Anda mungkin juga menyukai
- Hand Book For Steel Structure Quality Control on SiteDari EverandHand Book For Steel Structure Quality Control on SiteBelum ada peringkat
- Duplex Systems: Hot-dip Galvanizing Plus PaintingDari EverandDuplex Systems: Hot-dip Galvanizing Plus PaintingBelum ada peringkat
- Comparison TableDokumen6 halamanComparison TablePand AemonaEonBelum ada peringkat
- Manage Structural Steel Production Using BarcodesDokumen10 halamanManage Structural Steel Production Using BarcodesajaymrBelum ada peringkat
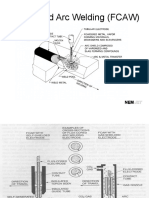
- FCAWDokumen6 halamanFCAWshravan.office11Belum ada peringkat
- Weld - Symbol PDFDokumen3 halamanWeld - Symbol PDFniraj nair100% (1)
- ASME SEC. IX WPS & PQR Check ListDokumen2 halamanASME SEC. IX WPS & PQR Check Listsajeed76740Belum ada peringkat
- What Is A Welding CertificationDokumen12 halamanWhat Is A Welding Certificationmjinspector100% (1)
- Nelson Stud Properties - Esr-2856Dokumen3 halamanNelson Stud Properties - Esr-2856ellisblBelum ada peringkat
- Stud welding manufacturer profileDokumen69 halamanStud welding manufacturer profileJuan OrmacheaBelum ada peringkat
- Flux Cored and MIG Pipe WeldingDokumen59 halamanFlux Cored and MIG Pipe Weldingcentaury2013Belum ada peringkat
- Certification: Structural Steel and Bolting Special Inspector Exam ID: S1Dokumen2 halamanCertification: Structural Steel and Bolting Special Inspector Exam ID: S1Ammar A. AliBelum ada peringkat
- Field Welding of Rail SpecificationsDokumen4 halamanField Welding of Rail Specificationsdurandm10Belum ada peringkat
- Fillet Welded Joints - A Review of The Practicalities - Job Knowledge 66Dokumen4 halamanFillet Welded Joints - A Review of The Practicalities - Job Knowledge 66Anuj ShahiBelum ada peringkat
- Flux Cored Arc Welding PDFDokumen147 halamanFlux Cored Arc Welding PDFCedric MercadoBelum ada peringkat
- WeldDokumen3 halamanWeldSenthil SubramanianBelum ada peringkat
- Most Common Welding Defects ExplainedDokumen6 halamanMost Common Welding Defects ExplainedManila CastilloBelum ada peringkat
- Module 4 Weld Geometry and Welding Symbols-1Dokumen87 halamanModule 4 Weld Geometry and Welding Symbols-1Miki JaksicBelum ada peringkat
- AISE Anchor Bolt Details PDFDokumen1 halamanAISE Anchor Bolt Details PDFYash PaulBelum ada peringkat
- Pipe JigsDokumen26 halamanPipe Jigsarvind565Belum ada peringkat
- Vectorbloc Scalability and Concept Building Feb 2015 - Lo-ResDokumen36 halamanVectorbloc Scalability and Concept Building Feb 2015 - Lo-ResblukututBelum ada peringkat
- Welding Automation CatalogDokumen112 halamanWelding Automation CatalogVirgil SorcaruBelum ada peringkat
- Class 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced FlangesDokumen1 halamanClass 150# Flange Dimensions: ANSI B16.5 1/16" Raised Faced - Also Mate With ANSI B16.1 125# Flat Faced Flanges║║ Joe Beca ║║Belum ada peringkat
- A Review On Various Welding TechniquesDokumen7 halamanA Review On Various Welding TechniquesIJMER100% (1)
- DesignManualAUGUST2014 Watermarked PDFDokumen35 halamanDesignManualAUGUST2014 Watermarked PDFAbdelaziz BrakhliaBelum ada peringkat
- WeldingDokumen752 halamanWeldingAndres_Pastor1987100% (3)
- A Guide To Estimating The Consumption of Welding Consumables-NADokumen1 halamanA Guide To Estimating The Consumption of Welding Consumables-NAManuel Antonio Santos VargasBelum ada peringkat
- Weld Joints TypeDokumen6 halamanWeld Joints TypeJerry ZhangBelum ada peringkat
- Submerged Arc Welding (Saw)Dokumen5 halamanSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamBelum ada peringkat
