Seminário Processos Brochamento
Diunggah oleh
Rômulo RissardiHak Cipta
Format Tersedia
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
Format Tersedia
Seminário Processos Brochamento
Diunggah oleh
Rômulo RissardiHak Cipta:
Format Tersedia
1
SUMRIO
1 INTRODUO ..............................................................................................................................2 2 BROCHAMENTO .........................................................................................................................4 2.1TIPOS DE BROCHAMENTO .................................................................................................5 2.2 VANTAGENS DO BROCHAMENTO ...................................................................................6 2.3 LIMITAES DO PROCESSO ............................................................................................7 3 BROCHADEIRAS.........................................................................................................................8 3.1 TIPOS DE BROCHADEIRAS ...............................................................................................8 3.1.1 Brochadeira Vertical.....................................................................................................8 3.1.2 Brochadeira horizontal ..............................................................................................10 4 BROCHAS ................................................................................................................................15 4.1 CLASSIFICAO DAS BROCHAS ...................................................................................18 4.2 CLASSIFICAO DOS DENTES ......................................................................................22 4.3 QUEBRA-CAVACO .............................................................................................................25 4.4 AFIAO ..............................................................................................................................26 4.5 PROJETO DE UMA BROCHA ...........................................................................................27 5 CAVACO .....................................................................................................................................32 5.1 PROBLEMAS OCORRIDOS ..............................................................................................33 6 FORA DE USINAGEM ............................................................................................................34 7 CONCLUSO .............................................................................................................................38 BIBLIOGRAFIA .............................................................................................................................39
1 INTRODUO
A idia de usinar ou criar algo surgiu a milhares de anos atrs quando o homem pr-histrico percebeu que se ele usa-se uma pedra seu golpe ficaria mais forte, e se a pedra tivesse um cabo esse golpe ficaria mais forte ainda. Logo ele percebeu que se a pedra fosse afiada poderia caar e cortar a pele dos animais. Foi a partir da necessidade de criar um machado que o homem comeou a desbastar, cortar e furar a matria. Durante centenas de anos a pedra foi matria prima para o homem at que no ano de 4.000 a.C. o homem comeou a trabalhar com metais, primeiro o cobre depois o bronze e finalmente o ferro. Qualquer pea produzida segue o diagrama abaixo:
Os processos de transformao de metais e ligas metlicas em peas para a utilizao em conjuntos mecnicos so inmeros e variados: voc pode fundir, soldar, utilizar a metalurgia e ou usinar o metal a fim de obter a pea desejada.
Evidentemente, vrios fatores devem ser considerados quando se escolhe um processo de fabricao. Como por exemplo: forma e dimenso da pea; material a ser empregado e suas propriedades; quantidade de peas a serem produzidas; tolerncias e acabamento superficial requerido; custo total do processamento. Podemos dividir os processos de fabricao de metais e ligas metlicas em: com remoo de cavaco; sem remoo de cavaco. O diagrama abaixo mostra a classificao dos processos de fabricao, destacando as principais operaes de usinagem
2 BROCHAMENTO
A operao de brochamento, ou brochagem consiste do arranque de material da pea por uma sucesso progressiva e linear de gumes de corte. A ferramenta denominada brocha. A mquina que executa esta operao denominada brochadeira ou brocheadeira. uma operao voltada para a produo de grandes lotes, pois cada operao exige o projeto e a execuo de uma ferramenta prpria, complexa e de alto custo.
Figura 2.1 Processo de Brochamento (FREIRE, 1978, pag. 43) O processo de brochamento permite criar rapidamente encaixes de diversas geometrias para diversos tipos de fixao. Equipamento utilizado para realizar a operao de construir raias em cmaras internas de peas usinadas. Normalmente costuma-se produzir raias internas em canos de armas, que proporcionam o giro do projtil, quando o mesmo disparado. Confere a superfcie do metal elevada caracterstica mecnica, pois sua utilizao feita por compactao e esmagamento da superfcie.
2.1TIPOS DE BROCHAMENTO
Pode-se classificar a operao de brochamento de vrias maneiras. Tem-se:
a) Tipos de superfcie - Interna: uma operao que permite modificar um furo vazado e transformar o perfil de uma pea. O objetivo dessa operao pode ser o de abrir cavidades para chavetas em furos cilndricos ou o de transformar perfis de furos cilndricos em perfis acanelados, estriados, quadrados, hexagonais etc. Segundo Stemmer (1992), essa operao feita num furo feito anteriormente por um outro processo qualquer. - Externa: uma operao feita sobre a superfcie externa de uma pea, dando acabamento ou semi-acabamento aos seus perfis.
Ou ainda: b) Direo do movimento - Vertical; - Horizontal.
c) Movimento - Da ferramenta; - Da pea.
d) Aplicao do esforo - Por trao; - Por compresso.
e) Brochamento helicoidal - Normal. - Comandado.
