Anda mungkin juga menyukai
- SoapDokumen11 halamanSoapVyomBelum ada peringkat
- Chemistry of Soap & DetergentDokumen7 halamanChemistry of Soap & DetergentAd Rian100% (1)
- Introduction to Soap IngredientsDokumen25 halamanIntroduction to Soap IngredientsMelissa Arnold0% (1)
- Study the Foaming Capacity of SoapDokumen28 halamanStudy the Foaming Capacity of SoapAbhyudaya singh TanwarBelum ada peringkat
- Modern Skin Cleansers PDFDokumen15 halamanModern Skin Cleansers PDFLianella Gil LaureiroBelum ada peringkat
- HarpicDokumen12 halamanHarpicreptilia89Belum ada peringkat
- Liquid DetergentDokumen7 halamanLiquid Detergentmagdy100% (1)
- Top Performing Detergent Brands by Price CategoryDokumen12 halamanTop Performing Detergent Brands by Price CategoryKhaled SlevinBelum ada peringkat
- Soap Manufacturing ProcessDokumen15 halamanSoap Manufacturing ProcessMarjhel HalligBelum ada peringkat
- MSDS Liquid Shoe PolishDokumen4 halamanMSDS Liquid Shoe PolishAhmAd GhAziBelum ada peringkat
- How To Produce Laundry Soap in NigeriaDokumen18 halamanHow To Produce Laundry Soap in NigeriaDemelash GebreBelum ada peringkat
- Coconut Oil and Glycerol Moisturizing Bar SoapDokumen13 halamanCoconut Oil and Glycerol Moisturizing Bar SoapMikaella ManzanoBelum ada peringkat
- SOAP MANUFACTURING STEPSDokumen4 halamanSOAP MANUFACTURING STEPSBirhanu Teshale100% (1)
- Cosmetics Lectures 1,2,3Dokumen72 halamanCosmetics Lectures 1,2,3معلومة كيميائيةBelum ada peringkat
- Liquid Hand Wash PDFDokumen23 halamanLiquid Hand Wash PDFEMMANUEL TV INDIABelum ada peringkat
- Soap and Detergent Manufacturing Processes ExplainedDokumen40 halamanSoap and Detergent Manufacturing Processes ExplainedShahzil RehmanBelum ada peringkat
- Manufacturing of Household Soaps Toilet Soaps Formulations PDFDokumen10 halamanManufacturing of Household Soaps Toilet Soaps Formulations PDFAnkur100% (1)
- ShampooDokumen24 halamanShampooHenry GohBelum ada peringkat
- Niir Soaps Detergents Disinfectants Technology HandbookDokumen12 halamanNiir Soaps Detergents Disinfectants Technology Handbookjinnah143640% (1)
- Project Report On Transparent Soap Base (Melt & Pour) and Noodle SoapDokumen9 halamanProject Report On Transparent Soap Base (Melt & Pour) and Noodle SoapEIRI Board of Consultants and Publishers100% (2)
- Modern technology of acid slurry, surfactants, soapsDokumen6 halamanModern technology of acid slurry, surfactants, soapsDinesh KumarBelum ada peringkat
- Liquid Detergents Excerpted From Chemical WeeklyDokumen4 halamanLiquid Detergents Excerpted From Chemical WeeklyTanmoy Rahman100% (1)
- Formulating Clear Conditioning ShampooDokumen23 halamanFormulating Clear Conditioning ShampooNemanja Nikolic100% (3)
- Laundry Detergents - Moving From Solid To LiquidDokumen6 halamanLaundry Detergents - Moving From Solid To LiquidJeanette ChenBelum ada peringkat
- 2 ShampoosDokumen22 halaman2 ShampoosRatih PramintariBelum ada peringkat
- Home Made SoapDokumen10 halamanHome Made SoapJohn Manana100% (1)
- Denim 2Dokumen18 halamanDenim 2ADINAN MOHAMMED100% (1)
- GlueDokumen7 halamanGlueuripssBelum ada peringkat
- Edited Soap Training MaterialDokumen36 halamanEdited Soap Training MaterialSmith JamesBelum ada peringkat
- Formulating Tips For Shampoo-Body WashDokumen2 halamanFormulating Tips For Shampoo-Body WashJohnyBelum ada peringkat
- Soap TrainingDokumen40 halamanSoap Training2manyMembers100% (1)
