Anda mungkin juga menyukai
- Fortran Program For Solving 2Dokumen15 halamanFortran Program For Solving 2Abhijit Kushwaha100% (1)
- 221 HomeworkDokumen45 halaman221 Homeworkkevincshih100% (1)
- Energy Balances Procedure Single Component and Double Component SystemDokumen24 halamanEnergy Balances Procedure Single Component and Double Component Systemhazyhazy9977100% (1)
- 5 Numerical DifferenciationDokumen8 halaman5 Numerical DifferenciationSaiful IslamBelum ada peringkat
- Prob Cost DegenDokumen2 halamanProb Cost DegenNikhil ChapleBelum ada peringkat
- 1 Green's Function For The Harmonic OscillatorDokumen5 halaman1 Green's Function For The Harmonic OscillatorDahyeon LeeBelum ada peringkat
- MainDokumen342 halamanMainchipulinoBelum ada peringkat
- CSE 247 Data Structures and Algorithms EXAM1 SPRING 2016Dokumen10 halamanCSE 247 Data Structures and Algorithms EXAM1 SPRING 2016MarsBelum ada peringkat
- ENSC3004 2011 Exam PDFDokumen4 halamanENSC3004 2011 Exam PDFMichael TangBelum ada peringkat
- Suspension A8Dokumen5 halamanSuspension A8Bonny SidhuBelum ada peringkat
- Operation and Maintenance of Power PlantDokumen31 halamanOperation and Maintenance of Power PlantAnkur Pathak100% (1)
- Assignement 1Dokumen4 halamanAssignement 1devesha9100% (1)
- M.Tech CS 2014 PDFDokumen17 halamanM.Tech CS 2014 PDFraa2010Belum ada peringkat
- Numerical Solution of Ordinary Differential Equations Part 1 - Intro & ApproximationDokumen15 halamanNumerical Solution of Ordinary Differential Equations Part 1 - Intro & ApproximationMelih Tecer100% (1)
- Assignment 3Dokumen2 halamanAssignment 3KejriRajBelum ada peringkat
- First Order InstrumentDokumen11 halamanFirst Order InstrumentEr TikBelum ada peringkat
- Numerical Linear Algebra Biswa Nath Datta PART II Ch7 11Dokumen392 halamanNumerical Linear Algebra Biswa Nath Datta PART II Ch7 11priya0978Belum ada peringkat
- Control Systems Resource SheetDokumen12 halamanControl Systems Resource SheetCharlie Ho SiBelum ada peringkat
- Dsp12 - PP 8 Point Radix-2 Dit-FftDokumen37 halamanDsp12 - PP 8 Point Radix-2 Dit-FftprakudBelum ada peringkat
- PsoDokumen17 halamanPsoKanishka SahniBelum ada peringkat
- Thermal Engineering - I Jntua Question PapersDokumen15 halamanThermal Engineering - I Jntua Question PapersHimadhar SaduBelum ada peringkat
- Math Resources Algebra FormulasDokumen4 halamanMath Resources Algebra FormulasSanjiv GautamBelum ada peringkat
- Input Output TechniquesDokumen3 halamanInput Output TechniquesSaibal RayBelum ada peringkat
- Thermolib GettingStartedDokumen35 halamanThermolib GettingStartedArjuna SarumpaetBelum ada peringkat
- Introduction To MatlabDokumen286 halamanIntroduction To MatlabXxbugmenotxXBelum ada peringkat
- Temperature Distributions in Solids and in Laminar FlowDokumen4 halamanTemperature Distributions in Solids and in Laminar FlowSambasiva Rao KaturiBelum ada peringkat
- EES Integration Example 3.2-1aDokumen10 halamanEES Integration Example 3.2-1aNayef FtouniBelum ada peringkat
- Analysis of Non Newtonian FluidDokumen25 halamanAnalysis of Non Newtonian FluidManakhJyotiPhukanBelum ada peringkat
- Syllabus of MSC Mathematics CUJDokumen30 halamanSyllabus of MSC Mathematics CUJAkash GartiaBelum ada peringkat
- Chapter 2 Mathematical Modeling of Dynamic SystemDokumen56 halamanChapter 2 Mathematical Modeling of Dynamic SystemAmanuel AsfawBelum ada peringkat
- Arora S IOD Chapter 2Dokumen40 halamanArora S IOD Chapter 2Ivan100% (1)
