Anda mungkin juga menyukai
- RTLO-18918B Manual PartsDokumen40 halamanRTLO-18918B Manual PartszaidsantoyoBelum ada peringkat
- Shaft AlignmentDokumen7 halamanShaft AlignmentAmitanshu SharmaBelum ada peringkat
- Compressed Air Vehicle PPT 2018Dokumen22 halamanCompressed Air Vehicle PPT 2018Anand Kumar100% (3)
- Pedal Operated Centrifugal Water PumpDokumen19 halamanPedal Operated Centrifugal Water PumpNeelmani100% (3)
- 70ZV 2 (EU Trouble)Dokumen115 halaman70ZV 2 (EU Trouble)Halil KaraBelum ada peringkat
- Fabrication of Hydraulic Pipie Bending MachineDokumen50 halamanFabrication of Hydraulic Pipie Bending MachineElakkiya Karthic100% (4)
- Design, Installation and Fabrication of Reciprocating PumpDokumen40 halamanDesign, Installation and Fabrication of Reciprocating PumpMehdi Baghaie78% (9)
- Pump PipingDokumen58 halamanPump PipingSoumitra Gupta100% (3)
- 624K Catálogo de Peças - PC11106PDokumen1.220 halaman624K Catálogo de Peças - PC11106PDaniel ReisBelum ada peringkat
- A Study On Recruitment and On-Boarding Process at ThermaxDokumen41 halamanA Study On Recruitment and On-Boarding Process at ThermaxAli SaifyBelum ada peringkat
- Howo New Job CardDokumen6 halamanHowo New Job CardRodrick NtaziBelum ada peringkat
- Cat 345CL (Full Version) PDFDokumen36 halamanCat 345CL (Full Version) PDFryanmakua50% (2)
- Experimental Performance Evaluation of A Centrifugal PumpDokumen6 halamanExperimental Performance Evaluation of A Centrifugal PumpShashank ChoudharyBelum ada peringkat
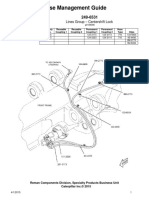
- Hose Management Guide: SN: B9H Lines Group - Centershift LockDokumen81 halamanHose Management Guide: SN: B9H Lines Group - Centershift LockJose luis ConsuegraBelum ada peringkat
- Design and Fabrication of Agricultural Spray Pump-1Dokumen6 halamanDesign and Fabrication of Agricultural Spray Pump-1Akshay Chavan100% (1)
- Sundyne LMV-311 ManualDokumen77 halamanSundyne LMV-311 ManualShantanu SamajdarBelum ada peringkat
- Cheran PumpsDokumen47 halamanCheran PumpssuganyaBelum ada peringkat
- Project Report On Pedal Operated Hack Saw MachineDokumen42 halamanProject Report On Pedal Operated Hack Saw MachineNishithBelum ada peringkat
- Project ReportDokumen53 halamanProject ReportSandeep Koyla Kandala80% (10)
- Rd10 Partes Drill EVERDIGMDokumen240 halamanRd10 Partes Drill EVERDIGMLuisAntonioVegaParangueoBelum ada peringkat
- Indian Oil Corporation Limited Mathura PPT PPTX Ashu 11Dokumen20 halamanIndian Oil Corporation Limited Mathura PPT PPTX Ashu 11Pradeep UpadhyayBelum ada peringkat
- KirloskarDokumen81 halamanKirloskarSumit SonkarBelum ada peringkat
- Project Report On Training - Development at RCFDokumen57 halamanProject Report On Training - Development at RCFPratiksha Mhatre33% (3)
- Best Engineering PumpsDokumen62 halamanBest Engineering PumpsVivek Us83% (6)
- ME Final Year Project IdeasDokumen23 halamanME Final Year Project IdeasMayukh SahaBelum ada peringkat
- Terra Pumps Mba Summer ProjectDokumen35 halamanTerra Pumps Mba Summer ProjectPraveen Kumar BBelum ada peringkat
- Diag Elec Chevrolet Swift 1.3 1992 Sohc - TbiDokumen7 halamanDiag Elec Chevrolet Swift 1.3 1992 Sohc - TbiJeni80% (5)
- Project ReportDokumen19 halamanProject ReportEr Nandkishor Prajapati86% (7)
- Pneumatic HacksawDokumen6 halamanPneumatic HacksawAvinash Lad100% (1)
- Project Report On IffcoDokumen64 halamanProject Report On IffcoNipun Bhardwaj100% (3)
- Internship Report On Container TerminalDokumen87 halamanInternship Report On Container TerminalShivani PyaariBelum ada peringkat
