Anda mungkin juga menyukai
- Produção de mantas de borrachaDokumen10 halamanProdução de mantas de borrachaBeatriz KafferBelum ada peringkat
- Elastômeros e suas principais aplicaçõesDokumen14 halamanElastômeros e suas principais aplicaçõesnbs2007Belum ada peringkat
- ElastomerosDokumen30 halamanElastomerosGilson VieiraBelum ada peringkat
- Medição de dimensões e tolerâncias em engenhariaDokumen17 halamanMedição de dimensões e tolerâncias em engenhariaafffz100% (1)
- NBR 12988Dokumen2 halamanNBR 12988Anderson DonizeteBelum ada peringkat
- Produção de compostos de borrachaDokumen21 halamanProdução de compostos de borrachaBeatriz KafferBelum ada peringkat
- Sistema de Abastecimento de Água - Problemas e SoluçõesDokumen180 halamanSistema de Abastecimento de Água - Problemas e Soluçõesrodolfocesarino100% (1)
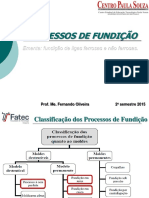
- Processos de fundiçãoDokumen34 halamanProcessos de fundiçãoJulio cesarBelum ada peringkat
- Aplicação de enzimas em derivados do trigoDokumen129 halamanAplicação de enzimas em derivados do trigoIsabela LunaBelum ada peringkat
- A hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroDari EverandA hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroBelum ada peringkat
- As TintasDokumen13 halamanAs TintasMarylene Pereira FernandesBelum ada peringkat
- Manual Pintura PisosDokumen8 halamanManual Pintura PisosThyago Bahiano LimaBelum ada peringkat
- Produção de uréia: processos, especificações e aplicaçõesDokumen29 halamanProdução de uréia: processos, especificações e aplicaçõesGabriel LuzBelum ada peringkat
- Curso Ci Repc t13 - Racine - Aula Estudos de Estabilidade - Sergio Tolentino - Rev1Dokumen232 halamanCurso Ci Repc t13 - Racine - Aula Estudos de Estabilidade - Sergio Tolentino - Rev1Gleycilene PaivaBelum ada peringkat
- Processo de Galvanização Por Imersão A Quente - CSN-KruppDokumen50 halamanProcesso de Galvanização Por Imersão A Quente - CSN-KruppPaulo CitrânguloBelum ada peringkat
- Indústria química brasileira: evolução históricaDokumen30 halamanIndústria química brasileira: evolução históricaupando_os_trabalhosBelum ada peringkat
- Reciclagem dos Resíduos de Construção Civil e Demolições - RCD: análise da viabilidade econômicaDari EverandReciclagem dos Resíduos de Construção Civil e Demolições - RCD: análise da viabilidade econômicaBelum ada peringkat
- FT Plastol 4685 2015Dokumen2 halamanFT Plastol 4685 2015Klicha BoniBelum ada peringkat
- A Utilização De Material Lignocelulósico Na Produção De BioetanolDari EverandA Utilização De Material Lignocelulósico Na Produção De BioetanolBelum ada peringkat
- Poliuretano: Introdução aos principais tipos e aplicaçõesDokumen2 halamanPoliuretano: Introdução aos principais tipos e aplicaçõesZosmo Simiao CostaBelum ada peringkat
- Tintas Norma PetrobrasDokumen64 halamanTintas Norma PetrobrasGisele Cavalcante Dos ReisBelum ada peringkat
- Apresentacao ElastollanDokumen94 halamanApresentacao ElastollanRafael LuzBelum ada peringkat
- Controle qualidade totalDokumen5 halamanControle qualidade totalNatallia MendesBelum ada peringkat
- Modelo de Relatorio de MicragemDokumen12 halamanModelo de Relatorio de MicragemMiriã LabuthoBelum ada peringkat
- Controle de Temperatura da GeladeiraDokumen2 halamanControle de Temperatura da GeladeiraDNA CENTER LABORATORIOBelum ada peringkat
- Gorgonoid - Planilha de o Que ComerDokumen7 halamanGorgonoid - Planilha de o Que ComerLucas RibeiroBelum ada peringkat