- Notes On Transport PhenomenaDokumen184 halamanNotes On Transport PhenomenarajuvadlakondaBelum ada peringkat
- Bohr's Radius DerivationDokumen2 halamanBohr's Radius Derivationmuputism100% (3)
- New Microsoft Word DocumentDokumen163 halamanNew Microsoft Word DocumentPrahlad Reddy100% (1)
- 4.plasma ReactorsDokumen28 halaman4.plasma Reactors湯晴羽Belum ada peringkat
- Makalah Pemicu 2 Kelompok 5Dokumen17 halamanMakalah Pemicu 2 Kelompok 5Bhujangga binangjBelum ada peringkat
- Chemcad 5: The Book of ExamplesDokumen66 halamanChemcad 5: The Book of Examplesdanan widjanarkoBelum ada peringkat
- Unit-Step Response:: 1 First Order SystemsDokumen2 halamanUnit-Step Response:: 1 First Order SystemsNatalie ChehraziBelum ada peringkat
- Natural Convection Flow Over Flat Plate Integral SolutionDokumen11 halamanNatural Convection Flow Over Flat Plate Integral Solutionsandyengineer13Belum ada peringkat
- Chapter 8 - Optimization For Engineering Systems - Ralph W. PikeDokumen35 halamanChapter 8 - Optimization For Engineering Systems - Ralph W. PikeAlejandro AlvarengaBelum ada peringkat
- Poiseuille Flow: An Internet Book On Fluid DynamicsDokumen4 halamanPoiseuille Flow: An Internet Book On Fluid DynamicsFelix EzomoBelum ada peringkat
- Ode Q&aDokumen12 halamanOde Q&aJohnBelum ada peringkat
- SK Mondal PDFDokumen9 halamanSK Mondal PDFramBelum ada peringkat
- ME352A - Lab 1: Make The Following Mechanisms Using The Kit ProvidedDokumen2 halamanME352A - Lab 1: Make The Following Mechanisms Using The Kit ProvidedMukul Chandra100% (1)
- PHYSICS QB SolutionDokumen94 halamanPHYSICS QB SolutionAashika DhareBelum ada peringkat
- Sequential Decoding by Stack AlgorithmDokumen9 halamanSequential Decoding by Stack AlgorithmRam Chandram100% (1)
- Examples For Chemical Engineering Thermodynamics Using MatlabDokumen7 halamanExamples For Chemical Engineering Thermodynamics Using MatlabmbolantenainaBelum ada peringkat
- Control System Engineering - 1Dokumen22 halamanControl System Engineering - 1Uma MageshwariBelum ada peringkat
- Cannon Strassen DNS AlgorithmDokumen10 halamanCannon Strassen DNS AlgorithmKeshav BhutaniBelum ada peringkat
- Electrical Network Graph Theory TopologyDokumen76 halamanElectrical Network Graph Theory TopologyJoyprakash LairenlakpamBelum ada peringkat
- A Computer Program For The Correlation of Binary Vapor-Liquid Equilibrium DataDokumen52 halamanA Computer Program For The Correlation of Binary Vapor-Liquid Equilibrium DataJacob H. (Jack) LashoverBelum ada peringkat
- Advance ThermodynamicsDokumen61 halamanAdvance ThermodynamicsGunjan AgrahariBelum ada peringkat
- 8 - Energy Balance of Solar CollectorsDokumen27 halaman8 - Energy Balance of Solar Collectorsftsebeek6164Belum ada peringkat
- Thermodynamics SK MondalDokumen265 halamanThermodynamics SK MondalSãröj ShâhBelum ada peringkat
- K-Means Clustering Tutorial - Matlab CodeDokumen6 halamanK-Means Clustering Tutorial - Matlab CoderajuBelum ada peringkat
- Electrical Engineering Objective Questions and Answers Galgotia PublicationsDokumen4 halamanElectrical Engineering Objective Questions and Answers Galgotia PublicationsTesla Tesla0% (2)
- rr320803 Process Dynamics and ControlDokumen6 halamanrr320803 Process Dynamics and ControlSRINIVASA RAO GANTABelum ada peringkat
- Factorization Methods for Discrete Sequential EstimationDari EverandFactorization Methods for Discrete Sequential EstimationBelum ada peringkat