2.2 VANTAGENS DO BROCHAMENTO
Tolerncias estreitas de usinagem e bom acabamento; Capacidade de produzir formas externa e internas variadas; Vida longa da ferramenta. A produo pode atingir 2000 a 10000 peas entre afiaes mantendo o mesmo acabamento e preciso, pois a velocidade de corte baixa e a solicitao na ferramenta distribuda ao longo dos seus dentes; Produo econmica. O custo da ferramenta alto porem o custo por pea baixo; Alta produtividade. A remoo do cavaco bem rpida pois vrios dentes atuam ao mesmo tempo em seqncia contnua. A operao realizada em uma s passada fazendo desbaste e acabamento (STEMMER, 1992).
Fig. 2.2 Os vrios dentes atuam numa sequncia contnua e muito prxima, assegurando uma remoo rpida de material (ROSSI, 1970, pag. 592).
2.3 LIMITAES DO PROCESSO
Conforme Stemmer (1992, p. 222)
O brochamento aplicvel a superfcies de rotao uniformes ou paralelas direo de deslocamento da ferramenta ou da pea, no podendo haver qualquer obstruo passagem da ferramenta, no sendo possvel brochar superfcies limitadas por ressaltos.
Para apoio na placa da mquina, deve existir superfcie plana, em esquadro, perpendicular ao eixo do furo a ser brochado. No sendo possvel brochar furos cnicos (STEMMER, 1992). Conforme Stemmer (1992, p. 222) as peas devem ser adequadamente apoiadas ou ser rgidas o suficiente para resistir as elevadas foras de corte. O volume de sobremetal a ser removido economicamente bastante limitado no brochamento (usualmente 1 a 2 mm), embora haja casos de remoo de 6 e de at 12 mm de material num nico passe. A remoo de camadas muito espessas leva a bochas de grande comprimento, bastante caras e de fabricao delicada, bem como uma brochadeira de curso correspondente grande. Por isso, costuma-se subdividir a operao em mais passes, com brochas menores, escalonadas ou ento utilizar outro processo de usinagem para desbastar o excesso de material (STEMMER, 1992). A brocha uma ferramenta complexa uma vez que as peas podem ser iguais, porm de materiais diferentes e isso influenciar no espaamento dos dentes e ngulo de gumes, ou seja, cada brocha unicamente projetada e fabricada.
3 BROCHADEIRAS
As brochadeiras consistem basicamente de um mecanismo capaz de produzir o movimento relativo entre a ferramenta e a pea, que normalmente linear. A grande maioria das mquinas so acionadas hidraulicamente devido a grande fora necessria.
As brochadeiras so mquinas relativamente baratas, com ciclos de operaes muito simples, praticamente prova de erros. A forma e a preciso de usinagem esto embutidas na prpria construo da brocha e possvel empregar operadores sem grande experincia (STEMMER, 1992, p. 222).
A mquina de brochar distingue-se das outras mquinas pelo fato de prover apenas a fora e a velocidade de corte, j que o avano j definido com a fabricao da brocha. A exceo o brochamento helicoidal, que a mquina prov ainda o movimento giratrio (STEMMER,1992).
Fig. 3.1 - Pea realizada com brochamento Helicoidal Pode-se ter mquinas verticais e horizontais como veremos a seguir.
3.1 TIPOS DE BROCHADEIRAS
3.1.1 Brochadeira Vertical
So as brochadeiras com disposio vertical e se utilizam principalmente da fora de compresso. Entretanto, podem tambm tracionar e, em alguns casos, utilizar ambas as foras, tanto para brochamento interno quanto externo. Quando no se dispe de grande espao fsico, a brochadeira vertical a mais indicada devido a sua caracterstica estrutural. Existem mquinas de cabeotes mltiplos que podem executar operaes em vrias peas simultaneamente.
Fig. 3.2 Brochadeiras verticais (FREIRE, 1978, pag. 76)
Abaixo, um exemplo de um dos tipos de brochadeira vertical utilizada. A brochadeira vertical a mais indicada devido a sua caracterstica estrutural.
Fig. 3.3 Brochadeira vertical interna HOFFMAN modelo RSI12x1250 (http://www.betamaq.com.br/produto_interno.php?view_produto=246)
10
3.1.2 Brochadeira horizontal
Apresenta a vantagem de possibilitar o trabalho com ferramentas de grande comprimento. bastante utilizada na indstria mecnica. No trabalho por fora de trao, que utiliza ferramentas de longo comprimento, a montagem do material na brochadeira deve ser feita com cuidado para evitar a flexo da brocha devido ao seu prprio peso.
Fig. 3.2 Brochadeiras Horizontais (FREIRE, 1978, pag. 75) (http://www.cimm.com.br/portal/produtos/exibir/641-brochadeira-hidrulica-b-10t)
Fig. 3.3 Brochadeiras Horizontais (FREIRE, 1978, pag. 65)
11
H no mercado nacional alguns fornecedores destas mquinas, mas na sua grande maioria, as mesmas so fabricadas por grandes empresas internacionais. Abaixo trazemos algumas delas e o tipo de brochadeiras que so disponibilizadas.
Hurth Infer Indstria de Mquinas e Ferramentas Ltda. Sorocaba - SP A diviso de Mquinas Operatrizes da Hurth Infer desenvolve projetos e fabrica, sob encomenda, mquinas brochadeiras CNC e centros CNC de chanframento e rebarbao de dentes de engrenagens, com a mais avanada tecnologia do setor.
