Anda mungkin juga menyukai
- 6.fluid Mechanics-1-10Dokumen10 halaman6.fluid Mechanics-1-10Vijeesh VijayalayamBelum ada peringkat
- FM ProblemDokumen2 halamanFM ProblemVijeesh VijayalayamBelum ada peringkat
- Additional Instructions To StudentsDokumen2 halamanAdditional Instructions To StudentsVijeesh VijayalayamBelum ada peringkat
- 6.fluid Mechanics-1-10Dokumen10 halaman6.fluid Mechanics-1-10Vijeesh VijayalayamBelum ada peringkat
- Gas Laws: Volume, Pressure and TemperatureDokumen15 halamanGas Laws: Volume, Pressure and TemperatureVijeesh VijayalayamBelum ada peringkat
- S. H. M. Engineering College, Kadakkal: Kerala Technological UniversityDokumen2 halamanS. H. M. Engineering College, Kadakkal: Kerala Technological UniversityVijeesh VijayalayamBelum ada peringkat
- Civil V Structural Analysis II (10cv53) NotesDokumen90 halamanCivil V Structural Analysis II (10cv53) NotesGagan NagpalBelum ada peringkat
- 4000 GK Question Bank PDFDokumen46 halaman4000 GK Question Bank PDFShreenivasan Ananthan100% (1)
- District Disaster Management Plan GuideDokumen37 halamanDistrict Disaster Management Plan GuidePriyanka ShriwastvaBelum ada peringkat
- S. H. M. Engineering College, Kadakkal: Fourth Semester, First Series Examination, March 2016Dokumen1 halamanS. H. M. Engineering College, Kadakkal: Fourth Semester, First Series Examination, March 2016Vijeesh VijayalayamBelum ada peringkat
- S. H. M. Engineering College, Kadakkal: Kerala Technological UniversityDokumen2 halamanS. H. M. Engineering College, Kadakkal: Kerala Technological UniversityVijeesh VijayalayamBelum ada peringkat
- FM S4 Feb 2018 - Copy Answer KeyDokumen1 halamanFM S4 Feb 2018 - Copy Answer KeyVijeesh VijayalayamBelum ada peringkat
- S. H. M. Engineering College, Kadakkal: (Answer Any 4 Questions. Each Carries 5 Marks)Dokumen1 halamanS. H. M. Engineering College, Kadakkal: (Answer Any 4 Questions. Each Carries 5 Marks)Vijeesh VijayalayamBelum ada peringkat
- FM 1 PDFDokumen2 halamanFM 1 PDFVijeesh VijayalayamBelum ada peringkat
- Mahalakshmi: Engineering CollegeDokumen16 halamanMahalakshmi: Engineering CollegeVijeesh VijayalayamBelum ada peringkat
- FM 1 PDFDokumen2 halamanFM 1 PDFVijeesh VijayalayamBelum ada peringkat
- CamScanner Scans PDF DocsDokumen7 halamanCamScanner Scans PDF DocsVijeesh VijayalayamBelum ada peringkat
- CE482 Environmental Impact AssessmentDokumen2 halamanCE482 Environmental Impact AssessmentSreejith Rajendran PillaiBelum ada peringkat
- Report VijeeshDokumen31 halamanReport VijeeshVijeesh VijayalayamBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Unit Conversion Heat TransferDokumen5 halamanUnit Conversion Heat TransferFamela GadBelum ada peringkat
- 83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsDokumen12 halaman83 - Detection of Bearing Fault Using Vibration Analysis and Controlling The VibrationsmaulikgadaraBelum ada peringkat
- Modernize Customer Service with a Cloud-Based Contact CenterDokumen11 halamanModernize Customer Service with a Cloud-Based Contact CenterMishBelum ada peringkat
- Operators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 TractorsDokumen44 halamanOperators Manuel International Cub Cadet 72, 104, 105, 124, ZND 125 Tractorsfundreamer1Belum ada peringkat
- GaN technology powers bright LEDsDokumen13 halamanGaN technology powers bright LEDsluciowwBelum ada peringkat
- BS 1400 - 1973Dokumen38 halamanBS 1400 - 1973Metal dept100% (1)
- Physics ExamDokumen30 halamanPhysics Examjomar bolasocBelum ada peringkat
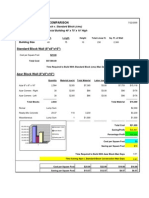
- AZAR Block CostcomparisonDokumen8 halamanAZAR Block CostcomparisontckittuBelum ada peringkat
- HalideDokumen195 halamanHalidejadecolourBelum ada peringkat
- Method StatementDokumen2 halamanMethod StatementKumar Jbs100% (1)
- Compact 1NC+1NO limit switch data sheetDokumen2 halamanCompact 1NC+1NO limit switch data sheetJose AkinoBelum ada peringkat
- Assign4 RANSDokumen2 halamanAssign4 RANSankitsaneetBelum ada peringkat
- Quotation 615-4078 BabulalDokumen14 halamanQuotation 615-4078 Babulaldevrajan631Belum ada peringkat
- PML Rev-I Preferred Manufacturer List for PT Pertamina EPDokumen12 halamanPML Rev-I Preferred Manufacturer List for PT Pertamina EPAndreas Schlager100% (1)
- 3.17. Creep EquationsDokumen10 halaman3.17. Creep Equationsruchit solankiBelum ada peringkat
- CFS50 motor feedback installation instructionsDokumen1 halamanCFS50 motor feedback installation instructionsJavier AlzateBelum ada peringkat
- DR System ConciseDokumen37 halamanDR System ConciseJiten KarmakarBelum ada peringkat
- Acsomega 9b01541Dokumen9 halamanAcsomega 9b01541Benedictus EduardoBelum ada peringkat
- ISO 9001 ChecklistDokumen3 halamanISO 9001 Checklistthanh571957Belum ada peringkat
- Kepb003404 PDFDokumen472 halamanKepb003404 PDFELIAS100% (1)
- ESAB Welding HandbookDokumen31 halamanESAB Welding Handbookhooky1100% (4)
- Generation of Electrical Energy - B. R. GuptaDokumen171 halamanGeneration of Electrical Energy - B. R. GuptaIbrahim Ahmed43% (23)
- NUSTian Final July SeptDokumen36 halamanNUSTian Final July SeptAdeel KhanBelum ada peringkat
- How To Install GmtsarDokumen24 halamanHow To Install GmtsardedetmixBelum ada peringkat
- Civil 3 8sem PDFDokumen43 halamanCivil 3 8sem PDFG0utham100% (1)
- Ornl 2465Dokumen101 halamanOrnl 2465jesusBelum ada peringkat
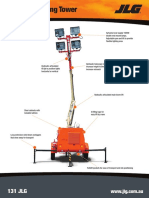
- JLG Lighting Tower 6308AN Series II 20150907Dokumen2 halamanJLG Lighting Tower 6308AN Series II 20150907DwiSulistyo09Belum ada peringkat
- IEEE STD C37.30.1 Estandar de Requisitos para Interruptores de Aire de AV AC para Nivelesmayores A 1000VDokumen104 halamanIEEE STD C37.30.1 Estandar de Requisitos para Interruptores de Aire de AV AC para Nivelesmayores A 1000Valex100% (4)
- Government Engineering College Surveying Lab ManualDokumen26 halamanGovernment Engineering College Surveying Lab ManualNittin BhagatBelum ada peringkat
- Strength and Insulating Properties of Building Blocks Made From Waste MaterialsDokumen7 halamanStrength and Insulating Properties of Building Blocks Made From Waste Materialsmjrobust05Belum ada peringkat