- 03 Automatic Submerged Arc Welding Air Liquide Welding 5347173341045849449Dokumen14 halaman03 Automatic Submerged Arc Welding Air Liquide Welding 5347173341045849449daemsal100% (1)
- Weld Joint Detail PDFDokumen9 halamanWeld Joint Detail PDFKosit WongpinkaewBelum ada peringkat
- Weld Acceptance StandardDokumen2 halamanWeld Acceptance StandardLalit Bom Malla100% (2)
- Qualification of Welding Procedures and WeldersDokumen10 halamanQualification of Welding Procedures and WelderstxjiangBelum ada peringkat
- Manufacturing Processes Lab WeldingDokumen8 halamanManufacturing Processes Lab WeldingKhalid EwigBelum ada peringkat
- 12 Tig WeldingDokumen8 halaman12 Tig WeldingSampath KumarBelum ada peringkat
- AWS CWI Training Program PDFDokumen22 halamanAWS CWI Training Program PDFDjamelBelum ada peringkat
- Approved Welding Procedures-Rebar Indirect Butt Joint With Splice AngleDokumen8 halamanApproved Welding Procedures-Rebar Indirect Butt Joint With Splice Anglecipele12Belum ada peringkat
- Practical Visual Inspection of WeldsDokumen40 halamanPractical Visual Inspection of Weldsuttam0% (1)
- AWS-SCWI Certification Seminar & Exam Dates for 2019Dokumen6 halamanAWS-SCWI Certification Seminar & Exam Dates for 2019yskushwah16Belum ada peringkat
- Technical Specs PDFDokumen12 halamanTechnical Specs PDFcsolanki6586100% (1)
- Weld SymbolsDokumen33 halamanWeld Symbolssan htet aungBelum ada peringkat
- Stud WeldingDokumen1 halamanStud WeldingzidaaanBelum ada peringkat
- NDT Non Distructive TestsDokumen18 halamanNDT Non Distructive TestsOmar MamdouhBelum ada peringkat
- SEO Optimized Product Data Sheet for OK Tigrod 316L TIG Welding RodDokumen2 halamanSEO Optimized Product Data Sheet for OK Tigrod 316L TIG Welding Rodsoft4gsmBelum ada peringkat
- Manual Técnico de Parafusos - BOSSARDDokumen85 halamanManual Técnico de Parafusos - BOSSARDRenato Caldas100% (1)
- Pipefitter/WelderDokumen2 halamanPipefitter/Welderapi-122242190Belum ada peringkat
- ButtWelding Is 11790 1986Dokumen11 halamanButtWelding Is 11790 1986kathir1965Belum ada peringkat
- Gas Tungsten Arc Welding ProcessDokumen9 halamanGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Appendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Dokumen24 halamanAppendix B3-10 Welding Procedure Specification EPI-11-WP6 Rev.1 - A4A2E9Tahir AliBelum ada peringkat
- D3 5-93PVDokumen8 halamanD3 5-93PVBirdyTheoBelum ada peringkat
- CMT Welding Research PaperDokumen23 halamanCMT Welding Research PaperUpendra93Belum ada peringkat
- Industrial radiography A Complete Guide - 2019 EditionDari EverandIndustrial radiography A Complete Guide - 2019 EditionBelum ada peringkat
- Painting Inspector: Passbooks Study GuideDari EverandPainting Inspector: Passbooks Study GuideBelum ada peringkat
- BGAS-CSWIP Welding and Coating Inspection: Certification, Process, Exam Preparation and Q&ADari EverandBGAS-CSWIP Welding and Coating Inspection: Certification, Process, Exam Preparation and Q&ABelum ada peringkat
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionDari EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionBelum ada peringkat
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingDari EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghBelum ada peringkat
- Non-Destructive TestingDari EverandNon-Destructive TestingJ. BoogaardPenilaian: 4 dari 5 bintang4/5 (7)
- Ultrasonic Testing of Ferritic or Martensitic Steel ForgingsDokumen17 halamanUltrasonic Testing of Ferritic or Martensitic Steel ForgingsrkkumarcpriBelum ada peringkat
- IACS-69-NDT StandardDokumen15 halamanIACS-69-NDT StandardJeganeswaranBelum ada peringkat