Fig. 3.4 Brochadeira CNC Vertical (http://www.hurthinfer.com.br/interna.asp?su=p_maquinas)
12
FKL Mquinas Hidrulicas Ltda. So Leopoldo RS
Fig. 3.5 Brochadeira vertical interna (http://www.fkl.com.br/home.html)
Fig. 3.6 Vertical (www.fkl.com.br)
Brochadeira Externa
13
Newbroach Servios de Brochamento So Paulo SP
Fig. 3.7 Brochadeira horizontal 40 t (http://www.newbroach.com.br/brochadeiras.html) Winner Comrcio e Representaes de Mquinas Ltda. So Paulo SP
Fig. 3.8 Brochadeira Vertical, marca Arthur Klink (http://www.winnermaquinas.com.br/maquinas-operatrizes.htm)
14
Fig. 3.9 Brochadeira Horizontal hidrulica (http://www.winnermaquinas.com.br/maquinas-operatrizes.htm)
Broaching Machine Specialties Co. Michigan E.U.A.
Fig. 3.10 Brochadeira Vertical Eltrica (http://www.broachingmachine.com/electro -mate.html)
15
4 BROCHAS
As brochas so as ferramentas utilizadas nas brochadeiras, a fim de realizar os mais diversos tipos de cortes lineares, nas mais diversas formas, com algumas excees. normalmente feita de um determinado ao temperado e revenido, baseado no tipo de material usinar, relativamente comprida e que possui diversos tipos de dentes dispostos em seqncia e com dimenses progressivas em alturas crescentes at a forma final desejada, para trabalhar diversos tipos de materiais. Pode ser usada para gerar superfcies internas ou externas, de perfis regular ou irregular (STEMMER, 1992). As formas obtidas pelo processo interno e externo respectivamente:
Fig. 4.1 - Exemplos de formas obtidas por brochamento internos (STEMMER, 1992, pag 219).
16
Fig. 4. 2 - Exemplos de formas usinadas por brochamento de superfcie (STEMMER, 1992, pag 220).
Fig. 4. 3 - Exemplos de formas usinadas por brochamento de superfcie (FREIRE, 1978, pag. 71) Todas as operaes de desbaste e acabamento so realizadas pela mesma ferramenta, a qual possui as seguintes caractersticas bsicas: haste que a ponteira da ferramenta, anterior aos dentes, sendo constituda de guia dianteira e cabea de trao; dentes de desbaste que ficam na parte inicial da pea, retirando a maior parte do material a ser usinado; os dentes de acabamento que por sua vez localizam-se na parte posterior da ferramenta tendo como funo o alisamento da pea e definir a preciso e medida final da pea; e os dentes de reserva que ficam logo aps os dentes de acabamento tendo a funo de substiturem os dentes de
17
acabamento ao longo do tempo de desgaste da ferramenta, aumentando a vida til; e guia traseira localizada na outra extremidade guiando a ferramenta no seu curso completo (pode ter uma cauda para encaixe mais preciso).
Fig. 4.3 - Brocha interna de compresso (STEMMER, 1992, pag 232). A brocha uma ferramenta complexa, geralmente cara, projetada, construda e afiada para a usinagem de perfis e tolerncias definidas, de material especfico, em uma mquina de caractersticas de curso e potncia dadas. Peas iguais, mas de materiais diferentes, exigem brochas com geometria distintas (STEMMER, 1992).
Fig.4.4 Exemplos de brochas (http://www.cagd.com.br/Produtos.htm)
18
4.1 CLASSIFICAO DAS BROCHAS
Segundo Stemmer (1992 p. 223), as brochas podem ser classificadas conforme diferentes critrios como: pelo tipo de superfcie a usinar: - Interna - Externa ou de superfcie pelo modo de aplicao da fora de corte: - De compresso - De trao - Giratria - utilizada na produo de formas helicoidais pela forma de construo: -Slida - Fabricada em uma s pea em geral de ao rpido incluindo os dentes - Em sees ou anis - Com dentes postios - Tipos pote - uma brocha de superfcie, envolve toda a pea. (eixos ranhurados, engrenagens)
pela disposio dos gumes: - Ortogonais ao eixo da brocha - Oblquos ao eixo da brocha
pela sequncia de corte: - Escalonamento em alturas crescentes - Escalonamento lateral, com corte progressivo
19
- Escalonamento combinado pela funo: para rasgos de chaveta, furos redondos, endentado, ranhurado, raiado, alisamento, etc. As brochas de compresso devem ser curtas, com comprimento total de at 25 dimetros para evitar a flambagem. Por essa razo s so usadas para remover pequenas quantidades de material. So relativamente baratas e no costumam exigir mquinas especiais. So usadas para a usinagem e acabamento de formas internas de sries pequenas (STEMMER, 1992).
Fig. 4.5 - Brocha interna de compresso (FREIRE, 1978, pag. 67).
Conforme Stemmer (1992), as brochas de trao so puxadas atravs da pea, podendo assim possuir um maior comprimento e com isso, um nmero de dentes suficientes para realizar em um nico passe, as operaes de desbaste e acabamento As brochas giratrias so utilizadas para produzir formas helicoidais, como por exemplo, ranhuras internas, raias, engrenagens internas helicoidais, etc. Seus dentes so retificados com passo helicoidal ao redor do eixo da ferramenta, com um ngulo de hlice correspondente ao requerido para a pea. Nestas operaes a pea ou a ferramenta precisa girar na direo e com o passo da hlice a executar (STEMMER, 1992).
