Anda mungkin juga menyukai
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- აუტომოტივი, თებერვალი 2009Dokumen100 halamanაუტომოტივი, თებერვალი 2009emediageBelum ada peringkat
- აუტომოტივი, თებერვალი 2009Dokumen100 halamanაუტომოტივი, თებერვალი 2009emediageBelum ada peringkat
- აუტომოტივი, თებერვალი 2009Dokumen100 halamanაუტომოტივი, თებერვალი 2009emediageBelum ada peringkat
- აუტომოტივი, თებერვალი 2009Dokumen100 halamanაუტომოტივი, თებერვალი 2009emediageBelum ada peringkat
- აუტომოტივი, თებერვალი 2009Dokumen100 halamanაუტომოტივი, თებერვალი 2009emediageBelum ada peringkat
- Simple JAVA (Russian)Dokumen231 halamanSimple JAVA (Russian)Dana DingaBelum ada peringkat
- აუტომოტივი, თებერვალი 2009Dokumen100 halamanაუტომოტივი, თებერვალი 2009emediageBelum ada peringkat
- აუტომოტივი, თებერვალი 2009Dokumen100 halamanაუტომოტივი, თებერვალი 2009emediageBelum ada peringkat
- Simple JAVA (Russian)Dokumen231 halamanSimple JAVA (Russian)Dana DingaBelum ada peringkat
- Fenvik, მარტი 2012Dokumen180 halamanFenvik, მარტი 2012emediageBelum ada peringkat
- გაზეთი ქართული, მარტი 2011Dokumen2 halamanგაზეთი ქართული, მარტი 2011emediageBelum ada peringkat
- მირიანა, თებერვალი 2012Dokumen100 halamanმირიანა, თებერვალი 2012emediageBelum ada peringkat
- The First Magazine Test, თებერვალი 2012Dokumen43 halamanThe First Magazine Test, თებერვალი 2012emediageBelum ada peringkat
- Fenvik, მარტი 2012Dokumen7 halamanFenvik, მარტი 2012emediageBelum ada peringkat
- დიალოგი, იანვარი 2012Dokumen68 halamanდიალოგი, იანვარი 2012emediageBelum ada peringkat
- დიალოგი, ივნისი 2010Dokumen76 halamanდიალოგი, ივნისი 2010emediageBelum ada peringkat
- დიალოგი, ივნისი 2010Dokumen76 halamanდიალოგი, ივნისი 2010emediageBelum ada peringkat
- You and Your Family, Oct 2011Dokumen5 halamanYou and Your Family, Oct 2011emediageBelum ada peringkat
- Fenvik, მარტი 2012Dokumen180 halamanFenvik, მარტი 2012emediageBelum ada peringkat
- მირიანა, თებერვალი 2012Dokumen100 halamanმირიანა, თებერვალი 2012emediageBelum ada peringkat
- Css3 Cheat SheetDokumen1 halamanCss3 Cheat SheetPhilip SoaresBelum ada peringkat
- Fenvik, მარტი 2012Dokumen50 halamanFenvik, მარტი 2012emediageBelum ada peringkat
- დდდ, მარტი 2012Dokumen4 halamanდდდ, მარტი 2012emediageBelum ada peringkat
- მირიანა, თებერვალი 2012Dokumen100 halamanმირიანა, თებერვალი 2012emediageBelum ada peringkat
- Awake!, Jul 2011Dokumen4 halamanAwake!, Jul 2011emediageBelum ada peringkat
- მირიანა, თებერვალი 2012Dokumen100 halamanმირიანა, თებერვალი 2012emediageBelum ada peringkat
- You and Your Family, Apr 2011Dokumen5 halamanYou and Your Family, Apr 2011emediageBelum ada peringkat
- You and Your Family, Jan 2011Dokumen4 halamanYou and Your Family, Jan 2011emediageBelum ada peringkat
- Synthesis of Metal-Loaded Poly (Aminohexyl) (Aminopropyl) Silsesquioxane Colloids and Their Self-Organization Into DendritesDokumen4 halamanSynthesis of Metal-Loaded Poly (Aminohexyl) (Aminopropyl) Silsesquioxane Colloids and Their Self-Organization Into DendritesemediageBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Materials 13 04965Dokumen14 halamanMaterials 13 04965paulo passeiosBelum ada peringkat
- Keur 00824-401 201505Dokumen4 halamanKeur 00824-401 201505erik0007Belum ada peringkat
- Astm A560 A560m - 12Dokumen3 halamanAstm A560 A560m - 12Leandro Dilkin ConsulBelum ada peringkat
- 1 CH 3Dokumen29 halaman1 CH 3mohammed yasharBelum ada peringkat
