Anda mungkin juga menyukai
- Scientific American Supplement No. 819, September 12, 1891Dari EverandScientific American Supplement No. 819, September 12, 1891Penilaian: 1 dari 5 bintang1/5 (1)
- Electrochemistry Encyclopedia: Electrolytic Production of AluminumDokumen5 halamanElectrochemistry Encyclopedia: Electrolytic Production of AluminumAnnelle PalafoxBelum ada peringkat
- Aluminium SmeltingDokumen41 halamanAluminium SmeltingVanamali Krish100% (1)
- Potline ProcessDokumen12 halamanPotline ProcesssssduduBelum ada peringkat
- Native Specimens: Alfian Pangestu 2712100041 The Making AluminiumDokumen2 halamanNative Specimens: Alfian Pangestu 2712100041 The Making AluminiumAli YafiBelum ada peringkat
- RefineryDokumen8 halamanRefineryS Bharadwaj ReddyBelum ada peringkat
- Chem 17 - PRODUCTION OF ALUMINUM BY HALL-HĔROULT PROCESSDokumen3 halamanChem 17 - PRODUCTION OF ALUMINUM BY HALL-HĔROULT PROCESSWilfredo LlanaBelum ada peringkat
- Electrolysis processes and applicationsDokumen44 halamanElectrolysis processes and applicationsSubhrajyoti Banerjee0% (1)
- Metallurgy of AluminiumDokumen9 halamanMetallurgy of Aluminiumhassan materialsBelum ada peringkat
- Principles of Hall ProcessDokumen8 halamanPrinciples of Hall ProcessVenky100% (1)
- ALUMINUM - Chemistry PresentationDokumen8 halamanALUMINUM - Chemistry PresentationAkshay BankayBelum ada peringkat
- 5 Electricity and Chemistry: ElectrolysisDokumen12 halaman5 Electricity and Chemistry: Electrolysistotatote034Belum ada peringkat
- Aluminium MetallurgyDokumen3 halamanAluminium MetallurgyShubham ShuklaBelum ada peringkat
- Extraction of Aluminum From Ore OxideDokumen9 halamanExtraction of Aluminum From Ore OxideAbdullah MohsinBelum ada peringkat
- Week 10 ExctMet-AlDokumen37 halamanWeek 10 ExctMet-AlYudha PradhanaBelum ada peringkat
- How Aluminium Is ProducedDokumen3 halamanHow Aluminium Is ProducedHtet Arkar KyawBelum ada peringkat
- Glossary: Appendix IDokumen4 halamanGlossary: Appendix IEd MartiBelum ada peringkat
- Ukessays - co.Uk-Carbon HallHeroult CelDokumen19 halamanUkessays - co.Uk-Carbon HallHeroult CelMahmoud Ahmed AlyBelum ada peringkat
- CAPE Chemistry Unit 2Dokumen22 halamanCAPE Chemistry Unit 2Audi SweetangelBelum ada peringkat
- Primary Aluminum: 1. Extracting AluminaDokumen10 halamanPrimary Aluminum: 1. Extracting Aluminalamia97Belum ada peringkat
- ElectrolysisDokumen13 halamanElectrolysisshaan.chauhan97Belum ada peringkat
- The Aluminum Smelting ProcessDokumen4 halamanThe Aluminum Smelting Processdeajust4uBelum ada peringkat
- Industry & The Environment: AluminiumDokumen33 halamanIndustry & The Environment: AluminiumJaleel ForbesBelum ada peringkat
- JOMPaperon CO2 Emissions FinalcorrectedversionDokumen19 halamanJOMPaperon CO2 Emissions Finalcorrectedversionlolzzz114Belum ada peringkat
- Hall Heroult Process and Hooper ProcessDokumen9 halamanHall Heroult Process and Hooper ProcesssaadBelum ada peringkat
- The Most Valuable Metal in The World: Miranda Febriani Tanjung 1810411022Dokumen1 halamanThe Most Valuable Metal in The World: Miranda Febriani Tanjung 1810411022Miranda Febriani TanjungBelum ada peringkat
- Aluminum: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimDokumen24 halamanAluminum: 2005 Wiley-Vch Verlag GMBH & Co. Kgaa, WeinheimjaimeBelum ada peringkat
- Aluminium SmelterDokumen9 halamanAluminium SmelterAnup Dalal100% (1)
- Recycling Aluminum to Synthesize AlumDokumen10 halamanRecycling Aluminum to Synthesize AlumRivy Valen PabesakBelum ada peringkat
