Anda mungkin juga menyukai
- Fluid Power Symbols ChartDokumen2 halamanFluid Power Symbols ChartMahmoud NaelBelum ada peringkat
- TTT Curves 1Dokumen101 halamanTTT Curves 1ibrahimBelum ada peringkat
- Equilibrium Crystallisation of Iron-Carbon Alloys LectureDokumen25 halamanEquilibrium Crystallisation of Iron-Carbon Alloys LectureTisza_MBelum ada peringkat
- Lecture 04-CCT and TemperingDokumen17 halamanLecture 04-CCT and TemperingRudy Dwi PrasetyoBelum ada peringkat
- TTT and CCT Continuous Cooling TransformationDokumen6 halamanTTT and CCT Continuous Cooling TransformationurcojBelum ada peringkat
- Segregation in CastingDokumen17 halamanSegregation in CastingAsmaa Smsm Abdallh78% (9)
- Rolling of Metals Process and Principles (With Diagram)Dokumen11 halamanRolling of Metals Process and Principles (With Diagram)SUDIPTA BHATTACHARJEEBelum ada peringkat
- Mechanical SectionDokumen16 halamanMechanical SectionFrancis DimeBelum ada peringkat
- Cswip 3.1 (Welding Inspector) Multiple Choice QuestionsDokumen18 halamanCswip 3.1 (Welding Inspector) Multiple Choice QuestionsRajkumar ABelum ada peringkat
- Effect of Elements in SteelDokumen3 halamanEffect of Elements in SteelJayakrishnan Radhakrishnan100% (1)
- Maintenance Parts ListDokumen252 halamanMaintenance Parts ListGORDBelum ada peringkat
- Overheat Induced Failure of A Steel Tube in An Electric Arc Furnace (EAF) Cooling SystemDokumen7 halamanOverheat Induced Failure of A Steel Tube in An Electric Arc Furnace (EAF) Cooling SystemArif Ockta100% (1)
- Anti Surge Controller Protects CompressorsDokumen5 halamanAnti Surge Controller Protects CompressorsInter Tung100% (1)
- Understanding The Properties of Oxide Scales On Hot Rolled Steel StripDokumen6 halamanUnderstanding The Properties of Oxide Scales On Hot Rolled Steel Stripradinasr100% (1)
- Effective Filtration of Steel CastingsDokumen40 halamanEffective Filtration of Steel CastingsWalter Hartwell WhiteBelum ada peringkat
- Effect of heat treatment on spring steel microstructures and propertiesDokumen7 halamanEffect of heat treatment on spring steel microstructures and propertiesMahmood KhanBelum ada peringkat
- Tempcore ProcessDokumen23 halamanTempcore ProcessKumaran 1987Belum ada peringkat
- Basic Metallurgy: Numbering Systems For Metals and AlloysDokumen15 halamanBasic Metallurgy: Numbering Systems For Metals and AlloysAcid BurnsBelum ada peringkat
- Creep Failures of Overheated Boiler TubesDokumen21 halamanCreep Failures of Overheated Boiler TubesKailas GophaneBelum ada peringkat
- The TEMPCORE ProcessDokumen15 halamanThe TEMPCORE ProcessShanna Lee100% (1)
- Inclusion in Cast SteelDokumen42 halamanInclusion in Cast SteelAnonymous w6v7JWfr5100% (1)
- Defects On Al Billets PDFDokumen7 halamanDefects On Al Billets PDFnanbetonamoBelum ada peringkat
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelDari EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelBelum ada peringkat
- Vacuum Metallurgy & Secondary SteelmakingDokumen18 halamanVacuum Metallurgy & Secondary Steelmakingdroy21Belum ada peringkat
- Dieless Wire DrawingDokumen8 halamanDieless Wire DrawingRohit GothwalBelum ada peringkat
- Sand Casting GuideDokumen71 halamanSand Casting Guidevenkat4Belum ada peringkat
- Thermomechanical Processing and Constitutive Strength of Hot Rolled Mild SteelDokumen104 halamanThermomechanical Processing and Constitutive Strength of Hot Rolled Mild SteelvishwanathanskBelum ada peringkat
- Nickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForDokumen8 halamanNickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForGreg YeeBelum ada peringkat
