Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Portal Frame - Airport Hangar PDFDokumen12 halamanPortal Frame - Airport Hangar PDFShinjini BhattacharjeeBelum ada peringkat
- Dynamic Load Test MICRO PileDokumen16 halamanDynamic Load Test MICRO PileHanafi NidzamBelum ada peringkat
- Effects of Solidification Time On Mechanical PropertiesDokumen5 halamanEffects of Solidification Time On Mechanical PropertiesInternational Journal of Research in Engineering and TechnologyBelum ada peringkat
- PR - HOLLOTEX Shroud enDokumen1 halamanPR - HOLLOTEX Shroud enSUNDRAMNAGABelum ada peringkat
- Internship Report On Pakistan RailwaysDokumen80 halamanInternship Report On Pakistan RailwaysSUNDRAMNAGABelum ada peringkat
- Study of Casting Defects and Their Remed PDFDokumen9 halamanStudy of Casting Defects and Their Remed PDFSUNDRAMNAGABelum ada peringkat
- Advanced Lost Foam Casting Technology PHDokumen54 halamanAdvanced Lost Foam Casting Technology PHSUNDRAMNAGABelum ada peringkat
- Plate 4 FoundryDokumen25 halamanPlate 4 FoundrySUNDRAMNAGABelum ada peringkat
- Design of A 50 Kilogram Capacity Cast Ir PDFDokumen7 halamanDesign of A 50 Kilogram Capacity Cast Ir PDFSUNDRAMNAGABelum ada peringkat
- Advanced Lost Foam Casting Technology PHDokumen54 halamanAdvanced Lost Foam Casting Technology PHSUNDRAMNAGABelum ada peringkat
- Internship Report On Pakistan RailwaysDokumen80 halamanInternship Report On Pakistan RailwaysSUNDRAMNAGABelum ada peringkat
- Year 2-Se Mester 4 Theory National DiploDokumen105 halamanYear 2-Se Mester 4 Theory National DiploSUNDRAMNAGABelum ada peringkat
- Internship Report On Pakistan RailwaysDokumen80 halamanInternship Report On Pakistan RailwaysSUNDRAMNAGABelum ada peringkat
- Unit - 1 PDFDokumen54 halamanUnit - 1 PDFSUNDRAMNAGABelum ada peringkat
- Management and Applications of IndustriaDokumen304 halamanManagement and Applications of IndustriaSUNDRAMNAGABelum ada peringkat
- Lecture 1423455076Dokumen199 halamanLecture 1423455076hsemargBelum ada peringkat
- Defects, Root Causes in Casting Process and Their Remedies: ReviewDokumen8 halamanDefects, Root Causes in Casting Process and Their Remedies: ReviewkoushikraoBelum ada peringkat
- Unit - 1 PDFDokumen54 halamanUnit - 1 PDFSUNDRAMNAGABelum ada peringkat
- Special Report CHINA FOUNDRY The Role AnDokumen12 halamanSpecial Report CHINA FOUNDRY The Role AnSUNDRAMNAGABelum ada peringkat
- Manufacturing Processes AssignmentDokumen20 halamanManufacturing Processes AssignmentSUNDRAMNAGABelum ada peringkat
- Progress in Investment CastingsDokumen48 halamanProgress in Investment CastingsUgur KayaBelum ada peringkat
- CH 1Dokumen123 halamanCH 1SUNDRAMNAGABelum ada peringkat
- Progress in Investment CastingsDokumen48 halamanProgress in Investment CastingsUgur KayaBelum ada peringkat
- Sand CastingDokumen45 halamanSand CastingwinasharBelum ada peringkat
- Sand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessDokumen45 halamanSand Casting: Over 70% of All Metal Castings Are Produced Via A Sand Casting ProcessSUNDRAMNAGABelum ada peringkat
- Unit - 1Dokumen54 halamanUnit - 1VigneshBelum ada peringkat
- Optimal Design of Feeders For LM06 in SaDokumen8 halamanOptimal Design of Feeders For LM06 in SaSUNDRAMNAGABelum ada peringkat
- Design and Analysis of Riser For Sand CastingDokumen16 halamanDesign and Analysis of Riser For Sand Castingrpadhra8803Belum ada peringkat
- Fluidity Evaluation Methods For Al MG SiDokumen161 halamanFluidity Evaluation Methods For Al MG SiSUNDRAMNAGABelum ada peringkat
- Reducing Rejection Rate of Castings UsinDokumen9 halamanReducing Rejection Rate of Castings UsinSUNDRAMNAGABelum ada peringkat
- Topic Explanation Casting Defects GasDokumen10 halamanTopic Explanation Casting Defects GasSUNDRAMNAGABelum ada peringkat
- Design and Analysis of Riser For Sand CastingDokumen16 halamanDesign and Analysis of Riser For Sand Castingrpadhra8803Belum ada peringkat
