Anda mungkin juga menyukai
- Catalyst Breakage in Reformer TubesDokumen28 halamanCatalyst Breakage in Reformer Tubeslis sugiantoroBelum ada peringkat
- Oral QuestionsDokumen145 halamanOral QuestionsVinothen Raj100% (2)
- BPVC I p-2Dokumen2 halamanBPVC I p-2Ingeniería Thermo PressionBelum ada peringkat
- Boiler: Heat Sources Materials Energy Boiler EfficiencyDokumen10 halamanBoiler: Heat Sources Materials Energy Boiler EfficiencyrpercorBelum ada peringkat
- BoilerDokumen48 halamanBoilerAbdallah Mansour100% (2)
- BR GT GasturbineDokumen9 halamanBR GT GasturbineVioleta Patriche100% (1)
- Marine BoilersDokumen16 halamanMarine BoilersPawan Beniwal100% (1)
- PIL161 Lube Oil System Cleanliness PDFDokumen3 halamanPIL161 Lube Oil System Cleanliness PDFHaryBelum ada peringkat
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDokumen12 halaman02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- REFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0Dokumen8 halamanREFORMER Upgrades To Convection Section & Radiant Section at TRINGEN 1 Ammonia Plant, Trinidad X 0David PierreBelum ada peringkat
- HRSG StartupDokumen20 halamanHRSG Startupsujiv_sujiv1278100% (2)
- AB-507 Installed Fired Heaters GuidelineDokumen36 halamanAB-507 Installed Fired Heaters GuidelineRosa galindoBelum ada peringkat
- HP-LP Bypass SystemDokumen20 halamanHP-LP Bypass SystemHunter NoVa100% (4)
- Anti-Icing in Gas Turbines PDFDokumen133 halamanAnti-Icing in Gas Turbines PDFAbelio TavaresBelum ada peringkat
- Boiler PresentationDokumen73 halamanBoiler PresentationSatyakam100% (3)
- BOILER PROPER PIDs IntroductionDokumen46 halamanBOILER PROPER PIDs IntroductionHai Nguyen100% (1)
- Design and Operating - Fouling CDU HeatersDokumen8 halamanDesign and Operating - Fouling CDU HeatersFranklin Santiago Suclla Podesta100% (2)
- High Emissivity CoatingDokumen12 halamanHigh Emissivity CoatingĐoàn TrangBelum ada peringkat
- Tranfer Line Exchangers PDFDokumen28 halamanTranfer Line Exchangers PDFNaveen MeenaBelum ada peringkat
- Steam Attemperation Valve and Desuperheater Driven Problems On HRSG'sDokumen25 halamanSteam Attemperation Valve and Desuperheater Driven Problems On HRSG'stetracm100% (1)
- Air Cooled Heat Exchanger CourseDokumen2 halamanAir Cooled Heat Exchanger Courserodrigoperezsimone100% (1)
- 5 HRSG 11 12Dokumen7 halaman5 HRSG 11 12M Moarraf Naeem100% (1)
- A03 Hydrocarbon Dew Point Control Rev 07-10Dokumen2 halamanA03 Hydrocarbon Dew Point Control Rev 07-10Arif MokhtarBelum ada peringkat
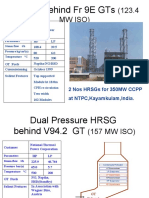
- Hrsgs Behind FR 9E GTS: (123.4 MW Iso)Dokumen20 halamanHrsgs Behind FR 9E GTS: (123.4 MW Iso)api-19986783100% (1)
- TATA Ammonia Plant: Design Features and Operating ExperienceDokumen17 halamanTATA Ammonia Plant: Design Features and Operating Experiencevaratharajan g rBelum ada peringkat
- Special Flange Joints Used in Floating-Head Shell-And-Tube Heat ExchangersDokumen5 halamanSpecial Flange Joints Used in Floating-Head Shell-And-Tube Heat ExchangersBramJanssen76Belum ada peringkat
- HRSG Water Chemistry Control OverviewDokumen5 halamanHRSG Water Chemistry Control OverviewRahul ChoubeyBelum ada peringkat
- QB Johnson Water Bath HeaterDokumen3 halamanQB Johnson Water Bath HeaterSantosh AdadaBelum ada peringkat
- Castable-Free Fired HeaterDokumen4 halamanCastable-Free Fired HeaterchemengseliemBelum ada peringkat
- Air Cooled Heat Exchanger !Dokumen17 halamanAir Cooled Heat Exchanger !RehinaBelum ada peringkat
- AFBC BoilerDokumen12 halamanAFBC BoilerNaman Sharma0% (1)