- History of AluminumDokumen13 halamanHistory of AluminumJohn Paul Cristobal100% (1)
- Xian Xi 2021Dokumen187 halamanXian Xi 2021Recep VatanseverBelum ada peringkat
- SeminarDokumen24 halamanSeminarLalit GuptaBelum ada peringkat
- Purification of CopperDokumen12 halamanPurification of CopperAlrazi ArmanBelum ada peringkat
- Aluminium As A Heating and Reducing Agent. Dr. Hans Goldschmidt and Claude Vautin 1898Dokumen13 halamanAluminium As A Heating and Reducing Agent. Dr. Hans Goldschmidt and Claude Vautin 1898iMiklaeBelum ada peringkat
- Metalurgi Ekstraksi AluminiumDokumen34 halamanMetalurgi Ekstraksi AluminiumMuhammad DzakiBelum ada peringkat
- Electrolytic IndustriesDokumen13 halamanElectrolytic IndustriesMarialie Enecio0% (1)
- PROJECT REPORT ON FUSED SALT SOLUTION ELECTROLYSISDokumen9 halamanPROJECT REPORT ON FUSED SALT SOLUTION ELECTROLYSISvaibhav12345678Belum ada peringkat
- Cat Forklift Tc30 Spare Parts ManualDokumen22 halamanCat Forklift Tc30 Spare Parts Manualandrewbell190802bfe100% (23)
- N P BàiDokumen5 halamanN P BàiLê Trình Khánh VânBelum ada peringkat
- Extraction of AluminiumDokumen1 halamanExtraction of AluminiumNaditaBelum ada peringkat
- Aluminium Anode Energy 1095661Dokumen10 halamanAluminium Anode Energy 1095661böhmitBelum ada peringkat
- Luminum: Properties, Uses, Extraction Process, Aluminum AlloysDokumen36 halamanLuminum: Properties, Uses, Extraction Process, Aluminum AlloysismaeelBelum ada peringkat
- How It Is Made AlDokumen1 halamanHow It Is Made AlMerve KöpürBelum ada peringkat
- Aluminum Patio Furniture: Chemistry AdsDokumen4 halamanAluminum Patio Furniture: Chemistry AdsBookfanatic13Belum ada peringkat
- Al ExtractionDokumen27 halamanAl Extractionbt19108055 Amarjeet KumarBelum ada peringkat
- Alumina Smelting: Invented in 1886Dokumen2 halamanAlumina Smelting: Invented in 1886budi widyaBelum ada peringkat
- Hydro Metallurgy Electrorefining of Alminium GRP27Dokumen14 halamanHydro Metallurgy Electrorefining of Alminium GRP27Tatenda SibandaBelum ada peringkat
- ACE Industrial ProcessesDokumen2 halamanACE Industrial Processesluigiram1Belum ada peringkat
- Chemistry Decomposition of Aluminium: Made By: Danique Klomp and Karen Verlinde Class: CA3GDokumen10 halamanChemistry Decomposition of Aluminium: Made By: Danique Klomp and Karen Verlinde Class: CA3Gapi-357803686Belum ada peringkat
- Aluminum and Its AlloyDokumen18 halamanAluminum and Its AlloyJackylyn SagadalBelum ada peringkat
- Extracting Aluminum Using ElectrolysisDokumen4 halamanExtracting Aluminum Using ElectrolysisSaed ELkelanyBelum ada peringkat
- Extracting Aluminum Using ElectrolysisDokumen4 halamanExtracting Aluminum Using ElectrolysisSaed ELkelanyBelum ada peringkat
- EXTRADokumen7 halamanEXTRALê Trình Khánh VânBelum ada peringkat
- SLMR 1912 11 15Dokumen20 halamanSLMR 1912 11 15Russell HartillBelum ada peringkat
- AluminiumDokumen6 halamanAluminiumputrik agustinaBelum ada peringkat
- Electrolytic CapasitorDokumen8 halamanElectrolytic Capasitorgema ilham pangestuBelum ada peringkat
- Aluminum Electrical Conductor HandbookDokumen365 halamanAluminum Electrical Conductor Handbookprem100% (3)
- Extractive Metallurgy 1: Basic Thermodynamics and KineticsDari EverandExtractive Metallurgy 1: Basic Thermodynamics and KineticsBelum ada peringkat
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesDari EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesPenilaian: 5 dari 5 bintang5/5 (1)
- Bradford AssayDokumen2 halamanBradford AssayCBelum ada peringkat