- An Introduction to MATLAB® Programming and Numerical Methods for EngineersDari EverandAn Introduction to MATLAB® Programming and Numerical Methods for EngineersBelum ada peringkat
- Nonlinear Dynamic in Engineering by Akbari-Ganji’S MethodDari EverandNonlinear Dynamic in Engineering by Akbari-Ganji’S MethodBelum ada peringkat
- N R P F W G: Direction of Impending MotionDokumen28 halamanN R P F W G: Direction of Impending MotionAbdullah Ahsan AhmedBelum ada peringkat
- BPW Service Instructions - KLD 08 2010 ECOPLUS IIDokumen95 halamanBPW Service Instructions - KLD 08 2010 ECOPLUS IIpricopdaniel100% (1)
- Qip (Iit Indore) - Steel-Concrete Composite StructuresDokumen33 halamanQip (Iit Indore) - Steel-Concrete Composite StructuresLong LothaBelum ada peringkat
- SOM 2-2 (Students Note)Dokumen15 halamanSOM 2-2 (Students Note)HasmitthaBelum ada peringkat
- Cdo CalcDokumen3 halamanCdo CalcJeric FarinBelum ada peringkat
- PET 332 E Production Engineering & Surface FacilitiesDokumen13 halamanPET 332 E Production Engineering & Surface Facilities000Belum ada peringkat
- RigsPresentation PDFDokumen16 halamanRigsPresentation PDFAndrei ClaudYuBelum ada peringkat
- Split Type AcuDokumen40 halamanSplit Type AcuKristine Ann ReclosadoBelum ada peringkat
- Sihi Aeh enDokumen12 halamanSihi Aeh enIrvan NouriBelum ada peringkat
- FD100 分Dokumen17 halamanFD100 分Hadi FaisalBelum ada peringkat
- Method Statement Asc Power PlantDokumen13 halamanMethod Statement Asc Power PlantBennyBelum ada peringkat
- Cmae Prop 3Dokumen3 halamanCmae Prop 3Mithun Kumar SandaBelum ada peringkat
- Rover 75 ATF Fluid ChangeDokumen11 halamanRover 75 ATF Fluid ChangeRichardBelum ada peringkat
- Grundfos CRT 8 5 A P A e AuueDokumen9 halamanGrundfos CRT 8 5 A P A e AuueRajesh KanalaBelum ada peringkat
- 2nd Midterm12-13Dokumen16 halaman2nd Midterm12-13Apaar PandeyBelum ada peringkat
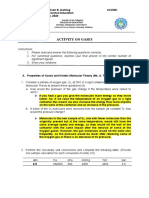
- Dahilog Chemistry Activity On Gas LawsDokumen7 halamanDahilog Chemistry Activity On Gas LawsYbur Clieve Olsen DahilogBelum ada peringkat
- Materials and Design: Jun Li, Chengqing Wu, Hong Hao, Yu SuDokumen15 halamanMaterials and Design: Jun Li, Chengqing Wu, Hong Hao, Yu SuAbdulkhaliq AbdulyimahBelum ada peringkat
- API-620 Nde TestDokumen3 halamanAPI-620 Nde Testjojo_323Belum ada peringkat
- flowIT FTBGDW-16Dokumen1 halamanflowIT FTBGDW-16technicalsupportBelum ada peringkat
- Calculation Report On Bearing-Aashto-2012Dokumen12 halamanCalculation Report On Bearing-Aashto-2012Tawfiqul IslamBelum ada peringkat
- Surface Vehicle Information: Issued JAN93Dokumen67 halamanSurface Vehicle Information: Issued JAN93PruthvirajBelum ada peringkat
- Finite Element Analysis of Cylinder Piston Impact Based On ANSYS/LS-DYNADokumen4 halamanFinite Element Analysis of Cylinder Piston Impact Based On ANSYS/LS-DYNAvenalum90Belum ada peringkat
- Signum-Technical-Guide LO SAMPLING GUIDEDokumen30 halamanSignum-Technical-Guide LO SAMPLING GUIDEshirishkv100% (1)
- RivetDokumen6 halamanRivetMirasol AquinoBelum ada peringkat
- Smaw PDFDokumen10 halamanSmaw PDFArizapatazoBelum ada peringkat
- Pembagian Tugas BiofisikaDokumen3 halamanPembagian Tugas BiofisikakasimBelum ada peringkat
- Daihatsu Terios II J200, J210, J211 2006-2014 Air ConditionerDokumen68 halamanDaihatsu Terios II J200, J210, J211 2006-2014 Air ConditionerBadis Ait HammouBelum ada peringkat
- I-Beam Girder ComputionsDokumen10 halamanI-Beam Girder ComputionsMark Christopher Del RosarioBelum ada peringkat