- Boiler (Steam Generator) : From Wikipedia, The Free EncyclopediaDokumen20 halamanBoiler (Steam Generator) : From Wikipedia, The Free EncyclopediaCarlito PantalunanBelum ada peringkat
- Incinerator CDokumen12 halamanIncinerator CArjun Shantaram ZopeBelum ada peringkat
- Air Cooled Condenser - A Dry Cooling TowerDokumen6 halamanAir Cooled Condenser - A Dry Cooling TowerGmail44Belum ada peringkat
- Oil Guns and Gas Firing EquipmentDokumen24 halamanOil Guns and Gas Firing EquipmentRaul GuarinoBelum ada peringkat
- Air Cooled Condenser ACC PDFDokumen3 halamanAir Cooled Condenser ACC PDFHoney TiwariBelum ada peringkat
- HRSG DescriptionDokumen25 halamanHRSG DescriptionFahim Kazmi100% (1)
- Air Fin Cooler CatalougeDokumen14 halamanAir Fin Cooler Catalougesammar_10Belum ada peringkat
- A Study On Boiler Efficiency Improvement by Controlling Flue Gas Heat LossesDokumen9 halamanA Study On Boiler Efficiency Improvement by Controlling Flue Gas Heat Lossespriyajit sahooBelum ada peringkat
- Failure of Boiler Tubes Due To EROSIONDokumen9 halamanFailure of Boiler Tubes Due To EROSIONShiVa20155244Belum ada peringkat
- Fired HeatersDokumen19 halamanFired HeatersCelestine OzokechiBelum ada peringkat
- Design of Air IDokumen5 halamanDesign of Air IInvedeBelum ada peringkat
- A Complete Analysis of Your Reformer-SynetixDokumen9 halamanA Complete Analysis of Your Reformer-SynetixhendraokasBelum ada peringkat
- Fired Heater Components-1Dokumen8 halamanFired Heater Components-1ahmed atwaBelum ada peringkat
- Boiler Drum and Its InternalDokumen17 halamanBoiler Drum and Its InternalAhemad100% (1)
- Ansaldo Steam Turbines PDFDokumen8 halamanAnsaldo Steam Turbines PDFMuhamadMa'arifBelum ada peringkat
- FW Utility Boiler PDFDokumen12 halamanFW Utility Boiler PDFChandan AulakhBelum ada peringkat
- 8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case StudyDokumen27 halaman8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case Studyfawmer61Belum ada peringkat
- Air Cooled Heat ExchangersDokumen5 halamanAir Cooled Heat ExchangersRamuAlagappanBelum ada peringkat
- Topsoe High Flux Steam Reform - AshxDokumen6 halamanTopsoe High Flux Steam Reform - AshxAgam HanasichulaBelum ada peringkat
- Topsoe Sec Ref Cat RKS 2Dokumen5 halamanTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhBelum ada peringkat
- Nooter Eriksen HRSG AdvantagesDokumen3 halamanNooter Eriksen HRSG Advantagesaliscribd46Belum ada peringkat
- Orbit Article Molecular Sieve Dehydration Switching ValvesDokumen12 halamanOrbit Article Molecular Sieve Dehydration Switching ValvesPasquale Sessa0% (1)
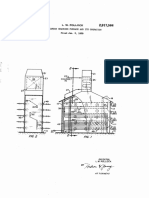
- Dec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959Dokumen6 halamanDec. 15, 1959 L. W. Pollock 2,917,564: Hydrocarbon Cracking Furnace and Its Operation Filed Jan. 5, 1959regina pramuditaBelum ada peringkat
- TurboDokumen8 halamanTurboKorichiKarimBelum ada peringkat
- Retrofittability DLN Dle Systems PDFDokumen10 halamanRetrofittability DLN Dle Systems PDFJJBelum ada peringkat
- U#2 Oh Report 2003Dokumen45 halamanU#2 Oh Report 2003Sony RamaBelum ada peringkat
- FBC Boiler - OM ManualDokumen35 halamanFBC Boiler - OM ManualSudhanshu PandeyBelum ada peringkat
- Prepared By: Hemanthkrishnan R Roll No 44 S5Ma NssceDokumen22 halamanPrepared By: Hemanthkrishnan R Roll No 44 S5Ma NssceKingBelum ada peringkat
- Explosion of Methanol DistillationDokumen12 halamanExplosion of Methanol DistillationSimEnzBelum ada peringkat