- The Physics of Lorentz Transformation (A Simple Derivation of Lorentz Transformation)Dokumen5 halamanThe Physics of Lorentz Transformation (A Simple Derivation of Lorentz Transformation)Glen PeachBelum ada peringkat
- Topic 4 - Probability (Old Notes)Dokumen22 halamanTopic 4 - Probability (Old Notes)Pradeep100% (1)
- Design of Masonry StructuresDokumen10 halamanDesign of Masonry StructuresmuhammedBelum ada peringkat
- Problems On Beams PDFDokumen16 halamanProblems On Beams PDFC j50% (6)
- Gujarat Technological University: Page 1 of 3Dokumen3 halamanGujarat Technological University: Page 1 of 3DaxBelum ada peringkat
- Time Allowed: 20 Minutes Marks: 12: Section - ADokumen3 halamanTime Allowed: 20 Minutes Marks: 12: Section - AAliBelum ada peringkat
- DPP-3 Jee PDFDokumen10 halamanDPP-3 Jee PDFTanmay SagarBelum ada peringkat
- Electric Current and Charge RelationshipDokumen9 halamanElectric Current and Charge RelationshipLokman HakimBelum ada peringkat
- Newton's Laws of Motion Worksheet.Dokumen2 halamanNewton's Laws of Motion Worksheet.Llama jennerBelum ada peringkat
- 2130606Dokumen24 halaman2130606srinivasan venkatramanBelum ada peringkat
- Analytical PS A01 A10 Solutions 2Dokumen14 halamanAnalytical PS A01 A10 Solutions 2MarieBelum ada peringkat
- Developing a Solar-Biomass Integrated Drying System for SpicesDokumen30 halamanDeveloping a Solar-Biomass Integrated Drying System for SpicesSantosh AngadiBelum ada peringkat
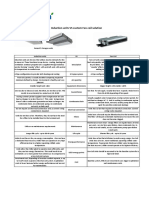
- HotelSolution: Induction Units VS Fan-Coil SolutionDokumen1 halamanHotelSolution: Induction Units VS Fan-Coil SolutionMoriyasu NguyenBelum ada peringkat
- 4-1 r14Dokumen12 halaman4-1 r14hafizgBelum ada peringkat
- Signature RedactedDokumen49 halamanSignature RedactedG Pavan KumarBelum ada peringkat
- Materials I: Lecture Course 5 Phase Diagrams. Fe-C Diagram. Crystallisation of Alloys in Fe - Fe C SystemDokumen24 halamanMaterials I: Lecture Course 5 Phase Diagrams. Fe-C Diagram. Crystallisation of Alloys in Fe - Fe C SystemTiger ClaudiuBelum ada peringkat
- De Electric Circuits EeDokumen16 halamanDe Electric Circuits EeLilet P. DalisayBelum ada peringkat
- EPA 1668 A, Ag-2003Dokumen129 halamanEPA 1668 A, Ag-2003Karina Rondon RivadeneyraBelum ada peringkat
- Complex Numbers: BY Shreya Kuchhal Darshika Kothari Riya Gupta Simran SardaDokumen18 halamanComplex Numbers: BY Shreya Kuchhal Darshika Kothari Riya Gupta Simran Sardasimran sardaBelum ada peringkat
- Background Glass - Part-2 - Plate CalculationDokumen16 halamanBackground Glass - Part-2 - Plate CalculationusonBelum ada peringkat
- Basic ChemistryDokumen14 halamanBasic ChemistryPitherBelum ada peringkat
- Java Meets Numerical AnalysisDokumen2 halamanJava Meets Numerical AnalysisbernasekBelum ada peringkat
- FTTH Accessories PDFDokumen10 halamanFTTH Accessories PDFdannyalcivarBelum ada peringkat
- Shoot For Your Grade Lab Write UpDokumen5 halamanShoot For Your Grade Lab Write Upapi-254812059Belum ada peringkat
- Ordinary Differential EquationDokumen20 halamanOrdinary Differential EquationRadeanindaBelum ada peringkat
- ES 15 Lec 9 Dimensional Analysis and SimilitudeDokumen28 halamanES 15 Lec 9 Dimensional Analysis and SimilitudeAngela Mae LopezBelum ada peringkat
- SABIC Innovative Plastics Lexan® 940 PC Data SheetDokumen3 halamanSABIC Innovative Plastics Lexan® 940 PC Data SheetMRC RailBelum ada peringkat
- Atomic absorption spectroscopy analysis of metalsDokumen3 halamanAtomic absorption spectroscopy analysis of metalsVishnu VichuZBelum ada peringkat