- Master Emaco P210Dokumen2 halamanMaster Emaco P210Gavriel NgBelum ada peringkat
- Styrene Acrylic FTIRDokumen9 halamanStyrene Acrylic FTIRDesi Rahma PrihandiniBelum ada peringkat
- Reactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFDokumen32 halamanReactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFeid elsayedBelum ada peringkat
- CH 1 Construction Materials Notes.Dokumen7 halamanCH 1 Construction Materials Notes.Naif AbdulfetahBelum ada peringkat
- Lec 3Dokumen14 halamanLec 3anuda09Belum ada peringkat
- Masterlife Ci 220 v5Dokumen2 halamanMasterlife Ci 220 v5Tech BoyBelum ada peringkat
- Sheet Pile WallDokumen11 halamanSheet Pile WallKhandaker Khairul AlamBelum ada peringkat
- Astm A319.370238-1Dokumen2 halamanAstm A319.370238-1Fabio Augusto Hincapie Henao100% (1)
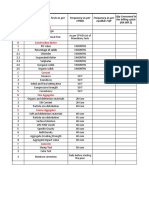
- Quality Tests RequirementDokumen6 halamanQuality Tests RequirementSandip PaulBelum ada peringkat
- ICC-ES-AC 86-0619-AltDokumen10 halamanICC-ES-AC 86-0619-AltrcBelum ada peringkat
- Arches: Theory of StructuresDokumen20 halamanArches: Theory of StructuresAravind BhashyamBelum ada peringkat
- Equilibrium and Elasticity: Powerpoint Lectures ForDokumen16 halamanEquilibrium and Elasticity: Powerpoint Lectures FordeeparBelum ada peringkat
- Characterization of Minerals, Metals and MaterialsDokumen723 halamanCharacterization of Minerals, Metals and Materialslfvorster99Belum ada peringkat
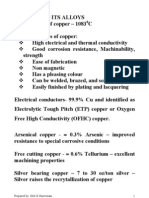
- Copper and It's AlloysDokumen5 halamanCopper and It's AlloysReza MortazaviBelum ada peringkat
- Determination of Alcohol Content in WineDokumen5 halamanDetermination of Alcohol Content in WineAna María Vallejo TorresBelum ada peringkat
- Sika Lightcrete I-500: Admixture For Lightweight ConcreteDokumen3 halamanSika Lightcrete I-500: Admixture For Lightweight ConcreteAmmar A. AliBelum ada peringkat
- Materials for shoes, optical lenses and water bottlesDokumen3 halamanMaterials for shoes, optical lenses and water bottlesJpricarioBelum ada peringkat
- Temperature Distribution in Concrete Bridges by E C Hambly PDFDokumen6 halamanTemperature Distribution in Concrete Bridges by E C Hambly PDFAnonymous dxsNnL6S8hBelum ada peringkat
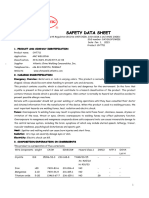
- Safety Data Sheet (MSDS CHT711 2023.1.1) (CHT711 JT-71T1-) From Atlantic 20231228Dokumen5 halamanSafety Data Sheet (MSDS CHT711 2023.1.1) (CHT711 JT-71T1-) From Atlantic 20231228sergio.lopezBelum ada peringkat
- Claus ProcessDokumen6 halamanClaus ProcessRafi AlgawiBelum ada peringkat
- JH Sir Ionic DPP 3Dokumen4 halamanJH Sir Ionic DPP 3Tavishi SinghBelum ada peringkat
- Mechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresDokumen39 halamanMechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresMohammed AzharuddinBelum ada peringkat
- STANDARD SPECIFICATIONS FOR CONSTRUCTION OF ROADS AND BRIDGES ON FEDERAL HIGHWAY PROJECTS - fp14 PDFDokumen762 halamanSTANDARD SPECIFICATIONS FOR CONSTRUCTION OF ROADS AND BRIDGES ON FEDERAL HIGHWAY PROJECTS - fp14 PDFAhmad Dzikri Fauzan100% (1)
- Tube To Tubesheet Weld Joint Design & Welding Qualifications MicroDokumen21 halamanTube To Tubesheet Weld Joint Design & Welding Qualifications MicroSiva baalanBelum ada peringkat
- Swimming Pool EstimatesDokumen1 halamanSwimming Pool EstimatesgreatgeniusBelum ada peringkat
- Assessment PN1096617Dokumen14 halamanAssessment PN1096617Amr TarekBelum ada peringkat