- Forced Draft Fan Sizing For Fired HeatersDokumen5 halamanForced Draft Fan Sizing For Fired Heatersdlalameen4471Belum ada peringkat
- 2nd Part of CalculationDokumen26 halaman2nd Part of CalculationLohith NatarajBelum ada peringkat
- MHPS GT F ClassDokumen9 halamanMHPS GT F Classkp pkBelum ada peringkat
- Callidus Low Nox Staged Gas Burner CSGL PDFDokumen3 halamanCallidus Low Nox Staged Gas Burner CSGL PDFReyes SanchezBelum ada peringkat
- 3 Element Drum Level ControlDokumen3 halaman3 Element Drum Level ControlSriteja JosyulaBelum ada peringkat
- Soot Blower Lance Tube CorrosionDokumen11 halamanSoot Blower Lance Tube CorrosionMiguel Kühnert FrichenbruderBelum ada peringkat
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988Dari EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockBelum ada peringkat
- 1 212 Air PreheaterDokumen5 halaman1 212 Air Preheaterhanafy_arnandaBelum ada peringkat
- Economizers: Plant Engineer's Reference Book (Second Edition)Dokumen11 halamanEconomizers: Plant Engineer's Reference Book (Second Edition)Khurram ShahzadBelum ada peringkat
- Maintenance Procedure and Working of Lamont and Benson BoilerDokumen14 halamanMaintenance Procedure and Working of Lamont and Benson Boileromkar digamabar sononeBelum ada peringkat
- IBR Amendmnet - 2015Dokumen50 halamanIBR Amendmnet - 2015amol1321Belum ada peringkat
- Penthouse Spring 1984Dokumen2 halamanPenthouse Spring 1984John M. CavoteBelum ada peringkat
- Report AdaniDokumen38 halamanReport AdaniMazumJainBelum ada peringkat
- Enroll 64 65 66 68 75 EmeDokumen114 halamanEnroll 64 65 66 68 75 EmeHarsh PatelBelum ada peringkat
- Thermal Power Plant - Diagram, Layout, Working & ConstructionDokumen25 halamanThermal Power Plant - Diagram, Layout, Working & ConstructionACME NKSTPPBelum ada peringkat
- Docslide. Successful Commissioning of An Afbc BoilerDokumen72 halamanDocslide. Successful Commissioning of An Afbc BoilerRakesh GairolaBelum ada peringkat
- Steam Boilers and EnginesDokumen71 halamanSteam Boilers and EnginesChristian ArgonzaBelum ada peringkat
- Report @NTPCDokumen34 halamanReport @NTPCme11727100% (1)
- Project ReportDokumen89 halamanProject ReportgoyalzBelum ada peringkat
- DSME Dec 2010Dokumen8 halamanDSME Dec 2010safinditBelum ada peringkat
- Calderas PaqueteDokumen12 halamanCalderas PaqueteAlejandro KraemerBelum ada peringkat
- Experiment No. 9: To Study Construction Features and Working of A Cross Tube Vertical Cradely Boiler and Babcock and Wilcox BoilerDokumen4 halamanExperiment No. 9: To Study Construction Features and Working of A Cross Tube Vertical Cradely Boiler and Babcock and Wilcox BoilerhloBelum ada peringkat
- Steam Temperature Is One of The Most Challenging Control Loops in A Power Plant Boiler Because It Is Highly Nonlinear and Has A Long Dead Time and Time LagDokumen4 halamanSteam Temperature Is One of The Most Challenging Control Loops in A Power Plant Boiler Because It Is Highly Nonlinear and Has A Long Dead Time and Time LagMourougapragash SubramanianBelum ada peringkat
- CHP-and Power PlantsDokumen9 halamanCHP-and Power Plantschakerr6003Belum ada peringkat
- BENSON Boilers For Maximum: Cost-Effectiveness in Power PlantsDokumen20 halamanBENSON Boilers For Maximum: Cost-Effectiveness in Power PlantsAnonymous KzJcjGCJbBelum ada peringkat
- High Pressure BoilersDokumen3 halamanHigh Pressure BoilersRajendrakumar B VariaBelum ada peringkat
- 1 Start-Up BoilerDokumen19 halaman1 Start-Up BoilerMuhammad luqmanBelum ada peringkat
- NTPC Project ReportDokumen105 halamanNTPC Project Reportgauravatnet_92Belum ada peringkat