20
Brocha slida aquela fabricada de uma pea integral, em geral de ao rpido.[..] A maioria das brochas internas so slidas (STEMMER, 1992, p. 225). As brochas em sees se dividem em internas e de superfcie. Segundo Stemmer (1992, p. 225), no caso das brochas internas, as sees so constitudas de diversos anis montados e fixados sobre uma haste central. Quando necessrio, o primeiro anel removido e os demais avanam para uma nova posio. No caso das brochas de superfcie, as diversas sees so fixadas numa base comum. Stemmer (1992), diz que devido as vantagens oferecidas na construo, reparao e afiao, as brochas de superfcie em sees, so as mais utilizadas, principalmente no caso de formas complexas ou de maiores dimenses. As brochas com dentes postios permitem o uso de uma base de ao de alto carbono e pastilhas de metal duro como elementos de corte. Isso permite velocidades de corte maiores (STEMMER, 1992 p.226). As brochas tipo pote destinam-se ao brochamento externo num nico passe de contornos, como por exemplo, engrenagens, eixos ranhurados, com rasgos, cames, dentes de formas especiais, etc. Estas brochas so montadas pela associao de anis ou barras com dentes cortantes, ou a combinao dos dois modos. um processo rpido em que as peas so tracionadas ou empurradas atravs do furo da brocha (que fica parada), fixada num suporte em uma brochadeira (STEMMER, 1992).
Fig. 4.6 Brocha do tipo pote, formada por anis com dentes internos, a serem montados num suporte bipartido (STEMMER, 1992, pag 226).
21
Fig. 4.7 Brocha do tipo pote, de barras com dentes (STEMMER, 1992, pag 226).
Atualmente existe no mercado nacional vrias empresas fabricantes de brochas. Empresas especializadas na fabricao de brochas planas de perfil para trabalho em conjunto, brochas internas e externas fabricadas conforme amostra do produto ou projeto da ferramenta. Algumas delas so a Hurth Infer, Mach Tools, Dalmaso, BDM Ferramentas, entre outras. Abaixo alguns exemplos das brochas fornecidas por estes fabricantes:
Fig. 4.8 Brocha cilndrica com dentes helicoidais
Fig. 4.9 Brochas planas
22
Fig. 4.10 Hard Broach
Fig. 4.11 - Calibradores
4.2 CLASSIFICAO DOS DENTES
Os dentes das brochas so componentes de suma importncia para o funcionamento correto e produtivo do processo de brochamento. So eles que realizam o corte do material; so dispostos em srie e apresentam alturas crescentes, que determinam a penetrao de avano asf (profundidade de corte). No brochamento a mquina atua com a fora e velocidade de corte e a ferramenta por si s que determina o avano, que ser determinado pelo seu desenho e projeto (STEMMER,1992). As brochas possuem trs tipos de dentes. Os primeiros dentes, de desbaste, so os que removem a maior parte do excesso de material. Em seguida temos os dentes de acabamento, que realizam o corte com pequena penetrao assegurando um bom acabamento superficial. Por ltimo seguem os dentes de reserva e de
23
calibragem
tem por caracterstica o avano nulo( asf = 0 ), ou seja, s sero
solicitados caso os dentes de acabamento tiverem sua altura reduzida.
Fig. 4.12 Tipos de dentes (STEMMER, 1992, pag 232)
Em seguida mostra-se uma vista em perspectiva dos dentes de uma brocha onde verifica-se as principais superfcies alm das ranhuras quebra-cavaco.
Fig. 4.13 Dentes de uma brocha
A distncia entre um dente e outro definido passo dos dentes (P). Segundo Stemmer (1992, p. 241) Passo dos dentes um dos mais importantes elementos no projeto de uma brocha, pois determina o nmero de dentes em corte simultneo, a fora de trao, a capacidade da bolsa de cavacos e o comprimento da brocha.
24
A altura medida entre o fundo do dente e a ponta de corte a altura (h). Tem os ngulos de sada () e folga (). A diferena entre as alturas dos gumes cortante (a) o avano.
Fig. 4.14 Perfil dos dentes (FREIRE, 1978, pag. 56)
A figura abaixo apresenta apenas os ngulos que definem o dente e tambm o avano a e refora que o avano igual para todos os dentes de uma mesma parte.
ngulo de incidncia ngulo de Gume ngulo de sada
Fig. 4.15 ngulos dos dentes de uma brocha (STEMMER, 1992, pag 221)
25
4.3 QUEBRA-CAVACO
So retificados nos gumes dos dentes de desbaste, sob forma de entalhes de cantos vivos ou arredondados e dispostos de forma desencontrada, de um dente para o outro (FIGURA). O material deixado por um entalhe removido pelo dente seguinte. Os cavacos assim interrompidos so de mais fcil remoo e no entopem as bolsas das brochas. Os ltimos 5 a 8 dentes de desbaste bem como os dentes de acabamento no devem ter entalhes quebra-cavacos para evitar a ocorrncia de marcas na superfcie usinada (STEMMER,1992 p.237).
