PI255001
Rev. 4.09
whitedriveproducts
SERVICE INSTRUCTIONS FOR THE WR [255 & 256] SERIES MOTORS
For Use With Seal Kit: 255222001 dimensions: mm [in]
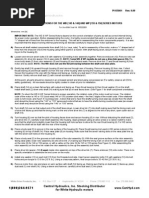
IMPORTANT NOTE: The WR(255/256) Series Motors depend on the correct orientation of parts as well as correct internal timing for proper motor operation. Before disassembling the motor, it is highly recommended that paint or a marker be used to make a V shaped set of lines from the endcover to the housing. This will aid in reassembling the motor components properly. It is also important that the steps involving internal parts timing be followed carefully to insure proper motor operation. A) Remove all shaft related components from shaft (15) (i.e. keys, nuts). To aid in reassembly of the motor, make a V shaped set of lines from the endcover (11) to the housing using either paint or a marker. With shaft facing down, secure motor in vise by clamping on to the housing (5). B) Loosen and remove seven bolts (14) holding motor assembly together. Remove endcover (11). Remove body seal (4) and discard seal. Remove rotor set assembly (9), & wear plate (8). Remove body seals (4) from rotor assembly (9) and housing (5) and discard seals. Remove drive link pin (10) and drive link (7) from motor and lay aside. C) Gently tap shaft (15) upward through housing (5) and remove through rear of housing. Remove housing (5) from vise. Collect thrust bearing and thrust washer from the rear of the housing while turning the housing over. Secure the housing in the vise with the flange end facing up. Gently pry dust seal (1) from housing using a small screwdriver and a hammer. Gently remove shaft seal (2) with a small screwdriver and discard it. At this point, all parts should be cleaned in an oil-based solvent and dried using compressed air (For safety, observe all OSHA safety guidelines). All new seals should be lightly coated in clean oil prior to installation. D) Place shaft (15) on a clean flat surface with output end facing up. Place thrust bearing (6) then thrust washer (3) on the shaft. Install shaft seal (2) down onto shaft (15) making sure that lip on seal faces down. (See Figure (1) for shaft component orientation). NOTE: To turn the WR Series Motors to proper operation, the rotation code of the motor must be known. The rotation code of the motor is 255 (standard) 256 (reverse timed) the first 3 digits of the model code. If the rotational code is not known, and if port A is pressurized , motors that are to have the shafts turning clockwise (as viewed from the shaft end) should be timed using the 255 series and motors that are to have the shafts turning counterclockwise (as viewed from shaft end) should be timed using the 256 series. E) Turn shaft (15) over so that output end of the shaft faces down. Lower drive link (7) into shaft making sure that the timing mark end of drive link faces up and that the timing mark on the end of the drive link (7) is aligned to the left of any short, open cutter slot on shaft (15). F) Turn housing (5) over so that the pilot of housing faces down and secure housing (5) in vise. Without disturbing the shaft seal (2), and drive link (7), carefully lower shaft assembly into housing. Apply pressure using an arbor press or a rubber mallet to make sure that the shaft end is flush or slightly lower than the housing bolt hole surface. G) Place a body seal (4) in groove in the rear surface of the housing (5). Place wear plate (8) on housing. Make sure that the seven valving slots on the wear plate line up with the seven bolt holes on the housing (5). H) Place a body seal (4) in the groove in the face of the rotor assembly (9). With the seal groove surface on the rotor assembly facing wear plate, lower rotor assembly (9) onto drive link (7) making sure that the timing mark on drive link is aligned with a peak on the rotor (9) for 256 series, or with a valley on the rotor (9) for 255 series (See Figure (2)). After assembling the rotor assembly on the drive link rotate the rotor assembly to line up the assembly bolt holes. Insert drive link pin (10) into end of drive link (7) making sure that concave or the indented end faces up. I) J) Place remaining body seal (4) in groove in endcover (11). Place endcover (11) onto motor making sure that end of drive link pin (10) is in hole in center of end cover (11). There is no specific orientation to assemble the end cover on the motor. Install one washer (13) on each bolt (14) from the threaded end side. Insert seven assembly bolts (14) with washers (13) into bolt holes and pre-torque to 13.6 Nm [10 ft. lb.]. Using a crisscross pattern, final torque bolts to 60 Nm [44 ft. lb.].
K) Remove motor from vise and place on work surface with shaft (15) facing up. Making sure that lip on dust seal (1) faces up, place dust seal (1) over shaft (15). Using a sleeve and hammer, carefully drive dust seal (1) into place.
