Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Tugas Perpindahan Panas (Kelompok 7)Dokumen2 halamanTugas Perpindahan Panas (Kelompok 7)Liwang Ulama UtamaBelum ada peringkat
- Thesis - Hydrodealkylation of TolueneDokumen119 halamanThesis - Hydrodealkylation of TolueneSofia100% (1)
- Combustion Engineering - Topic 1-4Dokumen8 halamanCombustion Engineering - Topic 1-4JosafatBelum ada peringkat
- Course Name: Env304 - Biological Processes: QuestionsDokumen3 halamanCourse Name: Env304 - Biological Processes: QuestionsAslıhan KayaBelum ada peringkat
- Unit I Foundry TechnologyDokumen151 halamanUnit I Foundry TechnologyAkash akBelum ada peringkat
- Enhancing TPP ProductivityDokumen4 halamanEnhancing TPP ProductivitysunnunarayanBelum ada peringkat
- L3b Reactor Sizing Example ProblemsDokumen15 halamanL3b Reactor Sizing Example ProblemsĐỗ Quyết NguyễnBelum ada peringkat
- Cracking, Visbreaking, Coking and PropertiesDokumen12 halamanCracking, Visbreaking, Coking and Propertiesteyiv23540Belum ada peringkat
- Fluid FlowDokumen15 halamanFluid Flowdekra abdoBelum ada peringkat
- Wastewater Engineering - Treatment and Resource Recovery-Metcalf and Eddy 5th Ed (2014) Sección 9.1 y 9.2 Cap. 9Dokumen18 halamanWastewater Engineering - Treatment and Resource Recovery-Metcalf and Eddy 5th Ed (2014) Sección 9.1 y 9.2 Cap. 9Ricardo Javier PlasenciaBelum ada peringkat
- Block Flow Diagrams: - Plant Design Is Made Up ofDokumen85 halamanBlock Flow Diagrams: - Plant Design Is Made Up ofFahad Mahmood100% (1)
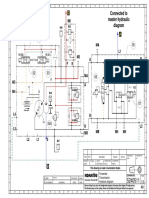
- Esquema Hidrostatico 895Dokumen2 halamanEsquema Hidrostatico 895Carlos ParanhosBelum ada peringkat
- Supercritical Fluid ExtractionDokumen12 halamanSupercritical Fluid ExtractionsrikanthdiviBelum ada peringkat
- CPP Lab Report 4Dokumen11 halamanCPP Lab Report 4Muhammad Danial KhairuddinBelum ada peringkat
- Designing A Steam Jet Ejector and Its Measuring Equipment: Abstract - in This Paper I Discussed The Application andDokumen7 halamanDesigning A Steam Jet Ejector and Its Measuring Equipment: Abstract - in This Paper I Discussed The Application andKaiash M YBelum ada peringkat
- Chemical Kinetics-2Dokumen2 halamanChemical Kinetics-2AashiBelum ada peringkat
- 2020-Energy WorkingDokumen20 halaman2020-Energy WorkingDevang GaurBelum ada peringkat
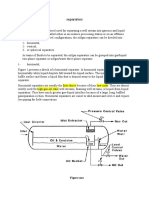
- Separators: Figure OneDokumen8 halamanSeparators: Figure OneMohamed Moder100% (1)
- HT Unit - I AssignmentDokumen1 halamanHT Unit - I AssignmentSai KiranBelum ada peringkat
- Sum Hyd CalDokumen3 halamanSum Hyd CalJeghiBelum ada peringkat
- OrificeDokumen13 halamanOrificePrince QuimnoBelum ada peringkat
- General Chemistry 2 PDFDokumen202 halamanGeneral Chemistry 2 PDFBruce Edward WilliamsBelum ada peringkat
- CH 11-Metal CaastingDokumen113 halamanCH 11-Metal CaastingNasir MaqsoodBelum ada peringkat
- Gas Products Brochure - EnglishDokumen7 halamanGas Products Brochure - EnglishNathalia DelgadoBelum ada peringkat
- Water TariffDokumen625 halamanWater TariffLlucifer ImpulseBelum ada peringkat
- Safety and Hazard Analysis: Dr.A.Babu Ponnusami Associate Professor SchemeDokumen35 halamanSafety and Hazard Analysis: Dr.A.Babu Ponnusami Associate Professor SchemeAMOL RASTOGI 19BCM0012Belum ada peringkat
- Chemical KineticsDokumen25 halamanChemical KineticsManan SethiBelum ada peringkat
- TMA (Thermomechanical Analysis) and Its ApplicationDokumen18 halamanTMA (Thermomechanical Analysis) and Its Applicationbt19108055 Amarjeet KumarBelum ada peringkat
- Combined Results (2023-10-29 160133)Dokumen302 halamanCombined Results (2023-10-29 160133)Ahmed GhanemBelum ada peringkat
- Ansys Fluent Simulation ReportDokumen10 halamanAnsys Fluent Simulation ReportSouhardya BanerjeeBelum ada peringkat