- Melting and Holding October 08Dokumen10 halamanMelting and Holding October 08Aragaw MuluBelum ada peringkat
- Scale Nippon SteelDokumen5 halamanScale Nippon SteelsankhadipBelum ada peringkat
- Introduction To Plate BucklinDokumen12 halamanIntroduction To Plate BucklinAndré FerreiraBelum ada peringkat
- 930E-4 Field Assembly PDFDokumen336 halaman930E-4 Field Assembly PDFLucia Berry100% (9)
- A General Review of The Causes and Acceptance of Shape ImperfectionsDokumen7 halamanA General Review of The Causes and Acceptance of Shape ImperfectionsMuhammed SulfeekBelum ada peringkat
- Casting and Fabrication of High-Damping Manganese-Copper AlloysDokumen28 halamanCasting and Fabrication of High-Damping Manganese-Copper Alloysbrad209Belum ada peringkat
- The Effect of Slag Modeling To Improve Steelmaking Processes PDFDokumen12 halamanThe Effect of Slag Modeling To Improve Steelmaking Processes PDFPaulo J. C. EstevesBelum ada peringkat
- InclusionsDokumen40 halamanInclusionsricha_msmeBelum ada peringkat
- Retained Austenite and PittingDokumen6 halamanRetained Austenite and PittingSuhaib AshrafBelum ada peringkat
- Steel CleanlinessDokumen22 halamanSteel Cleanlinessdrbeyer100% (1)
- Synthetic Slag For Secondary SteelmakingDokumen6 halamanSynthetic Slag For Secondary SteelmakingWaqas Ahmed100% (2)
- STS BLOOM CASTER FOR SPECIAL STEELS AT IZHSTALDokumen21 halamanSTS BLOOM CASTER FOR SPECIAL STEELS AT IZHSTALkalaiBelum ada peringkat
- Iron Carbon Phase DiagramDokumen4 halamanIron Carbon Phase DiagramMizanur RahmanBelum ada peringkat
- Inclusion Sulphur ControlDokumen5 halamanInclusion Sulphur ControlDeepak Patel100% (1)
- Effect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIDokumen6 halamanEffect of Cooling Rate On Microstructure and Mechanical Properties of Gray Cast Iron - IsIgiokniessBelum ada peringkat
- Rolling Extrusion & DrawingDokumen52 halamanRolling Extrusion & DrawingSpidyBelum ada peringkat
- Solidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalDokumen62 halamanSolidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalIndranil Bhattacharyya100% (1)
- Everything You Need to Know About Rolling of MetalsDokumen28 halamanEverything You Need to Know About Rolling of MetalsSaiful Islam100% (1)
- Heat TreatmentDokumen21 halamanHeat TreatmentChernet MerknehBelum ada peringkat
- Heat Treatment Grossmann Hardenability PDFDokumen11 halamanHeat Treatment Grossmann Hardenability PDFsivajirao70100% (2)
- Effects of MN Content and Heat TreatmentDokumen5 halamanEffects of MN Content and Heat TreatmentTrần Xuân VịnhBelum ada peringkat
- Casting Technology 04Dokumen11 halamanCasting Technology 04Sreekumar RajendrababuBelum ada peringkat
- Grain+Size+Effect+on+the+Martensite+Formation+in+a+High Manganese+TWIP+Steel+by+the+Rietveld+MethodDokumen6 halamanGrain+Size+Effect+on+the+Martensite+Formation+in+a+High Manganese+TWIP+Steel+by+the+Rietveld+MethodLeonidas GilapaBelum ada peringkat
- Duplex Stainless Steel 329 Round Bars ManufacturerDokumen2 halamanDuplex Stainless Steel 329 Round Bars Manufacturertien100% (1)
- Grains Structure of IngotsDokumen6 halamanGrains Structure of Ingotshayder1920Belum ada peringkat
- CONTINUOUS CASTING ColloquiumDokumen18 halamanCONTINUOUS CASTING ColloquiumakritiBelum ada peringkat
- Riview On Cold Drawing Process PDFDokumen7 halamanRiview On Cold Drawing Process PDFAmandeep Singh GujralBelum ada peringkat
- Analsis of Wire Drawing MachineDokumen15 halamanAnalsis of Wire Drawing MachineCallistus Agu100% (1)
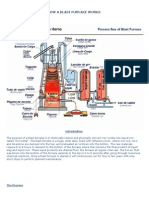
- How A Blast Furnace WorksDokumen7 halamanHow A Blast Furnace WorksprasenjitsayantanBelum ada peringkat