Fig. 4.16 - Entalhes quebra-cavacos nos dentes de desbaste de brochas internas e de superfcie (STEMMER, 1992, pag 237).
Os raios de concordncia R e r (vide figura 4.10) devem ser definidos de forma ajudar a formao do cavaco, buscando no parti-lo. O cavaco bem formado enrolase e no possui arestas pontiagudas em contato com a ferramenta. Um cavaco que se parte gera diversas arestas que podem danificar o acabamento da pea que est sendo usinada e tambm a prpria ferramenta.
Fig. 4.17 Cavaco ideal (FREIRE, 1978, pag. 56)
26
4.4 AFIAO
A longa vida til das ferramentas de brochamento depende muito de um consciente programa de reafiao. A brocha requer afiao quando: A operao de brochamento comea a requerer mais fora da mquina; Acabamento insatisfatrio comea a ser evidente no produto; A seo de corte da brocha apresenta sinais de desgaste; Vibraes ou chiados surgem durante a operao de brochamento.
Uma brocha afiada adequadamente:
Assegura uma usinagem precisa e de qualidade; Tem menos tendncia a desvios; Assegura uma forma ou perfil preciso; Aumenta a vida til da brocha (em vrios anos); Corta custos.
Fig. 4.18 Usinagem de uma brocha (http://www.lautec.com.br/servicos.html)
27
As brochas so ferramentas de grande vida til. Geralmente usinam de 2000 a 10000 peas at que seja feita a afiao. As brochas so ferramentas caras e delicadas, por isso exigem um grande cuidado no manuseio e armazenagem para no ofender o gume dos dentes. Quando ocorrem os primeiros sinais de cegamento dos gumes, deve ser feito a afiao, retificando-se a face e restabelecendo integralmente o raio de curvatura da face com o fundo da bolsa do cavaco (Fig. 5.1). Geralmente usam-se rebolos retificados de Al2O3 (STEMMER, 1992).
4.5 PROJETO DE UMA BROCHA
Como dito anteriormente cada brocha nica e por isso no h uma padro fixo para constru-la. No entanto existe um roteiro que adaptvel a qualquer projeto de brocha: I. Selecionar o material da brocha a grande maioria das brochas fabricada em ao rpido,j que o ao ferramenta no compensa pois embora seja mais barato se deforma mais no tratamento trmico e tem menor resistncia ao desgaste. Metal duro usado para o brochamento de ferro fundido, exceto o ferro fundido cinza, no qual se utiliza pastilhas de metal duro. As famlias de ao rpido geralmente utilizadas so a ISSO S4,S5,S11,S6. II. Penetrao de avano por dente(asf) determina-se seguindo a tabela abaixo. Penetrao de avano por dente asf [mm] Desbaste com escalonamento Em altura Ao duro> 900N/mm2 Ao meio duro< 800N/mm2 Ao fundido FF malevel FF cinza macio 0,03 0,05 0,03 0,08 Lateral 0,10 0,30 0,25 0,75 Acabamento 0,01 0,01
Material
0,06 0,10 0,06 0,12 0,15 0,25
0,25 0,75 0,25 0,75 0,30 1,00
0,01 0,01 0,01
28
FF cinza duro Lato Bronze fundido Zinco(fundido sob presso) Ligas de alumnio de laminao(com cobre) Ligas de alumnio de fundio(com Si) Mg fundido sob presso
0,07 0,12 0,10 0,30 0,10 0,30 0,10 0,25
0,25 0,75 No aplicado No aplicado No aplicado
0,01 0,01 0,01 0,02
0,010 0,25
No aplicado
0,02
0,10 0,20 0,20 0,40
No aplicado No aplicado
0,02 0,02
Tab. 4.1 Tabela para consulta de avano por dente de uma brocha(STEMMER, 1992, pag 236).
III. Escalonamento dos dentes Determina a altura e forma que os dentes vo tendo ao longo da brocha. Passo dos dentes (p) O passo dos dentes o elemento mais importante no projeto de uma brocha. Depende do comprimento a brochar l , da espessura do cavaco asf, da natureza do material da pea e da fora de trao ou compresso da brochadeira. P = 1,75 l ,sendo l o comprimento do furo a brochar.
O passo dos dentes pode ser desigual, a fim de obter uma superfcie mais lisa (ROSSI,1970, pag. 612) Para brochas de superfcie o passo deve ser maior que 5 mm,j para brochas internas usam-se valores menores.A bolsa de cavacos deve ser
cuidadosamente calculada para que tenha espao suficiente para armazenar o cavaco produzido na operao.Esse volume depende do passo, da altura e da largura dos dentes. IV. Altura dos dentes Dentes muito altos so menos resistentes.
29
Altura(h) 0,3p 0,4p 0,45p 0,5p
Material Aos duros acima de 600N/mm2 Aos doces at 600N/mm2 Ferro fundido Alumnio
Tab. 4.2 Tabela com alturas para os dentes de uma brocha(STEMMER, 1992, pag 255).
V.
Raio de concordncia da face o raio indicado na figura 4.10 pela letra r. Esse raio tem ligao com a quantidade de cavaco produzida. O raio de concordncia da face maior para materiais que produzem cavacos contnuos do que para aqueles que produzem cavaco quebradio.