1(800)264-9571 Inc. White Drive Products,
Central Hydraulics, Inc. Stocking Distributor www.CenHyd.com P.O. Box 1127 Hopkinsville, KY 42241 Phone: 270.885.1110 Fax: 270.886.8462 for White Hydraulic motors
DUST SEAL
SHAFT SEAL
THRUST BEARING
VALLEY ON ROTOR
PEAK ON ROTOR TIMING MARK ON DRIVE LINK
TIMING MARK ON DRIVE LINK HOUSING THRUST WASHER
255 TIMING
256 TIMING
FIGURE 1
14
FIGURE 2
12
10
9 13 8 11
4 4 4
7 3
16
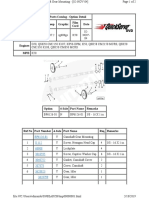
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. *
* * * *
Dust Seal Shaft Seal Thrust Washer Body Seals (3) Housing Thrust Bearing Drive Link Wear Plate Rotor Assembly Drive Link Pin Endcover Endcover Plug Assembly Bolt Washers (7) Assembly Bolts (7) Shaft Shaft Key
Contained in Seal Kit 255222001
15
6 2
White Drive Products, Inc.
P.O. Box 1127
Hopkinsville, KY 42241
Phone: 270.885.1110
Fax: 270.886.8462
1(800)264-9571
Central Hydraulics, Inc. Stocking Distributor for White Hydraulic motors
www.CenHyd.com
Anda mungkin juga menyukai
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Jari Chief Manual 2015Dokumen7 halamanJari Chief Manual 2015Dara Donelson100% (1)
- QBH Ram Bop'S: 4-1/16" 15,000 Psi WPDokumen32 halamanQBH Ram Bop'S: 4-1/16" 15,000 Psi WPjuan olarte0% (1)
- Tyre Care GuideDokumen7 halamanTyre Care Guidetaylor johnBelum ada peringkat
- DR 600 Service PartsDokumen8 halamanDR 600 Service PartsCentral HydraulicsBelum ada peringkat
- Ce Service PartsDokumen6 halamanCe Service PartsCentral HydraulicsBelum ada peringkat
- SM 800.40 FlexAirValveDokumen31 halamanSM 800.40 FlexAirValveJosé Emilio D' LeónBelum ada peringkat
- d9 800 Service PartsDokumen2 halamand9 800 Service PartsCentral HydraulicsBelum ada peringkat
- WD Cross ReferenceDokumen12 halamanWD Cross ReferenceCentral HydraulicsBelum ada peringkat
- DT Service PartsDokumen2 halamanDT Service PartsCentral HydraulicsBelum ada peringkat
- A4vo130 Spare Parts ListDokumen19 halamanA4vo130 Spare Parts ListDado OgameBelum ada peringkat
- Travel Drive FAT 350P059: Installation ManualDokumen34 halamanTravel Drive FAT 350P059: Installation ManualŁukasz Adamczak100% (1)
- DT Service PartsDokumen4 halamanDT Service PartsCentral HydraulicsBelum ada peringkat
- EXU enDokumen122 halamanEXU enMahmoud Elpop ElsalhBelum ada peringkat
- Spare Parts Catalog: 9 S 1115 TD Otosan Material Number: 1324.032.018Dokumen70 halamanSpare Parts Catalog: 9 S 1115 TD Otosan Material Number: 1324.032.018Jhon MechanicBelum ada peringkat
- Alfa Laval Mab 103 24 Spare Parts Manual SPCDokumen58 halamanAlfa Laval Mab 103 24 Spare Parts Manual SPCJonathan LisboaBelum ada peringkat
- CPLT-V15 (1) Manual Chicago PneumaticDokumen178 halamanCPLT-V15 (1) Manual Chicago PneumaticEduardo SainzBelum ada peringkat
- White Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Dokumen8 halamanWhite Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Central HydraulicsBelum ada peringkat
- White Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Dokumen20 halamanWhite Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Central HydraulicsBelum ada peringkat
- WP Cross ReferenceDokumen12 halamanWP Cross ReferenceCentral HydraulicsBelum ada peringkat
- Central Hydraulics Has Flexmaster Gaskets & Assemblies in Stock - Expedited Shipping Available WorldwideDokumen21 halamanCentral Hydraulics Has Flexmaster Gaskets & Assemblies in Stock - Expedited Shipping Available WorldwideCentral HydraulicsBelum ada peringkat
- White Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Dokumen16 halamanWhite Drive Products: Central Hydraulics, Inc. Stocking Distributor For White Hydraulic Motors 1 (800) 264-9571Central HydraulicsBelum ada peringkat
- Rs Service InstructionsDokumen2 halamanRs Service InstructionsCentral HydraulicsBelum ada peringkat
- WD Service InstructionsDokumen2 halamanWD Service InstructionsCentral HydraulicsBelum ada peringkat
