Anda mungkin juga menyukai
- Programación por metas para la optimización de la producción de 3 nuevos productosDokumen5 halamanProgramación por metas para la optimización de la producción de 3 nuevos productosCesar DiazBelum ada peringkat
- Congelación MpsDokumen11 halamanCongelación MpsABRAHAM PATIÑO MARTINEZBelum ada peringkat
- Cuadro Comparativo Tiempos Predeterminados.Dokumen5 halamanCuadro Comparativo Tiempos Predeterminados.marcos pantojaBelum ada peringkat
- Unidad 4 - 18500712Dokumen20 halamanUnidad 4 - 18500712Fede CrusBelum ada peringkat
- 3.4 Educación y CapacitaciónDokumen10 halaman3.4 Educación y CapacitaciónEduardo GasparianoBelum ada peringkat
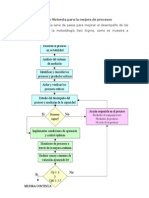
- 10 pasos Motorola mejora procesosDokumen4 halaman10 pasos Motorola mejora procesosPedro CutipaBelum ada peringkat
- Menor Es Mejor 1Dokumen20 halamanMenor Es Mejor 1Mario HernandezBelum ada peringkat
- Toyotismo: origen y principios del sistema de producciónDokumen7 halamanToyotismo: origen y principios del sistema de producciónNancy HernandezBelum ada peringkat
- AMEF diseño sistema producción vinoDokumen4 halamanAMEF diseño sistema producción vinoGerardo SalgadoBelum ada peringkat
- GRAFICA NPDokumen24 halamanGRAFICA NPduraymjdv100% (8)
- Cuadro Comparativo Entre El Método AMEF y What IfDokumen2 halamanCuadro Comparativo Entre El Método AMEF y What IfPaola Citalán100% (1)
- Ensayo Libro PromodelDokumen6 halamanEnsayo Libro PromodelAndres' AraizaBelum ada peringkat
- Preservacion ProgresivaDokumen3 halamanPreservacion ProgresivaLuis Daniel RodríguezBelum ada peringkat
- Conclusiones Diagnostico de La ProductividadDokumen1 halamanConclusiones Diagnostico de La Productividadximena fdezBelum ada peringkat
- Mantenimiento CurativoDokumen5 halamanMantenimiento CurativoHonorio Salazar100% (2)
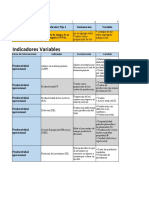
- Indicadores Linea de Acción Productividad Operativa Camara de ComercioDokumen4 halamanIndicadores Linea de Acción Productividad Operativa Camara de ComercioRicardo ChegwinBelum ada peringkat
- Exposición AMEFDokumen34 halamanExposición AMEFMartin Cadena BadillaBelum ada peringkat
- Maquinado con chorro abrasivo y aguaDokumen14 halamanMaquinado con chorro abrasivo y aguaesteban cervantesBelum ada peringkat
- Ejercicio MinitabDokumen2 halamanEjercicio MinitabYaine Meza FonsecaBelum ada peringkat
- Snest Simulacion U4 Global Especial 2014Dokumen2 halamanSnest Simulacion U4 Global Especial 2014Luis Benjamin Mendoza Ballines0% (1)
- Limites de ResponsabilidadDokumen3 halamanLimites de ResponsabilidadLuis DemianBelum ada peringkat
- AA 3-2. Práctica # 3 TIR y VPN Valdez - Garcia - VenturaDokumen14 halamanAA 3-2. Práctica # 3 TIR y VPN Valdez - Garcia - VenturaVenturaValdezBelum ada peringkat
- 2.5 Los IndicadoresDokumen3 halaman2.5 Los IndicadoresBelen ArizmendiBelum ada peringkat
- 2.6 Proceso de ManufacturaDokumen18 halaman2.6 Proceso de ManufacturaJesus ChavezBelum ada peringkat
- 3.1. Tops Análisis-4 PDFDokumen45 halaman3.1. Tops Análisis-4 PDFLuisBelum ada peringkat
- Práctica 2 Herrtas AdministrativasDokumen27 halamanPráctica 2 Herrtas AdministrativasLuis GoveaBelum ada peringkat
- Cuestionario AmefDokumen3 halamanCuestionario AmefGeovannaBelum ada peringkat
- Nuevo Documento de Microsoft WordDokumen3 halamanNuevo Documento de Microsoft WordMiguel Angel HdzBelum ada peringkat
- Ejercicios Del Tema 4Dokumen9 halamanEjercicios Del Tema 4Cesar DiazBelum ada peringkat
- Manufactura Esbelta y Sus Tipos de HerramientasDokumen8 halamanManufactura Esbelta y Sus Tipos de HerramientasFanny HernándezBelum ada peringkat