- Internship ReportDokumen13 halamanInternship Reportkrisha doshiBelum ada peringkat
- Pedal Operated Water Pumping SystemDokumen33 halamanPedal Operated Water Pumping Systemchristin9193% (15)
- Literature ReviewDokumen22 halamanLiterature ReviewMadhuri Ramaram33% (3)
- Pump IndustyDokumen47 halamanPump IndustyKonguKarthikBelum ada peringkat
- Air Driven Engine Mechanical Engineering Final Year Project ReportDokumen50 halamanAir Driven Engine Mechanical Engineering Final Year Project ReportAjeet Kumar86% (22)
- Wheel SprayDokumen8 halamanWheel Sprayyemane asferachewBelum ada peringkat
- VELAN VALUES INTERNSHIP REPORT For MBADokumen36 halamanVELAN VALUES INTERNSHIP REPORT For MBAVivek KumarBelum ada peringkat
- Cam Based Sand FilterDokumen56 halamanCam Based Sand FilterANAND KRISHNAN100% (1)
- Project Report FinalDokumen18 halamanProject Report Finalsdfa100% (2)
- SUMMER TRAINING REPORT AT Elin Electronics Ltd. Gzb.Dokumen54 halamanSUMMER TRAINING REPORT AT Elin Electronics Ltd. Gzb.Ravi Kumar100% (3)
- Industrial Training ReportDokumen7 halamanIndustrial Training ReportMT RABelum ada peringkat
- B Tech ProjectDokumen33 halamanB Tech ProjectDEBASISH100% (1)
- Project Report On Customer Prnneference and Brand Awareness Mahindra PumpsDokumen26 halamanProject Report On Customer Prnneference and Brand Awareness Mahindra PumpsSivaSankaran100% (1)
- IFFCO ProjectDokumen95 halamanIFFCO ProjectVidisha Khandelwal50% (2)
- Format For The Industrial Training ReportDokumen7 halamanFormat For The Industrial Training ReportAbdulHalimBelum ada peringkat
- Venturimeter ProjectDokumen43 halamanVenturimeter ProjectPangambam Suman100% (1)
- Internship ReportDokumen21 halamanInternship Reportshashankyuva NBelum ada peringkat
- Summer Training Report On GNFCDokumen29 halamanSummer Training Report On GNFCHormazzBelum ada peringkat
- Solar Air Cooler: Submitted in Partial Fulfillment of The Requirement For University of Mumbai For The Degree ofDokumen57 halamanSolar Air Cooler: Submitted in Partial Fulfillment of The Requirement For University of Mumbai For The Degree ofTasmay EnterprisesBelum ada peringkat
- Fabrication of Mini Water Service StationDokumen3 halamanFabrication of Mini Water Service StationPushpa Mohan Raj100% (2)
- Recruitment & SelectionDokumen110 halamanRecruitment & SelectionSrinivas PalukuriBelum ada peringkat
- Oil Skimming Aqua RobotDokumen9 halamanOil Skimming Aqua Robotvasu eng2100% (1)
- NUUPDokumen3 halamanNUUPKavithaBelum ada peringkat
- Sanghi Brother Tata Motors FinalDokumen45 halamanSanghi Brother Tata Motors FinalNitinAgnihotriBelum ada peringkat
- Vijay Halilole.: Fabrication of Vertical Axis Wind TurbineDokumen45 halamanVijay Halilole.: Fabrication of Vertical Axis Wind TurbineThaha Refaye0% (2)
- A Study On Customer Satisfaction About Deccan Pumpsets in Coimbatore PDFDokumen95 halamanA Study On Customer Satisfaction About Deccan Pumpsets in Coimbatore PDFShanmathy RaviBelum ada peringkat
- Inbuilt Hydraulic JackDokumen17 halamanInbuilt Hydraulic Jackanup mandalBelum ada peringkat
- 4P6 Internship ReportDokumen63 halaman4P6 Internship ReportSharath ChandraBelum ada peringkat
- Pneumatic HammerDokumen5 halamanPneumatic HammerLastrella Rue100% (2)
- Iffco PlantDokumen75 halamanIffco PlantKailash Patel100% (1)
- Inplant Training Report On Siemens LTDDokumen41 halamanInplant Training Report On Siemens LTDKamlakar Avhad0% (1)
- Intern PresentationDokumen26 halamanIntern Presentationsirajlove2000Belum ada peringkat
- Industrial Training ReportDokumen34 halamanIndustrial Training ReportGOURAV MITTAL100% (2)