- Gray Iron Foundries Produce High-Strength CastingsDokumen20 halamanGray Iron Foundries Produce High-Strength Castingsbebe3838Belum ada peringkat
- Tool Steels E28093 Molybdenum High Speed SteelsDokumen5 halamanTool Steels E28093 Molybdenum High Speed Steelswulfgang66Belum ada peringkat
- Cast IronDokumen25 halamanCast IronsuhailBelum ada peringkat
- Isothermal Transformation DiagramsDokumen6 halamanIsothermal Transformation DiagramsSalem GarrabBelum ada peringkat
- Iron Carbon Phase DiagramDokumen3 halamanIron Carbon Phase DiagramrabikmBelum ada peringkat
- Optimisation of Reheat Furnace - Air PreheaterDokumen6 halamanOptimisation of Reheat Furnace - Air PreheaterLTE002Belum ada peringkat
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesDari EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesBelum ada peringkat
- Sample 35313Dokumen16 halamanSample 35313Francis CometaBelum ada peringkat
- LNT PricelistDokumen104 halamanLNT PricelistmbhangaleBelum ada peringkat
- Centrifugal Pump Definition Components Working Priming Advantages Disadvantages and Applications PDFDokumen7 halamanCentrifugal Pump Definition Components Working Priming Advantages Disadvantages and Applications PDFMuhammad Yasar JavaidBelum ada peringkat
- Metodo de FuerzaDokumen37 halamanMetodo de FuerzaJheysson Raphael Lopez guevaraBelum ada peringkat
- BPT 13 Balanced Pressure Thermostatic Steam TrapDokumen2 halamanBPT 13 Balanced Pressure Thermostatic Steam Trapmember1000Belum ada peringkat
- Arctic Cat 2008 DVX 50 Utility Service ManualDokumen10 halamanArctic Cat 2008 DVX 50 Utility Service Manualsergio100% (45)
- Steady Heat Transfer AND Thermal Resistance Networks: Dr. Şaziye Balku 1Dokumen24 halamanSteady Heat Transfer AND Thermal Resistance Networks: Dr. Şaziye Balku 1Pankaj KumarBelum ada peringkat
- Daewoo - DWD m8041 m8042 m8043 DWD m1041 m1042 m1043 DWD m1241 m1242 m1243Dokumen32 halamanDaewoo - DWD m8041 m8042 m8043 DWD m1041 m1042 m1043 DWD m1241 m1242 m1243Mihai LunguBelum ada peringkat
- Steampower SystemsDokumen60 halamanSteampower SystemsDenis StancuBelum ada peringkat
- Rock Stress AnalysisDokumen30 halamanRock Stress Analysissamwel juliusBelum ada peringkat
- Cylinders PrinceDokumen28 halamanCylinders PrincejaimeanriquezBelum ada peringkat
- High Head Drainage PumpsDokumen9 halamanHigh Head Drainage PumpsEnrique MurgiaBelum ada peringkat
- Catalogo Motores Hidraulicos DanfossDokumen40 halamanCatalogo Motores Hidraulicos DanfossTiago RezendeBelum ada peringkat
- Eurotech Multiflex 545-735-835 SeriesDokumen4 halamanEurotech Multiflex 545-735-835 SeriesCNC SYSTEMSBelum ada peringkat
- Jot Brochure 2021-22Dokumen60 halamanJot Brochure 2021-22Darshan MakwanaBelum ada peringkat
- Datasheet Downhole-Fluid-Sampler en ScreenDokumen8 halamanDatasheet Downhole-Fluid-Sampler en ScreenArash PourshoushtarBelum ada peringkat
- Conveyor ExercisesDokumen26 halamanConveyor ExercisesdanerdrrellBelum ada peringkat
- TCR User Manual TCR Part 3 Iss3 15.01.19Dokumen21 halamanTCR User Manual TCR Part 3 Iss3 15.01.19ASEM NjadatBelum ada peringkat
- Transmission Case StudyDokumen35 halamanTransmission Case StudyPratik AgrawalBelum ada peringkat
- Beam Design CalculationDokumen3 halamanBeam Design Calculationgovind narayan ShuklaBelum ada peringkat
- Course Outline (For Student)Dokumen3 halamanCourse Outline (For Student)hahahaBelum ada peringkat
- Running Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGDokumen16 halamanRunning Procedure: Voestalpine Tubulars GMBH & Co KG Voestalpine Tubulars GMBH & Co KGSumesh DethanBelum ada peringkat