VI.
Largura do flanco do dente - define a resistncia do dente afiao e o espao disponvel para a bolsa de cavacos.
VII.
ngulos de sada e incidncia definido pelas tabela abaixo. Material ngulo de sada para brochas internas 10 a 12 14 a 18 10 7 10 5 a 7 10 8 12 ngulo de sada para brochas internas 8 a 12 15 a 20 10 7 8 6 12 0 a 8 12
Ao duro Ao meio duro Ao fundido FF malevel FF cinza macio FF cinza duro Lato Bronze fundido Zinco(fundido sob presso)
30
Ligas de alumnio de laminao(com cobre) Ligas de alumnio de fundio(com Si) Mg fundido sob presso
15
18
12 20
15 20
Tab. 4.3 Tabela de ngulos de sada (STEMMER, 1992, pag 238).
Material Aos Ferro fundido Lato e Bronze Alumnio
Dentes de desbaste 1,5 a 3 2 a 4 1 a 2 2 a 3
Dentes de Acabamento a 1 a a1 a 1 a 2
Tab. 4.4 Tabela de ngulos de incidncia (STEMMER, 1992, pag 240).
VIII. Determinao do numero total de dentes de desbaste, acabamento e de reserva O numero de dentes de desbaste determinado pela equao Nd = (sobremetal 0,1mm) / asf Os dentes de acabamento so em torno de dez dentes, sendo cada um com penetrao de avano igual a 0,01mm. O nmero de dentes de calibragem de 4 a 6,dependendo da vida desejada da ferramenta e do numero de peas a serem usinadas. IX. Comprimento da brocha Segundo STEMMER (1992, pag 256) [...]Para brochas internas, o comprimento total Maximo no deveria ultrapassar de 25 dimetros para brochas de compresso e 75 dimetros para brochas de trao. X. Velocidade de corte No brochamento a v c relativamente pequena. Para brochamento de superfcie, maiores velocidades de corte podem gerar um melhor acabamento superficial atravs da eliminao do gume postio,vida
31
mais longa da ferramenta. Brochadeiras modernas conseguem alcanar uma vc de 18 a 36 m/min e para alumnio alcana os 90m/min. XI. Fludo de corte
Material Ao de alta resistncia
Fludo de corte leo Graxo,leos leos sulfoclorados e mdia Emulses sulfurados,
Aos de resistncia
pequena
Ferro fundido cinza Ao fundido, FF malevel Lato Liga de alumnio
Seco Emulses leo de corte graxo e emulses leos de Emulses Seco baixa viscosidade,
Ligas de Magnsio
Tab. 4.5 Escolha do fludo de corte dependendo do material utilizado (STEMMER, 1992, pag 257)
XII. Fora de corte A fora de corte cresce a medida que os dentes da brocha penetram na pea a ser usinada (STEMMER, 1992, pag 258).
32
5 CAVACO
Como no brochamento os cavacos s podem ser eliminados depois que o dente ultrapassar todo o comprimento do furo ou da superfcie a ser usinada, cada dente tem que acomodar, numa bolsa de Cavacos, todos os cavacos gerados durante a passagem da brocha pela pea. O volume ocupado pelos cavacos depende da penetrao, do comprimento a brochar e do tipo de cavaco produzido.
Bolsa de Cavaco
Fig. 5.1 Bolsa de cavacos (ROSSI, 1970, pag. 592). Forma dos cavacos gerados no brochamento: cavacos em pequenas lascas; (ocupam pouco espao na bolsa de cavaco) cavaco cisalhado; cavaco contnuo; (ocupam de 4 a 10 vezes o volume real dos cavacos)
Fig. 5.2 Tipos de cavaco (FREIRE, 1978, pag. 65).
33
5.1 PROBLEMAS OCORRIDOS
Fig. 5.3 - Processo correto, isento de rebarba na pista.
Fig. 5.4 Perfil correto do dente
Forma do fundo dente.
INCORRETO
CORRETO
Fig. 5.5 - Processo incorreto rebarba na pista.
34
6 FORA DE USINAGEM A operao de brochamento possui uma grande variao da fora durante o processo. O valor mais importante a fora mxima exigida, pois com esse valor que se pode determinar o equipamento que realizar a operao. Mas entender como e porque a fora varia durante a usinagem um passo importante para entend-la plenamente. Durante a operao o nmero de dentes em corte simultneo (n) constante e calculado pela expresso (6.1), onde L=comprimento a ser brochado e p=passo dos dentes de desbaste. Deve-se observar que, caso o valor no seja inteiro, sempre se arredonda para cima.
(6.1)
A fora mxima na operao de brochamento pode ser calculada pela expresso (6.2). Tem-se que A=rea de material removida, re=resistncia especfica de corte e n=nmero de dentes em corte simultneo. Como a forma dos dentes varia, o valor de A tambm varia e conseqentemente o valor da fora tambm. Alm disso, h a variao do nmero de dentes em corte simultneo quando n no inteiro, gerando uma flutuao.