- Paddle Powered Water PumpDokumen35 halamanPaddle Powered Water PumpJahanzaib Khan100% (1)
- Performance and Analysis of Newly Designed Pump Seating For Centrifugal Pump OperationDokumen33 halamanPerformance and Analysis of Newly Designed Pump Seating For Centrifugal Pump OperationaisyahBelum ada peringkat
- M.E. ThesisDokumen11 halamanM.E. ThesismehranBelum ada peringkat
- CFD Analysis of Centrifugal Pump ImpelleDokumen9 halamanCFD Analysis of Centrifugal Pump Impelleبلال بن عميرهBelum ada peringkat
- Syllabus For Fluid Machinery KCRDokumen6 halamanSyllabus For Fluid Machinery KCRbsmeBelum ada peringkat
- Centrifugalpumps 2Dokumen28 halamanCentrifugalpumps 2One man armyBelum ada peringkat
- Balancing of Reciprocating MassesDokumen25 halamanBalancing of Reciprocating Massesyash_ganatraBelum ada peringkat
- Field Balancing Large Rotating MachineryDokumen26 halamanField Balancing Large Rotating MachineryShantanu SamajdarBelum ada peringkat
- Bearings For PumpsDokumen23 halamanBearings For PumpsionbusuBelum ada peringkat
- SH330-5 Service Text 09Dokumen10 halamanSH330-5 Service Text 09lionkinghd100% (1)
- Para-Flex Couplings: Includes ATEX Certified Couplings Instruction ManualDokumen4 halamanPara-Flex Couplings: Includes ATEX Certified Couplings Instruction Manualrrobles011Belum ada peringkat
- GASBRAYTONDokumen16 halamanGASBRAYTONJohnCris B. FornilosBelum ada peringkat
- 4008TAG2A EngineDokumen4 halaman4008TAG2A EngineAnamta KhanBelum ada peringkat
- اسعار قطع غيار هافال اتش 9 بعد التحديثDokumen20 halamanاسعار قطع غيار هافال اتش 9 بعد التحديثWolfox 68Belum ada peringkat
- A7dca BSDZVCFDokumen2 halamanA7dca BSDZVCFRAJABelum ada peringkat
- Bill of MaterialDokumen4 halamanBill of MaterialsundyaBelum ada peringkat
- 1106A-70TG1 135-Kva Details PDFDokumen10 halaman1106A-70TG1 135-Kva Details PDFHải Nguyễn Hồng0% (1)
- Rear Brake Calipers, ServicingDokumen11 halamanRear Brake Calipers, Servicingmefisto06cBelum ada peringkat
- VTI Ball Valve IOM PDFDokumen16 halamanVTI Ball Valve IOM PDFSandra Viviana Esquivel BenavidesBelum ada peringkat
- GV 250 SM 2Dokumen22 halamanGV 250 SM 2Fabrizio FloresBelum ada peringkat
- FINAL Project Report #2Dokumen23 halamanFINAL Project Report #2Abbey EzedonmwenBelum ada peringkat
- LIEBHERR R934-StageV-EN-PI-2021-01Dokumen24 halamanLIEBHERR R934-StageV-EN-PI-2021-01ganendra santantikaBelum ada peringkat
- B320 Series: Rugged and Dependable Bevel Gear Operators For Manual or Motorized Valve Control ApplicationsDokumen12 halamanB320 Series: Rugged and Dependable Bevel Gear Operators For Manual or Motorized Valve Control ApplicationsThái Mai ĐìnhBelum ada peringkat
- LKB Spare PartsDokumen42 halamanLKB Spare PartsraluntitledBelum ada peringkat
- Head Calculation Hydronic PipingDokumen18 halamanHead Calculation Hydronic Pipingjomy_pj8106Belum ada peringkat
- Harvester Head Manifold For Forestry Applications: Parker Hannifin OyDokumen4 halamanHarvester Head Manifold For Forestry Applications: Parker Hannifin OyJuan Alejandro Cañas ColoradoBelum ada peringkat
- Alok Patnaik: 1 Balvinder 2 3 Pradeep MeenaDokumen3 halamanAlok Patnaik: 1 Balvinder 2 3 Pradeep MeenaAmaresh NayakBelum ada peringkat
- Vmax 2007Dokumen92 halamanVmax 2007DiegoFonsecaBelum ada peringkat
- Build Up Method of Transmission Tower ErectionDokumen3 halamanBuild Up Method of Transmission Tower ErectionNanban VkyBelum ada peringkat
- Boiler EmergencyDokumen41 halamanBoiler Emergencysubrata guhaBelum ada peringkat
- Chapter 7Dokumen2 halamanChapter 7zbc zbc1234568Belum ada peringkat