- H-HS-0043 AP Abrasive Cream CleanerDokumen1 halamanH-HS-0043 AP Abrasive Cream CleanerDania UzairBelum ada peringkat
- Dish Washing Liquid FormulationDokumen2 halamanDish Washing Liquid FormulationWillie Tony100% (2)
- FORMUL 01796 Lipstick-FormulationDokumen2 halamanFORMUL 01796 Lipstick-FormulationSham Saja100% (1)
- Essential guide to cold process soap makingDokumen18 halamanEssential guide to cold process soap makingSeemaMainkarBelum ada peringkat
- Make Clear Transparent Glycerin SoapDokumen2 halamanMake Clear Transparent Glycerin Soapzamolxus100% (1)
- Formulation Brochure Shower Care WEB VersionDokumen16 halamanFormulation Brochure Shower Care WEB VersionMinh Sơn NguyễnBelum ada peringkat
- Organic Glass Cleaner KitDokumen2 halamanOrganic Glass Cleaner KitAbhay Singh100% (1)
- Fruit Juice Concentrates GuideDokumen26 halamanFruit Juice Concentrates GuideAakash GillBelum ada peringkat
- Basic soAP MAKINGDokumen23 halamanBasic soAP MAKINGNadeem Mirza100% (1)
- Why Use Citric AcidDokumen4 halamanWhy Use Citric AcidIsha Life Sciences100% (1)
- Cleansers and Their Role in Various Dermatological DisordersDokumen7 halamanCleansers and Their Role in Various Dermatological DisordersHarish KakraniBelum ada peringkat
- Formulating Tips For Creams and LotionDokumen3 halamanFormulating Tips For Creams and LotionDewi Sekar AyuBelum ada peringkat
- Make Liquid Soap Chemistry ProjectDokumen11 halamanMake Liquid Soap Chemistry Projecth8pathakBelum ada peringkat
- 5 - Transparent and Translucent Soaps PDFDokumen10 halaman5 - Transparent and Translucent Soaps PDFBianca AlvesBelum ada peringkat
- Low-Cost Laundry Detergent Formula for BangladeshDokumen4 halamanLow-Cost Laundry Detergent Formula for BangladeshJohn J CadavidBelum ada peringkat
- Experiment No. 2 Laundry Soap MakingDokumen5 halamanExperiment No. 2 Laundry Soap MakingDan DanutBelum ada peringkat
- Turkey Red Oil SpecDokumen1 halamanTurkey Red Oil SpecrooprBelum ada peringkat
- Organic Non-Gmo Product List: The World's Best Organic Superfoods Since 1993Dokumen8 halamanOrganic Non-Gmo Product List: The World's Best Organic Superfoods Since 1993Melissa LaiBelum ada peringkat
- Jabon Antibacterial PDFDokumen1 halamanJabon Antibacterial PDFAileen HerretesBelum ada peringkat
- Foam Car - Shampoo - FormulationDokumen9 halamanFoam Car - Shampoo - FormulationBejoyBelum ada peringkat
- Liquid Soap Making TechniqueDokumen4 halamanLiquid Soap Making Techniqueluchoosorio100% (3)
- (NIIR) Herbal Soaps & Detergents HandbookDokumen18 halaman(NIIR) Herbal Soaps & Detergents HandbookHaneen MohammadBelum ada peringkat
- MIGC Industries Chemical ProductsDokumen14 halamanMIGC Industries Chemical ProductsFaisal IqbalBelum ada peringkat
- Abeni Natural SDokumen47 halamanAbeni Natural SOkocha ComfortBelum ada peringkat
- Soap Making: A Brief History of Cleansing SoapsDokumen9 halamanSoap Making: A Brief History of Cleansing SoapsMike Tyler WalshBelum ada peringkat
- Untitled DocumentDokumen10 halamanUntitled DocumentTerry WelchBelum ada peringkat
- Making Soap: DIY Bath & Body Products Made with All-Natural Scents, Oils, and ColorsDari EverandMaking Soap: DIY Bath & Body Products Made with All-Natural Scents, Oils, and ColorsBelum ada peringkat
- Paper Organic Chemistry "Soap": Arranged By: Andi Ria Indahsari Asik 1913442004Dokumen11 halamanPaper Organic Chemistry "Soap": Arranged By: Andi Ria Indahsari Asik 1913442004Andi RiaBelum ada peringkat