- 5.4 Tendencia A La Eliminación de Almacenes de RefaccionesDokumen2 halaman5.4 Tendencia A La Eliminación de Almacenes de RefaccionesMaritsa Elizabeth Huerta Reyes0% (2)
- Introducción MPTDokumen4 halamanIntroducción MPTNatalie Ticona Peralta100% (1)
- Smed TerminadoDokumen7 halamanSmed Terminadoxavos0% (1)
- Ergonomis Practica 2 .1Dokumen9 halamanErgonomis Practica 2 .1Fernando MarinBelum ada peringkat
- Metodo de Kilbridge y WesternDokumen15 halamanMetodo de Kilbridge y WesternLuis Medina0% (1)
- Investigacion de Sistemas DurosDokumen4 halamanInvestigacion de Sistemas DurosAngelHernandezBarraganBelum ada peringkat
- 1.5.5 Diagrama de FlujoDokumen3 halaman1.5.5 Diagrama de FlujoAlexis Sanchez LoaizaBelum ada peringkat
- 5.2 La Utilización de Software para Administrar El Mantenimiento en Una EmpresaDokumen7 halaman5.2 La Utilización de Software para Administrar El Mantenimiento en Una EmpresaElisa MarielBelum ada peringkat
- Implantación TPM fases objetivosDokumen4 halamanImplantación TPM fases objetivosCésar Ricardo Vázquez Corona100% (1)
- 1.4 Modelos y ControlDokumen25 halaman1.4 Modelos y ControlMayumi AlRuBelum ada peringkat
- Índice de riesgos DTA menos deDokumen2 halamanÍndice de riesgos DTA menos dejrah2001Belum ada peringkat
- Medición rendimiento fabricaciónDokumen6 halamanMedición rendimiento fabricaciónirvingBelum ada peringkat
- 2.2. Ergonomía Ocupacional.Dokumen2 halaman2.2. Ergonomía Ocupacional.ALONDRA KAZANDRA LONGORIA ORTEGABelum ada peringkat
- Ejercicios Planeación Del MantenimientoDokumen4 halamanEjercicios Planeación Del MantenimientoMaximiliano Díaz33% (3)
- 5.1 Requisitos Del Mantenimiento de Acuerdo A Lanorma Iso-9001 e Iso TS 16949Dokumen7 halaman5.1 Requisitos Del Mantenimiento de Acuerdo A Lanorma Iso-9001 e Iso TS 16949Arturo Lomart RomanBelum ada peringkat
- ITSH: Muestreo del trabajoDokumen2 halamanITSH: Muestreo del trabajoCristian Orozco RamírezBelum ada peringkat
- 3.1 PrincipiosDokumen18 halaman3.1 PrincipiosGerardo AckermanBelum ada peringkat
- 2.5 Analisis - de - SensibilidadDokumen57 halaman2.5 Analisis - de - SensibilidadVictor Manuel Cruz MartinezBelum ada peringkat
- Créditos MercantilesDokumen15 halamanCréditos MercantilesgerardoBelum ada peringkat
- Tipo de FabricaDokumen3 halamanTipo de FabricaRuben Lopez RicoBelum ada peringkat
- Ejercicio MinitabDokumen4 halamanEjercicio MinitabYelitza MorenoBelum ada peringkat
- Análisis de alternativas de inversión con métodos de valor presente y valor anualDokumen45 halamanAnálisis de alternativas de inversión con métodos de valor presente y valor anualHuckeberry FinnBelum ada peringkat
- Evaluación escrita localización instalaciones métodosDokumen5 halamanEvaluación escrita localización instalaciones métodosDaniel GayossoBelum ada peringkat
- 4.6. Tendencia A La Eliminación de Almacenes de RefaccionesDokumen3 halaman4.6. Tendencia A La Eliminación de Almacenes de RefaccionesMaximiliano DíazBelum ada peringkat
- Solución de problemas de manufactura: comparación de metodologíasDokumen5 halamanSolución de problemas de manufactura: comparación de metodologíasKATIABelum ada peringkat
- Tecnicas de ReemplazoDokumen20 halamanTecnicas de ReemplazoMariela Garcia Montes0% (2)
- Actividad 4 Caso PracticoDokumen6 halamanActividad 4 Caso PracticoJimmy de HernandezBelum ada peringkat
- PFMEADokumen23 halamanPFMEAregcarl2Belum ada peringkat
- PFMEADokumen21 halamanPFMEAOscar HurtadoBelum ada peringkat
- AMEFDokumen22 halamanAMEF10665666Belum ada peringkat
- Buenas Prácticas para La Eficiencia Energética Del Transporte de CargaDokumen6 halamanBuenas Prácticas para La Eficiencia Energética Del Transporte de CargaEnrique del ReyBelum ada peringkat