- Green Buildings Operation and Maintenance: Case Study On Obstacles and OptimizationDokumen16 halamanGreen Buildings Operation and Maintenance: Case Study On Obstacles and OptimizationAbuBelum ada peringkat
- Akguzel 2012Dokumen14 halamanAkguzel 2012dewa made adityaBelum ada peringkat
- ThermoformingDokumen27 halamanThermoformingkrishnaBelum ada peringkat
- Mechanical Behaviour of Materials 2014Dokumen47 halamanMechanical Behaviour of Materials 2014bananaBelum ada peringkat
- Crusher Dust As Partial Cement Replacement Materrial in ConcreteDokumen138 halamanCrusher Dust As Partial Cement Replacement Materrial in ConcreteZELALEMBelum ada peringkat
- Thesis On Carbon FiberDokumen10 halamanThesis On Carbon Fiberbrendapotterreno100% (2)
- Trellis SpecDokumen3 halamanTrellis Spectroyel99Belum ada peringkat
- Anti Termite TreatmentDokumen99 halamanAnti Termite TreatmentPja ShanthaBelum ada peringkat
- Detail Panel Dan PJU1Dokumen8 halamanDetail Panel Dan PJU1Meigy R. KatikaBelum ada peringkat
- Manual of 725HP 10KV MotorDokumen12 halamanManual of 725HP 10KV MotorduongthetinhqbBelum ada peringkat
- 7.1 Transmission of Prestress (Part I) : 7.1.1 Pre-Tensioned MembersDokumen14 halaman7.1 Transmission of Prestress (Part I) : 7.1.1 Pre-Tensioned Memberssrikanth didlaBelum ada peringkat
- Lubrication and LubricantsDokumen17 halamanLubrication and LubricantsSamatha Farai ZviuyaBelum ada peringkat
- Class Presentation in Simplified Rehabilitation & Architectural, Mechanical, and Electricals Components According To FEMA 356Dokumen18 halamanClass Presentation in Simplified Rehabilitation & Architectural, Mechanical, and Electricals Components According To FEMA 356Girijesh Prasad SahBelum ada peringkat
- Digital Viriable-Capacity DX Air Handling Unit Installation and Maintenance ManualDokumen58 halamanDigital Viriable-Capacity DX Air Handling Unit Installation and Maintenance ManualAbyan TaufikBelum ada peringkat
- QCS-2010 Section 21 Part 21 Lightning ProtectionDokumen4 halamanQCS-2010 Section 21 Part 21 Lightning Protectionbryanpastor106Belum ada peringkat
- ESTAR HVACRaterChecklistDokumen4 halamanESTAR HVACRaterChecklistMeshal Al-mutairiBelum ada peringkat
- Locking Fasteners HandbookDokumen48 halamanLocking Fasteners HandbookMomchil YordanovBelum ada peringkat
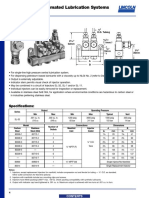
- Injector Autolub PDFDokumen4 halamanInjector Autolub PDFpengelana satuBelum ada peringkat
- Truss Terminology PDFDokumen3 halamanTruss Terminology PDFNerinel CoronadoBelum ada peringkat
- Reinforced Concrete Design - LESSON 1.1 PDFDokumen20 halamanReinforced Concrete Design - LESSON 1.1 PDFBeerRideBelum ada peringkat
- Install, Test, Commission and Handover Solar Thermal Hot WaterDokumen18 halamanInstall, Test, Commission and Handover Solar Thermal Hot WaterNoorul Mufas MnBelum ada peringkat
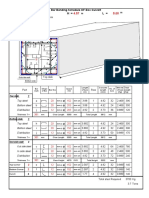
- Bar Bending Schedule OF Box CulvertDokumen1 halamanBar Bending Schedule OF Box CulvertAntonioNicala100% (1)
- (Encyclopedia of Energy Series) Robert U Ayres, Robert Costanza, Jose Goldemberg, Marija D Ilic, Eberhard Jochem, Robert Kaufmann, Amory B Lovins, Mohan Munasinghe, R K Pachauri, Claudia Sheinbaum Par.pdfDokumen836 halaman(Encyclopedia of Energy Series) Robert U Ayres, Robert Costanza, Jose Goldemberg, Marija D Ilic, Eberhard Jochem, Robert Kaufmann, Amory B Lovins, Mohan Munasinghe, R K Pachauri, Claudia Sheinbaum Par.pdfLuis Henrique NtaBelum ada peringkat
- EcogenDokumen2 halamanEcogenBelle CervantesBelum ada peringkat
- Assignment01 PPT57Dokumen15 halamanAssignment01 PPT57Usman AhmedBelum ada peringkat
- Eaton 7.2 KV Motor Control Ampgard Medium Voltage Design Guide Dg020001enDokumen46 halamanEaton 7.2 KV Motor Control Ampgard Medium Voltage Design Guide Dg020001enAlvaro Seguel SanhuezaBelum ada peringkat
- VAV BoxDokumen2 halamanVAV BoxCatherine MarianoBelum ada peringkat
- Ficha Balflex Baldril 300 PsiDokumen1 halamanFicha Balflex Baldril 300 PsiJUANPANIAGUABelum ada peringkat