Fmx [kgf] = A [mm2]*re[kg/mm2]*n
(6.2)
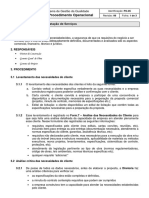
interessante observar um exemplo para simplificar o entendimento. Suponha o brochamento de um orifcio de 8 ranhuras como mostra a figura 6.1, em uma pea de ao com espessura de 32 mm e cuja resistncia especfica de corte seja 315 kg/mm2. A brocha possui passo 12 mm e passo de avano de desbaste de 0,05 mm. A velocidade de corte de 7,2 m/min. Deseja-se um grfico da variao da fora com o tempo.
35
Fig. 6.1 Geometria da pea.
Clculo do nmero de dentes em corte simultneo (n) n=L/p= 32/12= 2.667 n= 3 [dentes]
Clculo da rea de material a ser removido (A) A= 8 * (5 * 0.05) A= 2 [mm2]
Clculo da fora mxima no brochamento (Fmx) Fmx= 2 * 315 * 3 Fmx= 1890 [kgf]
Clculo da fora no incio do brochamento
No incio da operao, antes de entrar em regime, teremos apenas 1 dente em contato com a pea. Neste caso a fora ser F1= 630 [kgf]. Logo em seguida entra em ao o segundo dente e a fora ser F2= 1260 [kgf].
Clculo do tempo de atuao de um dente Para desenhar-se o grfico necessrio conhecer o tempo que um dente leva para movimentar-se na pea. Tem-se velocidade de corte de 7,2 m/mim, ou 7200 mm/min que equivale a 120 mm/s. Como cada dente tem 12 mm significa que gasta 0,1 s para movimentar-se na pea (12[mm]/120[mm/s]=0,1s) . Observe que para um dente atravessar a pea sero necessrios 0,267 s pois a pea tem 32 mm de espessura (32[mm]/120[mm/s]=0,267s).
36
Construo do grfico
Com os valores calculados pode-se desenhar o grfico da variao da fora no tempo, mostrado pela figura 6.2. Observe que, como o valor de A no se altera, aps a entrada do terceiro dente o sistema entra em regime.
Figura 6.2 Variao da fora no tempo
A figura 6.3 ilustra o movimento da brocha em relao a pea em alguns intervalos de tempo para que se possa comparar com o grfico da figura 6.2. Notase que realmente h um intervalo de tempo entre a sada de um dente e o toque de outro. Durante esse tempo (0,033s) apenas dois dentes esto em contato com a pea.
37
Figura 6.3 Deslocamento da ferramenta em relao a pea.
38
7 CONCLUSO
O brochamento um processo rpido, uma vez que a remoo do cavaco bem rpida, pois, em uma nica passada da brocha faz o desbaste e o acabamento. A brochadeira uma mquina relativamente simples, j que determina apenas a velocidade e a fora de corte. O avano estabelecido pela brocha, e essa, determinada pela altura crescente de seus dentes. Como o projeto de uma brocha a combinao de fatores especficos como material da pea, perfil a ser usinado, velocidade e profundidade de corte da brochadeira, etc., ela projetada para uma operao definida. Devido a especificidade de uma brocha, a mesma se torna uma ferramenta cara, porm ao usinar at 10000 peas sem afiao, conclui-se que o processo econmico se feito em larga escala.
39
BIBLIOGRAFIA
CUNHA, Lauro Sales. Manual Prtico do Mecnico. 8 ed. So Paulo. Ed. Hemus, 1990. FERRARESI, Dino. Fundamentos da Usinagem dos Metais. So Paulo. Ed. Edgard Blucher LTDA. 1970. FREIRE, J.M. Tecnologia Mecnica. Rio de Janeiro. Livros Tcnicos e Cientficos Editora S.A. 1978. Vol 5. ROSSI, Mrio. Mquinas operatrizes modernas. Rio de Janeiro. Ed. Ibero Americano, 1970. Vol II. STEMMER, Caspar Erich. Ferramentas de Corte II. 2 ed. Florianpolis. Ed. da UFSC, 1995. TELECURSO 2000. Fiesp,Ciesp,Senai. Processos de Fabricao. Volumes 3 e 4, Editora Globo, Brasil, 2000.