- Buenas Prácticas para La Eficiencia Energética Del Transporte de CargaDokumen6 halamanBuenas Prácticas para La Eficiencia Energética Del Transporte de CargaEnrique del ReyBelum ada peringkat
- AMEFDokumen15 halamanAMEFRobert Hernando Rojas Torres100% (4)
- Check List Tableros Electricos PDFDokumen2 halamanCheck List Tableros Electricos PDFMaxiSanchez100% (1)
- Riesgos de Los Compresores PDFDokumen2 halamanRiesgos de Los Compresores PDFEnrique del ReyBelum ada peringkat
- Check List Tableros Electricos PDFDokumen2 halamanCheck List Tableros Electricos PDFMaxiSanchez100% (1)
- Formatos de Bitacoras de Control de Mtto para Las CSH-2014 PDFDokumen5 halamanFormatos de Bitacoras de Control de Mtto para Las CSH-2014 PDFteresaBelum ada peringkat
- Descalificaciones AutomáticasDokumen1 halamanDescalificaciones AutomáticasEnrique del ReyBelum ada peringkat
- Check List Tableros ElectricosDokumen14 halamanCheck List Tableros ElectricosEnrique del ReyBelum ada peringkat
- Informe Revision Por La Direcc SQKRPDokumen68 halamanInforme Revision Por La Direcc SQKRPEnrique del ReyBelum ada peringkat
- Instructivo para La Evaluación de ProveedoresDokumen6 halamanInstructivo para La Evaluación de ProveedoresEnrique del Rey0% (1)
- Ejemplo de Formato para La DEVOUCIÓN DE MERCANCÍADokumen1 halamanEjemplo de Formato para La DEVOUCIÓN DE MERCANCÍAEnrique del ReyBelum ada peringkat
- Nom 018 STPSDokumen55 halamanNom 018 STPSCarlos ChavezBelum ada peringkat
- 04 EnvasesDokumen19 halaman04 EnvasesfridecitaBelum ada peringkat
- ManualSegMmtoInstElecfinalpublicar2017 PDFDokumen30 halamanManualSegMmtoInstElecfinalpublicar2017 PDFEnrique del ReyBelum ada peringkat
- FS037Dokumen1 halamanFS037Adolfo Villamil PerezBelum ada peringkat
- Formato para Inspecciones de Orden y Aseo en Áreas OperativasDokumen12 halamanFormato para Inspecciones de Orden y Aseo en Áreas OperativasEnrique del Rey0% (1)
- Guía de Utilización Herramienta EstelaDokumen7 halamanGuía de Utilización Herramienta EstelaEnrique del ReyBelum ada peringkat
- Aviso para Trabajar Tiempo ExtraDokumen3 halamanAviso para Trabajar Tiempo ExtraEnrique del ReyBelum ada peringkat
- FS037Dokumen1 halamanFS037Adolfo Villamil PerezBelum ada peringkat
- Guía de Utilización Herramienta EstelaDokumen7 halamanGuía de Utilización Herramienta EstelaEnrique del ReyBelum ada peringkat
- Ejemplo de Formato para La DEVOUCIÓN DE MERCANCÍADokumen1 halamanEjemplo de Formato para La DEVOUCIÓN DE MERCANCÍAEnrique del ReyBelum ada peringkat
- Formato Inspeccion Semanal de MontacargasDokumen1 halamanFormato Inspeccion Semanal de MontacargasEnrique del ReyBelum ada peringkat
- Acta de Recorrido de Verificación Trimestral CSHDokumen2 halamanActa de Recorrido de Verificación Trimestral CSHEnrique del Rey0% (2)
- Contrato Individual de Trabajo Por Tiempo Determinado Con Periodo A PruebaDokumen4 halamanContrato Individual de Trabajo Por Tiempo Determinado Con Periodo A PruebaEnrique del Rey0% (1)
- Aviso para Trabajar Tiempo ExtraDokumen3 halamanAviso para Trabajar Tiempo ExtraEnrique del ReyBelum ada peringkat
- Formato Entrega de Ropa de Trabajo y EppDokumen2 halamanFormato Entrega de Ropa de Trabajo y EppEnrique del Rey100% (2)
- Formato Entrega de Ropa de Trabajo y EppDokumen2 halamanFormato Entrega de Ropa de Trabajo y EppEnrique del Rey100% (2)
- For GB 019 Formato Inspeccion ExtintoresDokumen1 halamanFor GB 019 Formato Inspeccion ExtintoresMaye De EspinosaBelum ada peringkat
- Inspección de Máquina y Equipo de SoldarDokumen2 halamanInspección de Máquina y Equipo de SoldarEnrique del ReyBelum ada peringkat
- Informe de Creacion de Proyecto de InversionDokumen3 halamanInforme de Creacion de Proyecto de InversionELIDEDBelum ada peringkat