- UHLF Liquid FertilizerDokumen1 halamanUHLF Liquid FertilizerGrignionBelum ada peringkat
- DAFTAR PUSTAKA PcttthayDokumen2 halamanDAFTAR PUSTAKA PcttthayNur Utami PakayaBelum ada peringkat
- BiuretDokumen10 halamanBiuretIndrie DwiraandaBelum ada peringkat
- Final Report 3Dokumen10 halamanFinal Report 3TOBIRAMA SenkuBelum ada peringkat
- 3-P 7 29 PDFDokumen263 halaman3-P 7 29 PDFsorinamotocBelum ada peringkat
- Dip HenyDokumen60 halamanDip HenyJinn Tanakrit HansuranantBelum ada peringkat
- Health Care GuideDokumen51 halamanHealth Care GuideM Zainuddin M SaputraBelum ada peringkat
- Iffco ReportDokumen22 halamanIffco ReportNEHABelum ada peringkat
- Module 6 General Types of Organic ReactionsDokumen12 halamanModule 6 General Types of Organic ReactionsCielo DasalBelum ada peringkat
- Alkyl Halides and AlcoholsDokumen61 halamanAlkyl Halides and AlcoholscasBelum ada peringkat
- Ts SR Chemistry Imp Questions 2023-24Dokumen6 halamanTs SR Chemistry Imp Questions 2023-24pandu2006goudBelum ada peringkat
- OPSIS Ambient Air Quality MonitoringDokumen3 halamanOPSIS Ambient Air Quality MonitoringIMTB MumbaiBelum ada peringkat
- Gen Chem 2nd MEDokumen3 halamanGen Chem 2nd MEJay Cariel GastonesBelum ada peringkat
- Pricelist CAT, 010921, Naik Harga, GreenDokumen8 halamanPricelist CAT, 010921, Naik Harga, GreenIham ELbusyra satu'GeBelum ada peringkat
- Chapter 3 - Concept of Acid-Base NeutralisationDokumen58 halamanChapter 3 - Concept of Acid-Base NeutralisationIkmal FikriBelum ada peringkat
- SECOND QUARTER GENERAL CHEMISTRY 2 SUMMATIVE TESTDokumen2 halamanSECOND QUARTER GENERAL CHEMISTRY 2 SUMMATIVE TESTSid Eleazar R. GaffudBelum ada peringkat
- Hard Coating of Tool-Report PDFDokumen43 halamanHard Coating of Tool-Report PDFRam TejaBelum ada peringkat
- LABSA ProposalDokumen10 halamanLABSA ProposalMichelle MendozaBelum ada peringkat
- Ethylene Polymers LLDPE PDFDokumen42 halamanEthylene Polymers LLDPE PDFDadadaBelum ada peringkat
- 2855-2856 Dextran 40 in Sodium Chloride InjectionDokumen2 halaman2855-2856 Dextran 40 in Sodium Chloride InjectionRobby FirdausBelum ada peringkat
- Total Alkalinity of Pond Water ExperimentDokumen5 halamanTotal Alkalinity of Pond Water ExperimentKeziah Casco CortadoBelum ada peringkat
- Un NoDokumen64 halamanUn Noapi-127528443Belum ada peringkat
- DuPont - Global ISO140012015Dokumen17 halamanDuPont - Global ISO140012015Haseeb MahmoodBelum ada peringkat
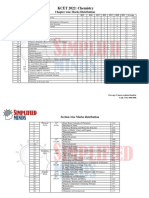
- KCET 2022: Chemistry: Chapter Wise Marks DistributionDokumen3 halamanKCET 2022: Chemistry: Chapter Wise Marks DistributionG GnaneshwarBelum ada peringkat
- Euco Diamond Hard: The Euclid Chemical CompanyDokumen7 halamanEuco Diamond Hard: The Euclid Chemical CompanyGina Castro MairenaBelum ada peringkat
- Water Treatment in ChillersDokumen14 halamanWater Treatment in ChillersabmopalhvacBelum ada peringkat
- 2,3,4,5 TetraphenylcyclopentadienoneDokumen6 halaman2,3,4,5 TetraphenylcyclopentadienoneDenisse Watt Cuarteros100% (2)
- Chapter 3-AlkenesDokumen87 halamanChapter 3-AlkenesNURUL BALQIS DZULKIFLIBelum ada peringkat
- Antiseptics and Disinfectants GuideDokumen38 halamanAntiseptics and Disinfectants GuideNora AboshanadyBelum ada peringkat
- Week 2A-Concetration of SolutionDokumen72 halamanWeek 2A-Concetration of SolutionLuke BelmarBelum ada peringkat