- Qualidade Na Reciclagem de PlásticosDokumen23 halamanQualidade Na Reciclagem de Plásticosapi-3704111Belum ada peringkat
- NBR 1201g - Pintura Interna de TanquesDokumen7 halamanNBR 1201g - Pintura Interna de TanquesROSA MARIA DE QUEIROSBelum ada peringkat
- N 1550 PDFDokumen11 halamanN 1550 PDFASSISFERREIRABelum ada peringkat
- Processo de ExtrusãoDokumen45 halamanProcesso de ExtrusãoDiniz kapitangoBelum ada peringkat
- Curso Flexografia 220824 143042 WordDokumen18 halamanCurso Flexografia 220824 143042 WordMaria Fernanda BruderBelum ada peringkat
- Principais Fitoterápicos Utilizados para Perca de PesoDokumen6 halamanPrincipais Fitoterápicos Utilizados para Perca de PesoAmanda OertelBelum ada peringkat
- Business Model Canvas - EditoraDokumen1 halamanBusiness Model Canvas - EditoracmforlinBelum ada peringkat
- Agregados pavimentaçãoDokumen46 halamanAgregados pavimentaçãoNathan OliveiraBelum ada peringkat
- Apostila Resina Profa Carla LimaDokumen6 halamanApostila Resina Profa Carla LimaHamon LustosaBelum ada peringkat
- Celulose e Papel EstudoDokumen139 halamanCelulose e Papel Estudoluis_renebBelum ada peringkat
- Lacmaster 22apDokumen1 halamanLacmaster 22apDiego Magalhães100% (1)
- Apostila Concreto IDokumen101 halamanApostila Concreto ITássia NetoBelum ada peringkat
- MDF e MDP PlusDokumen35 halamanMDF e MDP PlusMaisa Caroline AlbaBelum ada peringkat
- Uso do PET na formulação de espumas de PUDokumen23 halamanUso do PET na formulação de espumas de PUallanHFBelum ada peringkat
- Tecnologia e aplicações das graxas lubrificantesDokumen29 halamanTecnologia e aplicações das graxas lubrificantesfmouraengBelum ada peringkat
- Apresentação Elastomêros - FinalDokumen32 halamanApresentação Elastomêros - FinalLarissa Mendes MaltaBelum ada peringkat
- Trabalho de Tintas AutomotivasDokumen6 halamanTrabalho de Tintas AutomotivasCaio LourenzBelum ada peringkat
- NBR 10664 - 1989 - Aguas - Determinacao de Residuos (Solidos) - Metodo GravimetricoDokumen7 halamanNBR 10664 - 1989 - Aguas - Determinacao de Residuos (Solidos) - Metodo GravimetricoItalo Lacerda Fernandes80% (5)
- Determinação de Cloro Pelo Método DPDDokumen4 halamanDeterminação de Cloro Pelo Método DPDJadilson Torres100% (1)
- Durabilidade Dos Polimeros PDFDokumen71 halamanDurabilidade Dos Polimeros PDFWaltoy DinizBelum ada peringkat
- Fundamentos Do Marketing PDFDokumen19 halamanFundamentos Do Marketing PDFIlan Gontijo FalcaoBelum ada peringkat
- Conservante mistura parabenos fenoxietanolDokumen2 halamanConservante mistura parabenos fenoxietanolBruno BeraldoBelum ada peringkat
- IT para Calculo de Pesagem de Materia PrimaDokumen6 halamanIT para Calculo de Pesagem de Materia PrimaPaulo Edson FernandesBelum ada peringkat
- Alexandre KaramDokumen61 halamanAlexandre KaramDiogo EugênioBelum ada peringkat
- Avaliação Do Ciclo de Vida Da Produção Do Painel de Madeira MDP No BrasilDokumen207 halamanAvaliação Do Ciclo de Vida Da Produção Do Painel de Madeira MDP No BrasilgoldennanukBelum ada peringkat
- Manual Da Qualidade Resumo ISODokumen8 halamanManual Da Qualidade Resumo ISOGilciléia Oliveira Pereira Silva100% (1)
- Normas de ensaios de borrachaDokumen6 halamanNormas de ensaios de borrachaAndre Rodriguez SpirimBelum ada peringkat
- Pintura por eletrodeposição para proteção anticorrosiva de materiaisDokumen64 halamanPintura por eletrodeposição para proteção anticorrosiva de materiaisRenata Cristina Teixeira100% (1)