- La PermutaDokumen4 halamanLa PermutaJulisa FiallosBelum ada peringkat
- Caso 4 - Proyecto InmobiliarioDokumen9 halamanCaso 4 - Proyecto InmobiliarioEdgar Enrique Vilca Romero100% (1)
- CHTX PDFDokumen214 halamanCHTX PDFErik ZuñigaBelum ada peringkat
- Guía básica CVDokumen16 halamanGuía básica CVFernando Cortés de PazBelum ada peringkat
- Ley de Asociaciones Sin Fines de LucroDokumen6 halamanLey de Asociaciones Sin Fines de LucroErnesto Cuestas GranielloBelum ada peringkat
- Primera Entrega Estados Financieros Basicos y ConsolidadosDokumen15 halamanPrimera Entrega Estados Financieros Basicos y ConsolidadosNykyfer Sueño PrismaBelum ada peringkat
- Cuestionario Capitolo 5 Contabilidad Administrativa IIDokumen7 halamanCuestionario Capitolo 5 Contabilidad Administrativa IISandy Eileen RamosBelum ada peringkat
- Curso BVDokumen4 halamanCurso BVLora BoydBelum ada peringkat
- Primer Trabajo, Estadística CON CARÁTULADokumen15 halamanPrimer Trabajo, Estadística CON CARÁTULAMendoza Quispe Luis JorgeBelum ada peringkat
- Orientacion GeocentricaDokumen6 halamanOrientacion GeocentricaPaola Cano100% (1)
- Financiación planta cementera ChinaDokumen40 halamanFinanciación planta cementera ChinaAndrés Ugarte Miota100% (1)
- Invitacion A Ofertar Proyecto Devimar - RFQ Estructuras TunelDokumen2 halamanInvitacion A Ofertar Proyecto Devimar - RFQ Estructuras TunelJose Omar Valero HernandezBelum ada peringkat
- Productos 2012 6Dokumen163 halamanProductos 2012 6Nasly SantacruzBelum ada peringkat
- Mercado de Productos Organicos Del PeruDokumen17 halamanMercado de Productos Organicos Del PeruEnrique Carranza100% (2)
- H03.03 - DR - 03 Anexo 2 Normativa para La Aplicacion de Reajuste de Precios de Contratos de Obras, Bienes, Servicios Especificos y Consultoria para Las Actividades de Exploracion yDokumen14 halamanH03.03 - DR - 03 Anexo 2 Normativa para La Aplicacion de Reajuste de Precios de Contratos de Obras, Bienes, Servicios Especificos y Consultoria para Las Actividades de Exploracion yCarlos LuceroBelum ada peringkat
- Ensayo de Mercadotecnia ElectronicaDokumen15 halamanEnsayo de Mercadotecnia ElectronicaDaniel DavisBelum ada peringkat
- Taller Moodle Clasificacion de Empresas NiifDokumen4 halamanTaller Moodle Clasificacion de Empresas NiifJulii Romeroo100% (1)
- Manejo de Los AlmacenesDokumen49 halamanManejo de Los AlmacenesIprsttlang SegundoBelum ada peringkat
- Curriculum VitaeDokumen4 halamanCurriculum VitaeNash Paul Polzl100% (1)
- Plan de Cuentas Empresa ComercialDokumen3 halamanPlan de Cuentas Empresa ComercialRodrigo TococariBelum ada peringkat
- Programa de Monitoreo AmbientalDokumen7 halamanPrograma de Monitoreo AmbientalFavioCuetoRivasBelum ada peringkat
- Actividad 10, Evidencia 4 Ejercicio Practico DesaduanamientoDokumen3 halamanActividad 10, Evidencia 4 Ejercicio Practico Desaduanamientonicolas galvisBelum ada peringkat
- Curriculo Ing. Maika QuirozDokumen10 halamanCurriculo Ing. Maika QuirozMaika Quiroz ArauzBelum ada peringkat
- Proyecto Pedagogico Del PlantelDokumen130 halamanProyecto Pedagogico Del Planteljoaquinn51981Belum ada peringkat
- LecheDokumen192 halamanLecheMaria Eugenia HernandezBelum ada peringkat
- Proyectodeintegracion 01 Equipo01Dokumen210 halamanProyectodeintegracion 01 Equipo01Elvis RafaelBelum ada peringkat
- El Sitio Nº1Dokumen18 halamanEl Sitio Nº1Numismática La Alcancía Coleccionables En GeneralBelum ada peringkat
- Demanda Laboral PensionDokumen7 halamanDemanda Laboral PensionPC Yamile PCBelum ada peringkat
- Obra civil municipalDokumen61 halamanObra civil municipalJuan Jose Carhuajulca Pinedo100% (3)