- Master's SMS Review Report SummaryDokumen3 halamanMaster's SMS Review Report Summaryoto saviour100% (1)
- Photographs of Deficiencies identified during Port State ControlDokumen57 halamanPhotographs of Deficiencies identified during Port State ControlVu Tung Linh100% (1)
- Guidelines Low Load HFODokumen11 halamanGuidelines Low Load HFOVu Tung Linh100% (1)
- Ballast Water Exchange Procedure APPROVED by DNVDokumen93 halamanBallast Water Exchange Procedure APPROVED by DNVVu Tung LinhBelum ada peringkat
- DMLCIIDokumen2 halamanDMLCIIVu Tung LinhBelum ada peringkat
- Bridge Equipment Due - Jan 2017Dokumen8 halamanBridge Equipment Due - Jan 2017Vu Tung LinhBelum ada peringkat
- HT - 02 Procedure For Organisation, ResponsibilitiesDokumen17 halamanHT - 02 Procedure For Organisation, ResponsibilitiesVu Tung Linh100% (1)
- Maintaining Ship Safety and ComplianceDokumen94 halamanMaintaining Ship Safety and CompliancecriBelum ada peringkat
- Audit Status For CompanyDokumen2 halamanAudit Status For CompanyVu Tung LinhBelum ada peringkat
- AE 5L16-24 Fuel TimingDokumen1 halamanAE 5L16-24 Fuel TimingVu Tung LinhBelum ada peringkat
- Ballast Water Exchange ProcedureDokumen4 halamanBallast Water Exchange ProcedureVu Tung LinhBelum ada peringkat
- Panama Canal UMS and InstructionDokumen3 halamanPanama Canal UMS and InstructionVu Tung LinhBelum ada peringkat
- Ballast Water Exchange ProcedureDokumen4 halamanBallast Water Exchange ProcedureVu Tung LinhBelum ada peringkat
- Safety EquipmentDokumen10 halamanSafety EquipmentVu Tung LinhBelum ada peringkat
- PortDokumen5 halamanPortVu Tung LinhBelum ada peringkat
- Ballast Management Plan Approval by ABSDokumen3 halamanBallast Management Plan Approval by ABSVu Tung LinhBelum ada peringkat
- Fleet Broadband Users ManualDokumen250 halamanFleet Broadband Users ManualMarkBelum ada peringkat
- Ballast Water Exchange Procedure APPROVED by DNVDokumen93 halamanBallast Water Exchange Procedure APPROVED by DNVVu Tung LinhBelum ada peringkat
- MOT-No 168 PDFDokumen9 halamanMOT-No 168 PDFVu Tung LinhBelum ada peringkat
- Isle of Man Official Log Book and List of Crew Required Entries, Format and GuidanceDokumen28 halamanIsle of Man Official Log Book and List of Crew Required Entries, Format and GuidanceVu Tung LinhBelum ada peringkat
- PROCEDURE COMMUNICATIONDokumen2 halamanPROCEDURE COMMUNICATIONVu Tung Linh100% (1)
- MSC.1-Circ.1235 - Guidelines On Security-Related Training and Familiarization For Shipboard Personnel (Secretariat)Dokumen8 halamanMSC.1-Circ.1235 - Guidelines On Security-Related Training and Familiarization For Shipboard Personnel (Secretariat)Vu Tung LinhBelum ada peringkat
- Shipboard Maintenance PolicyDokumen1 halamanShipboard Maintenance PolicyVu Tung LinhBelum ada peringkat
- MSC.1-Circ.1030 - Guidance For Port State Control Officers On Issues Related To Certificates of Competency (Secretariat)Dokumen1 halamanMSC.1-Circ.1030 - Guidance For Port State Control Officers On Issues Related To Certificates of Competency (Secretariat)Vu Tung LinhBelum ada peringkat
- Procedure For Crew ChangeDokumen5 halamanProcedure For Crew ChangeVu Tung Linh100% (1)
- ALLSEA DMCC Underkeel Clearance PolicyDokumen1 halamanALLSEA DMCC Underkeel Clearance PolicyVu Tung LinhBelum ada peringkat
- Procedure For Internal AuditDokumen3 halamanProcedure For Internal AuditVu Tung Linh100% (1)
- Procedure For Internal AuditDokumen3 halamanProcedure For Internal AuditVu Tung Linh100% (1)
- Cyber Security PolicyDokumen1 halamanCyber Security PolicyVu Tung LinhBelum ada peringkat
- Energy Management PolicyDokumen1 halamanEnergy Management PolicyVu Tung LinhBelum ada peringkat
