkat
- NX Post Builder - End SequenceDokumen1 halamanNX Post Builder - End SequenceDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Service LetterDokumen1 halamanService LetterDamith Buddhika Sri Wimalarathna100% (3)
- Proposed New Molding and Sewing Area Floor PlanDokumen1 halamanProposed New Molding and Sewing Area Floor PlanDamith Buddhika Sri WimalarathnaBelum ada peringkat
- PhotoshopDokumen36 halamanPhotoshopsri harsha0% (1)
- Timeline For Development PlanDokumen1 halamanTimeline For Development PlanDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Atlas Grade Datasheet - All Datasheets Rev Aug 2013 PDFDokumen57 halamanAtlas Grade Datasheet - All Datasheets Rev Aug 2013 PDFMikku KattaBelum ada peringkat
- Design Engineer CV TemplateDokumen2 halamanDesign Engineer CV Template5wolf7Belum ada peringkat
- Shift Change FormDokumen1 halamanShift Change FormDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Neck Modification PDFDokumen1 halamanNeck Modification PDFDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Instructions in Ha LaDokumen2 halamanInstructions in Ha Lan2elBelum ada peringkat
- Book 1Dokumen1 halamanBook 1Damith Buddhika Sri WimalarathnaBelum ada peringkat
- 7449 Creo NC Tooling DS enDokumen4 halaman7449 Creo NC Tooling DS enrdsrajBelum ada peringkat
- PSbreakup FriendsDokumen22 halamanPSbreakup FriendsDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Read the Poem for a FriendDokumen10 halamanRead the Poem for a Friendsushil.saini86Belum ada peringkat
- Presentation MailDokumen2 halamanPresentation MailDamith Buddhika Sri WimalarathnaBelum ada peringkat
- Entrenamiento de Fuerza y Salud Pediátrica Ingles PDFDokumen9 halamanEntrenamiento de Fuerza y Salud Pediátrica Ingles PDFGiiovanny PardoBelum ada peringkat
- Anthropometric Measurements Options For Identifying Low Birth Weight Newborns in Kumasi, GhanaDokumen9 halamanAnthropometric Measurements Options For Identifying Low Birth Weight Newborns in Kumasi, GhanaDani KusumaBelum ada peringkat
- FLSPfister IB05000 I GBTRWSD0216 MailDokumen26 halamanFLSPfister IB05000 I GBTRWSD0216 MailLuis Angel BusturiaBelum ada peringkat
- Case Study - BronchopneumoniaDokumen45 halamanCase Study - Bronchopneumoniazeverino castillo91% (33)
- Iveco F4ge PDFDokumen142 halamanIveco F4ge PDFHandy Lee67% (3)
- Young-Hwa: (Model No.: Yhass)Dokumen8 halamanYoung-Hwa: (Model No.: Yhass)Diki NugrahaBelum ada peringkat
- Airtel's Africa Growth: Surviving CompetitionDokumen9 halamanAirtel's Africa Growth: Surviving CompetitionSagar RiazBelum ada peringkat
- Medical TourismDokumen18 halamanMedical TourismdhnaushBelum ada peringkat
- ESD Control Experts: Electrical Overstress (EOS) and Electrostatic Discharge (ESD) EventDokumen39 halamanESD Control Experts: Electrical Overstress (EOS) and Electrostatic Discharge (ESD) EventDaiana SilvaBelum ada peringkat
- Councillor Danny Thorpe: Leader, Royal Borough of GreenwichDokumen2 halamanCouncillor Danny Thorpe: Leader, Royal Borough of GreenwichDr-Syed Ali TarekBelum ada peringkat
- Sheet 01Dokumen1 halamanSheet 01Rajeshwari YeoleBelum ada peringkat
- BG Nexus Storm 2G Twin WP22RCD IP66 Weatherproof Outdoor Switched Socket 13ADokumen4 halamanBG Nexus Storm 2G Twin WP22RCD IP66 Weatherproof Outdoor Switched Socket 13AAnonymous 8guZVX3ABelum ada peringkat
- The International Research Congress On Integrative Medicine and Health 2014Dokumen159 halamanThe International Research Congress On Integrative Medicine and Health 2014Sergio Jesús Huapaya GálvezBelum ada peringkat
- Grade 6 School Lesson on Propagating Trees and Fruit TreesDokumen10 halamanGrade 6 School Lesson on Propagating Trees and Fruit TreesGhrazy Ganabol LeonardoBelum ada peringkat
- Plant Nematology: A Briefly IntroductionDokumen463 halamanPlant Nematology: A Briefly IntroductionRodrigo CarralBelum ada peringkat
- RC14001® & RCMS®: Your Guide To Implementing A Responsible Care® Management SystemDokumen4 halamanRC14001® & RCMS®: Your Guide To Implementing A Responsible Care® Management SystemMohammed MehranBelum ada peringkat
- NTTM632 Anand Informatica-ETL Lead ResumeDokumen8 halamanNTTM632 Anand Informatica-ETL Lead ResumeMohammed JawadBelum ada peringkat
- FAQ For Company Law 2013Dokumen24 halamanFAQ For Company Law 2013Archanat07100% (1)
- Schedule Examination 2010 2011Dokumen5 halamanSchedule Examination 2010 2011pawan15588rediffmailBelum ada peringkat
- Liu030 Nepal Bans Solo Mountain ClimbersDokumen2 halamanLiu030 Nepal Bans Solo Mountain Climberssanti.miranda.parrillaBelum ada peringkat
- Spxflow PDFDokumen317 halamanSpxflow PDFAnonymous q2iHVf100% (3)
- Definitions of Abnormality by Dr. Kanwal QadeerDokumen7 halamanDefinitions of Abnormality by Dr. Kanwal QadeerHaya EishaBelum ada peringkat
- Register Environmental ImpactsDokumen7 halamanRegister Environmental ImpactsArmand LiviuBelum ada peringkat
- NECC Sri Lanka May 2017 An Open Appeal To UN and International Community PDFDokumen18 halamanNECC Sri Lanka May 2017 An Open Appeal To UN and International Community PDFThavam RatnaBelum ada peringkat
- CIVIL BILL OF QUANTITIESDokumen16 halamanCIVIL BILL OF QUANTITIESTomBelum ada peringkat
- Children's Test Anxiety Scale (CTASDokumen10 halamanChildren's Test Anxiety Scale (CTASSchahyda ArleyBelum ada peringkat
- D 2144 - 01 - RdixndqDokumen4 halamanD 2144 - 01 - RdixndqjayakumarBelum ada peringkat
- Marathon Electric Motors Price List for Motors and Fans Effective March 15, 2019Dokumen24 halamanMarathon Electric Motors Price List for Motors and Fans Effective March 15, 2019Mohan BabuBelum ada peringkat
- Thomas' SplintDokumen2 halamanThomas' SplintCee SanchezBelum ada peringkat
- Fabrication and Installation of Vertical Steel Pressure ShaftDokumen23 halamanFabrication and Installation of Vertical Steel Pressure ShaftPasan RajasingheBelum ada peringkat