40
SITES
http://www.teses.usp.br/teses/disponiveis/18/18145/tde-29102007-100845/(CAP http://www.cimm.com.br/portal/noticia/material_didatico/3347 www.iem.efei.br/gorgulho/download/Parte_3_Brochamento.pdf www.em.pucrs.br/~valega/Brochadeira.ppt www.fei.edu.br/mecanica/me733/Me733a/Apbrochamento01.pdf www.bibvirt.futuro.usp.br/content/download/6391/52409/file www.hurth-infer.com.br/interna.asp?su=p_maquinas www.lmp.ufsc.br/linhas_pesquisa/usicav/usicav_mandrilamento.html. http://www.betamaq.com.br/produto_interno.php?view_produto=246 http://www.cimm.com.br/portal/produtos/exibir/641-brochadeira-hidrulica-b-10t http://www.cagd.com.br/Produtos.htm http://www.hurth-infer.com.br/interna.asp?su=p_brochas http://www.newbroach.com.br/brochadeiras.html http://www.fkl.com.br/home.html www.lautec.com.br/servicos.html
Anda mungkin juga menyukai
- Aula 5 Generos Do DiscursoDokumen16 halamanAula 5 Generos Do DiscursodiogolovBelum ada peringkat
- Central de Mandados Digital - OFICIAL DE JUSTIÇA TJSPDokumen18 halamanCentral de Mandados Digital - OFICIAL DE JUSTIÇA TJSPIsrael MartinBelum ada peringkat
- Mdu Split Hi Wall Rkp006ah3 Rkp008 Rkp010 Rkp015Dokumen44 halamanMdu Split Hi Wall Rkp006ah3 Rkp008 Rkp010 Rkp015vitor4santos_6Belum ada peringkat
- Po05 06 Processo Comercial de Prestacao de ServicosDokumen3 halamanPo05 06 Processo Comercial de Prestacao de ServicosSheylla Diorato GoesBelum ada peringkat
- Palhetas e Boquilhas - Como Escolher...Dokumen2 halamanPalhetas e Boquilhas - Como Escolher...fguima2506Belum ada peringkat
- Diagrama Geral Da Unidade Lógica - Lu PDFDokumen1 halamanDiagrama Geral Da Unidade Lógica - Lu PDFRM Módulos83% (12)
- TelevisãoDokumen66 halamanTelevisãoIveteOliverBelum ada peringkat
- Climalit Plus Safe Silence PltunDokumen1 halamanClimalit Plus Safe Silence PltunTiago FerreiraBelum ada peringkat
- Relatório Experimento Tubo VenturiDokumen14 halamanRelatório Experimento Tubo VenturiKaren M. UrquijoBelum ada peringkat
- PsicomemoriaDokumen193 halamanPsicomemoriapdrtorres365Belum ada peringkat
- NBR 11375 PB 1447 - Tambor para Cabo de Aco PDFDokumen4 halamanNBR 11375 PB 1447 - Tambor para Cabo de Aco PDFMateus100% (2)
- Um Motos ScoterDokumen32 halamanUm Motos ScoterJulian AyalaBelum ada peringkat
- Orientacoes Basicas para Drenagem UrbanaDokumen17 halamanOrientacoes Basicas para Drenagem Urbanadilsonramos100% (1)
- Carabina de Ar Gamo Mod. 400 (RevDokumen14 halamanCarabina de Ar Gamo Mod. 400 (RevAnonymous D2u3gTGBelum ada peringkat
- Processo de Produção Do AçoDokumen17 halamanProcesso de Produção Do AçoDary FerreiraBelum ada peringkat
- A Gestão Da Zona Costeira PortuguesaDokumen13 halamanA Gestão Da Zona Costeira PortuguesaCapi88Belum ada peringkat
- Protheus V12.1.6 - Notas de ReleaseDokumen40 halamanProtheus V12.1.6 - Notas de ReleaseBruceli CWB100% (2)
- Pfsense Prevenção de Invasões em RedesDokumen16 halamanPfsense Prevenção de Invasões em Redesnmo1122Belum ada peringkat
- Apostila Parte Mecanica e DEC2 - FGWilsonDokumen62 halamanApostila Parte Mecanica e DEC2 - FGWilsonAnderson Bombista100% (9)
- FD - DISTRIBUIÇÃO LINKS PARA INDUÇÃO DE TIC SDokumen2 halamanFD - DISTRIBUIÇÃO LINKS PARA INDUÇÃO DE TIC SCustodio CossaBelum ada peringkat
- Placa Mãe PCWARE Mini Itx IPX1800E2 +proc DC J1800 2,41GHz DDR3 - ..Dokumen6 halamanPlaca Mãe PCWARE Mini Itx IPX1800E2 +proc DC J1800 2,41GHz DDR3 - ..Ricardo0% (1)
- R1M20 - R2M20 - Britador de Impacto Hazemag Apk-1013 PDFDokumen15 halamanR1M20 - R2M20 - Britador de Impacto Hazemag Apk-1013 PDFtr01840% (1)
- Esquema de Matriz de Linha de Caixa de 12 Polegadas Mais TweeterDokumen5 halamanEsquema de Matriz de Linha de Caixa de 12 Polegadas Mais TweeterINFORCEL ELETRÔNICA E MARCENARIA100% (2)
- Guia Prático para Professores de Ensino Fundamental I PDFDokumen7 halamanGuia Prático para Professores de Ensino Fundamental I PDFLília Nunes100% (1)
- Passat Vr6 Motronic m2.7 AaaDokumen11 halamanPassat Vr6 Motronic m2.7 AaaJorge Petersen100% (2)
- Administração Da FrotaDokumen33 halamanAdministração Da FrotaRafael Figueiredo100% (1)
- Manual - Base de Testes Nota Serviço - BarueriDokumen5 halamanManual - Base de Testes Nota Serviço - BarueriIgor MarquesBelum ada peringkat
- Projeto Método FônicoDokumen5 halamanProjeto Método FônicoRenata Leocowboy100% (1)
- Treinamento NR12rev1Dokumen38 halamanTreinamento NR12rev1Newton Lopes LopesBelum ada peringkat
- NTK Tabela Sonda 2014Dokumen29 halamanNTK Tabela Sonda 2014Graziele MotaBelum ada peringkat