- 20MCC New Brochure Compressed-CompressedDokumen22 halaman20MCC New Brochure Compressed-Compressedfranchise.adajanBelum ada peringkat
- Xypec Catalog B UVC A MS 9106 R0 DraftDokumen94 halamanXypec Catalog B UVC A MS 9106 R0 DraftJusron MasjhudaBelum ada peringkat
- Vitrified CBN Crankshaft Grinding WheelDokumen18 halamanVitrified CBN Crankshaft Grinding WheelJulkar Nain ShakibBelum ada peringkat
- 1.1. Usb Legal PDFDokumen60 halaman1.1. Usb Legal PDFnadzrin_akatsuki94100% (1)
- The effect of temperature on the rate of a catalyzed reactionDokumen5 halamanThe effect of temperature on the rate of a catalyzed reactionRabia RafiqueBelum ada peringkat
- CV TemplateV2Dokumen9 halamanCV TemplateV2Mark MarianoBelum ada peringkat
- Tantalum Niobium EtchantsDokumen2 halamanTantalum Niobium EtchantsmitgraBelum ada peringkat
- PCM70140 Primer Epoxi PPGDokumen1 halamanPCM70140 Primer Epoxi PPGMisaelBelum ada peringkat
- GLXXMobil Vacuoline 100 SeriesDokumen3 halamanGLXXMobil Vacuoline 100 SeriesAdrian RoperoBelum ada peringkat
- Use of Pyroxenite in Place of DolomiteDokumen4 halamanUse of Pyroxenite in Place of DolomiteDhirender KapoorBelum ada peringkat
- DIY Knifemaker's Info Center - Heat Treatment Oven ProjectDokumen34 halamanDIY Knifemaker's Info Center - Heat Treatment Oven ProjectRicardo VelozBelum ada peringkat
- Velan PDFDokumen40 halamanVelan PDFpablopasqualini18Belum ada peringkat
- Cr-Mo Steel Vessel Repair ConsiderationsDokumen7 halamanCr-Mo Steel Vessel Repair Considerationsromanosky11Belum ada peringkat
- Furniture Locksand CatchesDokumen15 halamanFurniture Locksand CatchesNishant DeoBelum ada peringkat
- Mueller Co Series 2361 RWGV FormDokumen1 halamanMueller Co Series 2361 RWGV FormLarry Wayne Sumpter, JrBelum ada peringkat
- Stress Analysis Guidelines for Liquid Pipelines per ASME B31.4Dokumen4 halamanStress Analysis Guidelines for Liquid Pipelines per ASME B31.4Nilesh GohelBelum ada peringkat
- GE Turbine Fuel SpecsDokumen24 halamanGE Turbine Fuel SpecsA H RanaBelum ada peringkat
- Testing Fabric's Super-Hydrophobic Coating in a Cube BoxDokumen5 halamanTesting Fabric's Super-Hydrophobic Coating in a Cube BoxSumantharajBelum ada peringkat
- Tension-Weld® Strapping Tool: Downloaded From Manuals Search EngineDokumen36 halamanTension-Weld® Strapping Tool: Downloaded From Manuals Search EnginePepeBelum ada peringkat
- IS-216 Queens Boiler Pit Leak RepairDokumen8 halamanIS-216 Queens Boiler Pit Leak RepairShamsherHussainBelum ada peringkat
- Ce133p 2 WSD NSCP 2015Dokumen2 halamanCe133p 2 WSD NSCP 2015RapBelum ada peringkat
- Local Bodies 3Dokumen19 halamanLocal Bodies 3umzzBelum ada peringkat
- 15 151905 Machine Design IDokumen3 halaman15 151905 Machine Design IPeeka Prabhakara RaoBelum ada peringkat
- 2 PerformanceofflowingwellsDokumen16 halaman2 PerformanceofflowingwellsnciriBelum ada peringkat
- Check List Roll Handling System - Tissue LineDokumen17 halamanCheck List Roll Handling System - Tissue LineDinhnamsgpBelum ada peringkat
- Cold Storage 2Dokumen61 halamanCold Storage 2Dhruba Jyoti MalakarBelum ada peringkat
- Method Statement FOR SIKATOP SEAL 107Dokumen4 halamanMethod Statement FOR SIKATOP SEAL 107faizbukhariBelum ada peringkat
- Method of Scaffolding WorksDokumen25 halamanMethod of Scaffolding WorksFarrukh Javed100% (1)
- Delta Industrial Knife Gate ValvesDokumen28 halamanDelta Industrial Knife Gate ValvesAlin AllinBelum ada peringkat
- Tulsion: Strong Acid Cation Exchange Resin Sodium CycleDokumen2 halamanTulsion: Strong Acid Cation Exchange Resin Sodium CycleKewl DudzBelum ada peringkat