- LubrificaçãoDokumen110 halamanLubrificaçãoMarcos MaiaBelum ada peringkat
- Processo de Obtenção GlicerinaDokumen25 halamanProcesso de Obtenção Glicerinacaridadcuenta2Belum ada peringkat
- Técnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisDari EverandTécnicas Para o Aproveitamento de Níquel, Cromo e Outros Metais em Resíduos IndustriaisBelum ada peringkat
- Simulação de Monte CarloDokumen3 halamanSimulação de Monte Carlomarcelotoledo1Belum ada peringkat
- Gestão de mudanças com o modelo ADKARDokumen3 halamanGestão de mudanças com o modelo ADKARmarcelotoledo1Belum ada peringkat
- Agente Melhoria ContínuaDokumen2 halamanAgente Melhoria Contínuamarcelotoledo1Belum ada peringkat
- Lean Seis Sigma ResultadosDokumen63 halamanLean Seis Sigma Resultadosmarcelotoledo1Belum ada peringkat
- Como Ocorre A Sinergia Entre o Lean Manufacturing e Os Seis SigmaDokumen4 halamanComo Ocorre A Sinergia Entre o Lean Manufacturing e Os Seis Sigmamarcelotoledo1Belum ada peringkat
- AnovaDokumen40 halamanAnovamarcelotoledo1Belum ada peringkat
- Mapeamento de Fluxo de ValorDokumen6 halamanMapeamento de Fluxo de Valormarcelotoledo1Belum ada peringkat
- Como Ocorre A Sinergia Entre o Lean Manufacturing e Os Seis SigmaDokumen4 halamanComo Ocorre A Sinergia Entre o Lean Manufacturing e Os Seis Sigmamarcelotoledo1Belum ada peringkat
- ManutNotebook Readapt Módulo IDokumen37 halamanManutNotebook Readapt Módulo Imarcelotoledo1Belum ada peringkat
- Enegep2006 tr470321 7056 PDFDokumen9 halamanEnegep2006 tr470321 7056 PDFmarcelotoledo1Belum ada peringkat
- Série Ar Livre - Abrigos e BarracasDokumen46 halamanSérie Ar Livre - Abrigos e BarracassilvioapBelum ada peringkat
- Controle Estatistico de ProcessosDokumen58 halamanControle Estatistico de Processoswellington848100% (2)
- Apostila de CEP PDFDokumen95 halamanApostila de CEP PDFmarcelotoledo1Belum ada peringkat
- Apresentação PlanejamentoDokumen38 halamanApresentação PlanejamentoMagno Felipe TeixeiraBelum ada peringkat
- Apostila Regressao LogisticaDokumen12 halamanApostila Regressao LogisticaPaulo SemedoBelum ada peringkat
- Elementos FinitosDokumen25 halamanElementos Finitosctb4307Belum ada peringkat
- Apostila A Prof. OsniDokumen102 halamanApostila A Prof. OsniMarcos Tadeu Simões PiacentiniBelum ada peringkat
- Tabelas Termodinamicas (CP)Dokumen17 halamanTabelas Termodinamicas (CP)chicaooBelum ada peringkat
- Artigo Resultados Seis Sigma No BrasilDokumen18 halamanArtigo Resultados Seis Sigma No BrasilHarley Sobreiro de LimaBelum ada peringkat
- Apostila de Elementos FinitosDokumen109 halamanApostila de Elementos FinitosCrismkBelum ada peringkat
- QUALIDADETOTALDokumen50 halamanQUALIDADETOTALmarcelotoledo1Belum ada peringkat
- Exercícios Do Capítulo 7 (Fogler)Dokumen22 halamanExercícios Do Capítulo 7 (Fogler)Amanda LimaBelum ada peringkat
- Mapa de riscos de laboratório de química em universidadeDokumen4 halamanMapa de riscos de laboratório de química em universidadeRonygledson LimaBelum ada peringkat
- URP6100 - v9.62 - r01 - Capítulo 4 - ConfiguraçãoDokumen3 halamanURP6100 - v9.62 - r01 - Capítulo 4 - ConfiguraçãoGustavo MazeroBelum ada peringkat
- Análise do conversor do lado da máquina de um DFIGDokumen12 halamanAnálise do conversor do lado da máquina de um DFIGYago RochaBelum ada peringkat