- Rs Service PartsDokumen2 halamanRs Service PartsCentral HydraulicsBelum ada peringkat
- Re CatalogDokumen28 halamanRe CatalogCentral HydraulicsBelum ada peringkat
- HB Service PartsDokumen2 halamanHB Service PartsCentral HydraulicsBelum ada peringkat
- SB CatalogDokumen20 halamanSB CatalogCentral HydraulicsBelum ada peringkat
- FD CatalogDokumen20 halamanFD CatalogCentral HydraulicsBelum ada peringkat
- HB Service PartsDokumen2 halamanHB Service PartsCentral HydraulicsBelum ada peringkat
- Ce CatalogDokumen20 halamanCe CatalogCentral HydraulicsBelum ada peringkat
- DR Service InstructionsDokumen4 halamanDR Service InstructionsCentral HydraulicsBelum ada peringkat
- Ce Service PartsDokumen3 halamanCe Service PartsCentral HydraulicsBelum ada peringkat
- Desensamble de Tan Hidra. 966Dokumen25 halamanDesensamble de Tan Hidra. 966Diego CatariBelum ada peringkat
- Stok Mei 2020Dokumen253 halamanStok Mei 2020Muhammad IqbalBelum ada peringkat
- Spare Parts Catalogue: AXLE 145281 REF: 145281Dokumen8 halamanSpare Parts Catalogue: AXLE 145281 REF: 145281Marcio StefaniackBelum ada peringkat
- 914G Wheel Loader PDF00001-UP (MACHINE) POWERED BY 3054C Engine (SEBP3977 - 42) - DocumentationDokumen4 halaman914G Wheel Loader PDF00001-UP (MACHINE) POWERED BY 3054C Engine (SEBP3977 - 42) - DocumentationAsfiannur ade setiawanBelum ada peringkat
- Spare Parts List: Hydraulic BreakersDokumen40 halamanSpare Parts List: Hydraulic BreakersOnsamak MachineryBelum ada peringkat
- Electronic Parts Catalog - Option Detail Option Group Graphic Film Card DateDokumen2 halamanElectronic Parts Catalog - Option Detail Option Group Graphic Film Card DatesustrasBelum ada peringkat
- Engine Mount DIYDokumen12 halamanEngine Mount DIYthomas Ed HorasBelum ada peringkat
- Massey Ferguson 5435 TRACTOR (TIER 3) Service Parts Catalogue Manual (Part Number 3906177)Dokumen18 halamanMassey Ferguson 5435 TRACTOR (TIER 3) Service Parts Catalogue Manual (Part Number 3906177)bvk2980022Belum ada peringkat
- Massey Ferguson MF 3655 TRACTOR Service Parts Catalogue Manual (Part Number 1637214)Dokumen21 halamanMassey Ferguson MF 3655 TRACTOR Service Parts Catalogue Manual (Part Number 1637214)qlb898316Belum ada peringkat
- Chassis: LNVU1CA39BVL02648 - VP: 98CS9AF1000027 - Model: A50.13 P.D.MY2008 - Class: 54 - Group: 06 - Subgroup: 10 - Plate: 94821Dokumen3 halamanChassis: LNVU1CA39BVL02648 - VP: 98CS9AF1000027 - Model: A50.13 P.D.MY2008 - Class: 54 - Group: 06 - Subgroup: 10 - Plate: 94821Manual StoreeBelum ada peringkat
- Chery-QQ S11 Transmisión Parte 3Dokumen12 halamanChery-QQ S11 Transmisión Parte 3limadacarlosBelum ada peringkat
- 55F-SSS-A198R4 CascadeDokumen6 halaman55F-SSS-A198R4 CascadePako UribeBelum ada peringkat
- S11 Circuit DiagramDokumen22 halamanS11 Circuit Diagramevgeniu999999Belum ada peringkat
- GEZE Installation Instructions en 743543Dokumen20 halamanGEZE Installation Instructions en 743543PiotrBelum ada peringkat
- PROSIS Part InformationDokumen3 halamanPROSIS Part InformationElie AbisaadBelum ada peringkat
- 01J - 0AN LuzyDokumen4 halaman01J - 0AN LuzyKrzysztof KjbBelum ada peringkat
- Scale 1/10 Drive System:4WD: 532mm 330mmDokumen15 halamanScale 1/10 Drive System:4WD: 532mm 330mmMyron McClellanBelum ada peringkat
- Waukesha Pumps: Addendum ForDokumen12 halamanWaukesha Pumps: Addendum ForSindy Yamileth HernandezBelum ada peringkat
- Pons and Midbrain Neuroanatomy: Abbas A. A. Shawka Medical Student 2nd GradeDokumen47 halamanPons and Midbrain Neuroanatomy: Abbas A. A. Shawka Medical Student 2nd GradePlutokidBelum ada peringkat
- Installation Instructions Crawford Baja Edition Air Oil Separator Kit 2013-2017 Subaru XV Crosstrek / 2012-2016 Impreza 2.0iDokumen9 halamanInstallation Instructions Crawford Baja Edition Air Oil Separator Kit 2013-2017 Subaru XV Crosstrek / 2012-2016 Impreza 2.0iMauriece CarrilloBelum ada peringkat