Anda mungkin juga menyukai
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- 559 Fault CodeDokumen4 halaman559 Fault Codeabdelbagi ibrahim100% (1)
- GCSDokumen20 halamanGCSnicole aligno100% (2)
- Quiz EmbryologyDokumen41 halamanQuiz EmbryologyMedShare90% (67)
- EO On Ban of Fireworks (Integrated)Dokumen2 halamanEO On Ban of Fireworks (Integrated)Mario Roldan Jr.Belum ada peringkat
- Chemical and Physical Properties of Refined Petroleum ProductsDokumen36 halamanChemical and Physical Properties of Refined Petroleum Productskanakarao1Belum ada peringkat
- Sigma monitor relayDokumen32 halamanSigma monitor relayEdwin Oria EspinozaBelum ada peringkat
- Executive Order 000Dokumen2 halamanExecutive Order 000Randell ManjarresBelum ada peringkat
- General JournalDokumen11 halamanGeneral JournalZaheer Ahmed Swati100% (2)
- Switzerland: Food and CultureDokumen18 halamanSwitzerland: Food and CultureAaron CoutinhoBelum ada peringkat
- Bio-Tank Guidelines for Indian RailwayDokumen51 halamanBio-Tank Guidelines for Indian Railwayravi100% (2)
- Chapter 4Dokumen26 halamanChapter 4Lana AlakhrasBelum ada peringkat
- Measure BlowingDokumen52 halamanMeasure BlowingLos Ángeles Customs GarageBelum ada peringkat
- Analysis of Heavy Metals Concentration in Landfill Soil IJERTV8IS120019Dokumen2 halamanAnalysis of Heavy Metals Concentration in Landfill Soil IJERTV8IS120019Eustache NIJEJEBelum ada peringkat
- EEDMATH1 - Teaching Mathematics in The Primary Grades Beed 2E Learning Activity PlanDokumen3 halamanEEDMATH1 - Teaching Mathematics in The Primary Grades Beed 2E Learning Activity PlanBELJUNE MARK GALANANBelum ada peringkat
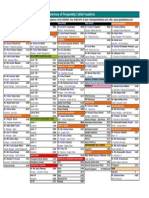
- Directory of Frequently Called Numbers: Maj. Sheikh RahmanDokumen1 halamanDirectory of Frequently Called Numbers: Maj. Sheikh RahmanEdward Ebb BonnoBelum ada peringkat
- PERSONS Finals Reviewer Chi 0809Dokumen153 halamanPERSONS Finals Reviewer Chi 0809Erika Angela GalceranBelum ada peringkat
- Philippines implements external quality assessment for clinical labsDokumen2 halamanPhilippines implements external quality assessment for clinical labsKimberly PeranteBelum ada peringkat
- 50-Orthodontic Objectives in Orthognathic Surgery-State of The PDFDokumen15 halaman50-Orthodontic Objectives in Orthognathic Surgery-State of The PDFDeena A. AlshwairikhBelum ada peringkat
- The Impact of StressDokumen3 halamanThe Impact of StressACabalIronedKryptonBelum ada peringkat
- 07 Chapter2Dokumen16 halaman07 Chapter2Jigar JaniBelum ada peringkat
- Acc101Q7CE 5 3pp187 188 1Dokumen3 halamanAcc101Q7CE 5 3pp187 188 1Haries Vi Traboc MicolobBelum ada peringkat
- Alternate Dialysis Platforms:: Sorbents SorbentsDokumen17 halamanAlternate Dialysis Platforms:: Sorbents SorbentsJoe Single100% (2)
- Disinfecting Water Wells Shock ChlorinationDokumen3 halamanDisinfecting Water Wells Shock ChlorinationmayaBelum ada peringkat
- UT Dallas Syllabus For nsc4371.001.11s Taught by Michael Kilgard (Kilgard)Dokumen5 halamanUT Dallas Syllabus For nsc4371.001.11s Taught by Michael Kilgard (Kilgard)UT Dallas Provost's Technology GroupBelum ada peringkat
- Base para Detectores de Humo y Temperatura KIDDE KI-SBDokumen2 halamanBase para Detectores de Humo y Temperatura KIDDE KI-SBAnderson CastañedaBelum ada peringkat
- ABSCESSDokumen35 halamanABSCESSlax prajapatiBelum ada peringkat
- Alok ResumeDokumen3 halamanAlok Resumealok choudharyBelum ada peringkat
- MEDICO-LEGAL ASPECTS OF ASPHYXIADokumen76 halamanMEDICO-LEGAL ASPECTS OF ASPHYXIAAl Giorgio SyBelum ada peringkat
- Himalayan University Fees Structure 1-1-19Dokumen8 halamanHimalayan University Fees Structure 1-1-19Anonymous F4GQLmyPZBelum ada peringkat
- Micdak BackgroundDokumen3 halamanMicdak Backgroundappiah ernestBelum ada peringkat