Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Fanuc G-Code List - Helman CNCDokumen2 halamanFanuc G-Code List - Helman CNCkais kaskar100% (3)
- Machining and Machine Tools AB ChattopadhayDokumen830 halamanMachining and Machine Tools AB ChattopadhayriyaBelum ada peringkat
- HS-AM Magnets - Flat Face: Part No. Diameter Thread Pull Strength HeightDokumen2 halamanHS-AM Magnets - Flat Face: Part No. Diameter Thread Pull Strength HeightSai Krishna KamathBelum ada peringkat
- AMPT (3140204) LAB MANUAL 2022 LNJDokumen100 halamanAMPT (3140204) LAB MANUAL 2022 LNJShubham JadavBelum ada peringkat
- Moment Strangere InoxDokumen1 halamanMoment Strangere Inoxtracam500100% (1)
- Astm F 593-02 E04Dokumen8 halamanAstm F 593-02 E04JORGE ARTURO TORIBIO HUERTABelum ada peringkat
- Angebot 151313Dokumen7 halamanAngebot 151313luksor lukxorBelum ada peringkat
- Module 3 - Material Processes - No PretestDokumen9 halamanModule 3 - Material Processes - No PretestSofiah Leahneil BergundoBelum ada peringkat
- Safety Measures in Using Farm Tools According To Job RequirementDokumen2 halamanSafety Measures in Using Farm Tools According To Job RequirementJan IcejimenezBelum ada peringkat
- Iron AlloysDokumen6 halamanIron AlloysHieu NguyenBelum ada peringkat
- Homework 2Dokumen2 halamanHomework 2asp9924Belum ada peringkat
- Bolt Depot CatalogDokumen104 halamanBolt Depot Catalogalexmontell100% (2)
- Classification of Manufacturing Processes 1Dokumen19 halamanClassification of Manufacturing Processes 1Palaash Chaudhary86% (7)
- EWC CatalogDokumen4 halamanEWC Catalogthirumular thiruBelum ada peringkat
- Product Description (MTC)Dokumen9 halamanProduct Description (MTC)Syafiq HarsonBelum ada peringkat
- Types of Extrusion and Advantages of Extrusion - Mechanical Engineering World - Project Ideas - Seminar Topics - E-Books (PDF) - New TrendsDokumen4 halamanTypes of Extrusion and Advantages of Extrusion - Mechanical Engineering World - Project Ideas - Seminar Topics - E-Books (PDF) - New Trendsl8o8r8d8s8i8v8Belum ada peringkat
- Machine Tool BroachingDokumen13 halamanMachine Tool BroachingAchintya SrivastavaBelum ada peringkat
- BHELDokumen56 halamanBHELAjay Kumar100% (1)
- REYHER Technical Information 2010Dokumen194 halamanREYHER Technical Information 2010andreiwlBelum ada peringkat
- AIQSA Filtros PVCDokumen1 halamanAIQSA Filtros PVCJose Maria Clerigues AlepuzBelum ada peringkat
- Fundamentals of CastingDokumen13 halamanFundamentals of CastingSubramanian ChidambaramBelum ada peringkat
- The Specification For Stainless SteelDokumen9 halamanThe Specification For Stainless SteelGangadhar Yeddala100% (1)
- Operator CAB (Cab Interior) (Standard) - S530 PDFDokumen3 halamanOperator CAB (Cab Interior) (Standard) - S530 PDFPepe AlBelum ada peringkat
- IMCO Catalog 2007Dokumen106 halamanIMCO Catalog 2007shaheenkhan2510Belum ada peringkat
- E203 GH2 PH2 Accessory ToolsDokumen2 halamanE203 GH2 PH2 Accessory Toolscristian nahuelcuraBelum ada peringkat
- VANADIS 8 SUPERCLEAN: Extreme Wear ResistanceDokumen12 halamanVANADIS 8 SUPERCLEAN: Extreme Wear ResistanceAre Soo YantoBelum ada peringkat
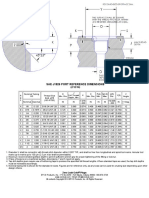
- Sae J1926 Port Reference DimensionsDokumen1 halamanSae J1926 Port Reference DimensionsSanjeeb MohapatraBelum ada peringkat
- Indexable Drills - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerDokumen7 halamanIndexable Drills - Sigma Toolings, Fine Boring Tools, Cutting Tools ManufacturerSigma ToolingsBelum ada peringkat
- Basics of Grinding 1Dokumen21 halamanBasics of Grinding 1maulikgadara100% (1)
- Breaker Cores: Data Sheet IE 6.60 Product Data Sheet - Feeding Materials Edition 11/01Dokumen5 halamanBreaker Cores: Data Sheet IE 6.60 Product Data Sheet - Feeding Materials Edition 11/01jose.figueroa@foseco.comBelum ada peringkat