Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (120)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Management PriniciplesDokumen87 halamanManagement Priniciplesbusyboy_spBelum ada peringkat
- 5.1 Behaviour of Water in Rocks and SoilsDokumen5 halaman5.1 Behaviour of Water in Rocks and SoilsHernandez, Mark Jyssie M.Belum ada peringkat
- Template Budget ProposalDokumen4 halamanTemplate Budget ProposalimamBelum ada peringkat
- 28 TerminalsDokumen42 halaman28 TerminalsAlin FazacasBelum ada peringkat
- Service Quality Dimensions of A Philippine State UDokumen10 halamanService Quality Dimensions of A Philippine State UVilma SottoBelum ada peringkat
- Saflex-Dg - 41 Data SheetDokumen5 halamanSaflex-Dg - 41 Data SheetrasheedgotzBelum ada peringkat
- Audi A4-7Dokumen532 halamanAudi A4-7Anonymous QRVqOsa5Belum ada peringkat
- Dog & Kitten: XshaperDokumen17 halamanDog & Kitten: XshaperAll PrintBelum ada peringkat
- IJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyDokumen12 halamanIJRHAL - Exploring The Journey of Steel Authority of India (SAIL) As A Maharatna CompanyImpact JournalsBelum ada peringkat
- Maximum and Minimum PDFDokumen3 halamanMaximum and Minimum PDFChai Usajai UsajaiBelum ada peringkat
- Installation 59TP6A 08SIDokumen92 halamanInstallation 59TP6A 08SIHenry SmithBelum ada peringkat
- The University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDokumen5 halamanThe University of The West Indies: Application For First Degree, Associate Degree, Diploma and Certificate ProgrammesDavid Adeyinka RamgobinBelum ada peringkat
- MSDS Buffer Solution PH 4.0Dokumen5 halamanMSDS Buffer Solution PH 4.0Ardhy LazuardyBelum ada peringkat
- Stress Management HandoutsDokumen3 halamanStress Management HandoutsUsha SharmaBelum ada peringkat
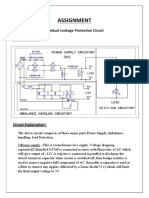
- Assignment: Residual Leakage Protection Circuit Circuit DiagramDokumen2 halamanAssignment: Residual Leakage Protection Circuit Circuit DiagramShivam ShrivastavaBelum ada peringkat
- Etag 002 PT 2 PDFDokumen13 halamanEtag 002 PT 2 PDFRui RibeiroBelum ada peringkat
- Waves and Ocean Structures Journal of Marine Science and EngineeringDokumen292 halamanWaves and Ocean Structures Journal of Marine Science and Engineeringheinz billBelum ada peringkat
- Đề Tuyển Sinh Lớp 10 Môn Tiếng AnhDokumen11 halamanĐề Tuyển Sinh Lớp 10 Môn Tiếng AnhTrangBelum ada peringkat
- Inverter 2 chiềuDokumen2 halamanInverter 2 chiềuKhánh Nguyễn MinhBelum ada peringkat
- JO 20221109 NationalDokumen244 halamanJO 20221109 NationalMark Leo BejeminoBelum ada peringkat
- Ilovepdf MergedDokumen503 halamanIlovepdf MergedHemantBelum ada peringkat
- BECED S4 Motivational Techniques PDFDokumen11 halamanBECED S4 Motivational Techniques PDFAmeil OrindayBelum ada peringkat
- TTDM - JithinDokumen24 halamanTTDM - JithinAditya jainBelum ada peringkat
- Cash Flow July 2021Dokumen25 halamanCash Flow July 2021pratima jadhavBelum ada peringkat
- PDFDokumen653 halamanPDFconstantinBelum ada peringkat
- Understanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanDokumen15 halamanUnderstanding The Contribution of HRM Bundles For Employee Outcomes Across The Life-SpanPhuong NgoBelum ada peringkat
- Darkle Slideshow by SlidesgoDokumen53 halamanDarkle Slideshow by SlidesgoADITI GUPTABelum ada peringkat
- Plan Lectie Clasa 5 D HaineDokumen5 halamanPlan Lectie Clasa 5 D HaineCristina GrapinoiuBelum ada peringkat
- RSW - F - 01 " ": Building UtilitiesDokumen4 halamanRSW - F - 01 " ": Building Utilities62296bucoBelum ada peringkat
- DTR Testastretta Valve Adjustment ProcedureDokumen10 halamanDTR Testastretta Valve Adjustment ProcedureTony LamprechtBelum ada peringkat