- Minimo Multiplo Comum SD PMDokumen1 halamanMinimo Multiplo Comum SD PMClaudio OliveiraBelum ada peringkat
- Probabilidade e Estatística no Ensino MédioDokumen47 halamanProbabilidade e Estatística no Ensino MédioJuan Brito Da Silva50% (2)
- Fotossíntese e fatores que influenciam seu processoDokumen20 halamanFotossíntese e fatores que influenciam seu processoEdson Vicente100% (1)
- Transferência de calor por conduçãoDokumen26 halamanTransferência de calor por conduçãoanderson reimãoBelum ada peringkat
- Gramatica Resumo SimplesDokumen9 halamanGramatica Resumo SimplesSamaraPimentelBelum ada peringkat
- NBR 247 - Cabos Isolados Com Policloreto de Vinila (PVC) para Tensoes Nominais Ate 450 750 V InclDokumen24 halamanNBR 247 - Cabos Isolados Com Policloreto de Vinila (PVC) para Tensoes Nominais Ate 450 750 V InclLucas Bersani Grilli100% (1)
- Egcp-2 Manual 26086c PTDokumen153 halamanEgcp-2 Manual 26086c PTAriadny Coelho100% (5)
- Exercícios de revisão matemáticaDokumen7 halamanExercícios de revisão matemáticaJúlio César MarquesBelum ada peringkat
- Ficha de Trabalho 1 - Luz e SomDokumen2 halamanFicha de Trabalho 1 - Luz e SomAna LuisBelum ada peringkat
- Física Computacional - 1a Lista de ReferênciaDokumen3 halamanFísica Computacional - 1a Lista de ReferênciaMicael FernandesBelum ada peringkat
- Modos e tempos verbais em portuguêsDokumen14 halamanModos e tempos verbais em portuguêsCatia Pinto50% (2)
- Aula Estrutura de Repetição 2Dokumen36 halamanAula Estrutura de Repetição 2Matheus CruzBelum ada peringkat
- Protocolo ACNE SPEC ProfissionalDokumen2 halamanProtocolo ACNE SPEC ProfissionalDayana Lima CarvalhoBelum ada peringkat
- Cálculo da altura máxima de árvores para produção de armáriosDokumen40 halamanCálculo da altura máxima de árvores para produção de armáriosFlavio SalesBelum ada peringkat
- Cabo óptico totalmente seco para terminaçãoDokumen7 halamanCabo óptico totalmente seco para terminaçãoEdimilson LanaBelum ada peringkat
- SW Superfície ApostilaDokumen13 halamanSW Superfície ApostilasergioramosscBelum ada peringkat
- NBR 12644 - Tecnologia Grafica - Determinacao Das Propriedades Reologicas de Veiculos E Tintas PaDokumen11 halamanNBR 12644 - Tecnologia Grafica - Determinacao Das Propriedades Reologicas de Veiculos E Tintas PaFazzi MoreiraBelum ada peringkat
- Controlador CPWS42 64K 4DO4DI2COM Cel Carga 5BOT V1 PDFDokumen20 halamanControlador CPWS42 64K 4DO4DI2COM Cel Carga 5BOT V1 PDFAway ForeverBelum ada peringkat
- Manual Mixer Digital Phonic SUMMITDokumen44 halamanManual Mixer Digital Phonic SUMMITElder Morais100% (3)
- Sistemas energéticos integradosDokumen11 halamanSistemas energéticos integradosRicardo FurtadoBelum ada peringkat
- Catálogo TE-03Dokumen3 halamanCatálogo TE-03Josias Lima Machado FilhoBelum ada peringkat
- Catalogo LAN Draka 1 0Dokumen24 halamanCatalogo LAN Draka 1 0Ivan SaboiaBelum ada peringkat
- FG CERLBE Engenharia Cardapios Metodo Smith KasavanasDokumen4 halamanFG CERLBE Engenharia Cardapios Metodo Smith KasavanasLeonardoBotelhoEstrela50% (2)
- Apostila de Futebol Fundamentos TécnicosDokumen9 halamanApostila de Futebol Fundamentos TécnicosFelipe da SilveiraBelum ada peringkat
- Apostila Matematica - GEOMETRIA ANALÍTICA Circunferencia CassioDokumen30 halamanApostila Matematica - GEOMETRIA ANALÍTICA Circunferencia CassioIgorBelum ada peringkat
- Os Anos Vividos Na FaculdadeDokumen4 halamanOs Anos Vividos Na FaculdadeCelio RibeiroBelum ada peringkat