Anda mungkin juga menyukai
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Guidance On ECDIS For Ships Calling at Australian Ports: Software Quality Assurance AnomaliesDokumen3 halamanGuidance On ECDIS For Ships Calling at Australian Ports: Software Quality Assurance AnomaliesCanumalla RamkumarBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Core Java Vol 1 2 For The Impatient and Effective Pack 12Th Ed Cay S Horstmann Full ChapterDokumen51 halamanCore Java Vol 1 2 For The Impatient and Effective Pack 12Th Ed Cay S Horstmann Full Chapterkatherine.whipkey756100% (8)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Different Types of Control Valves - Instrumentation ToolsDokumen13 halamanDifferent Types of Control Valves - Instrumentation Toolsprabhanshu241991Belum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Lab Exercise 1 - Getting StartedDokumen8 halamanLab Exercise 1 - Getting StartedMarcos JeremyBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- SLC Twin Rt2 0,7.. 10 kVA: User ManualDokumen48 halamanSLC Twin Rt2 0,7.. 10 kVA: User Manualsomae AbbasBelum ada peringkat
- LexionAir Flyer UKDokumen2 halamanLexionAir Flyer UKficom123Belum ada peringkat
- PD Smart PDFDokumen2 halamanPD Smart PDFAriel Leandro Toro MuñozBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Strength Under Fire: Cat Fire Pump EnginesDokumen4 halamanStrength Under Fire: Cat Fire Pump EnginesArgenis JimenezBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Mobile CommerceDokumen47 halamanMobile CommerceMichael DawkinsBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Cpu - VTT Vcore: Gigabyte TechnologyDokumen35 halamanCpu - VTT Vcore: Gigabyte TechnologyDébo Orellano100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Copia de BINSDokumen3 halamanCopia de BINSCarlos100% (5)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- STATEMENT OF PURPOSE (Automatic Control)Dokumen3 halamanSTATEMENT OF PURPOSE (Automatic Control)Sudhir RoutrayBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Datasheet - HK S29al016j70tfi020 6599589Dokumen58 halamanDatasheet - HK S29al016j70tfi020 6599589SAABBelum ada peringkat
- TN - SP021 - E1 - 0 Call Flow and Supplementary Service Flow in CS Domain-65Dokumen62 halamanTN - SP021 - E1 - 0 Call Flow and Supplementary Service Flow in CS Domain-65Tanzyy.2018Belum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- 5G Mobile Technology: BY M.Hemalatha HT - NO: 106T1A0453Dokumen26 halaman5G Mobile Technology: BY M.Hemalatha HT - NO: 106T1A0453munnaBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Zero2prod With Cover Light Theme 20211228Dokumen317 halamanZero2prod With Cover Light Theme 20211228caitlin.gaooBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- @ WJC) 8@ $hack Instagram Account$ #2021# # (Hack InstaDokumen4 halaman@ WJC) 8@ $hack Instagram Account$ #2021# # (Hack InstaMohamad ZaziliBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Another Smart BookDokumen22 halamanAnother Smart BookKeshav PBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Sihao Huang Resume 1Dokumen2 halamanSihao Huang Resume 1api-528311148Belum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- QR Code Reader and ScannerDokumen6 halamanQR Code Reader and ScannerNgwang Leonard Tenzi100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Caterpillar 785c 789c Off Highway Trucks Service TrainingDokumen20 halamanCaterpillar 785c 789c Off Highway Trucks Service Trainingjames100% (45)
- Day 2Dokumen12 halamanDay 2anamika soodhBelum ada peringkat
- DWDM Notes 1-5 UnitsDokumen192 halamanDWDM Notes 1-5 UnitsGURAKA BHARGAVA KUMAR,CSE(19-23) Vel Tech, ChennaiBelum ada peringkat
- Narada 12ndt190sDokumen2 halamanNarada 12ndt190sYANdalfBelum ada peringkat
- Machine SolutionDokumen337 halamanMachine SolutionSumon SarkerBelum ada peringkat
- Soc Fpga Main Memory Performance: Architecture BriefDokumen4 halamanSoc Fpga Main Memory Performance: Architecture BriefGiderosBelum ada peringkat
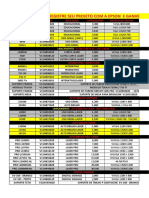
- Registre Seu Projeto Com A Epson E Ganhe Desconto: Modelo Aplicaçao Luminsidade Resoluçao NativaDokumen20 halamanRegistre Seu Projeto Com A Epson E Ganhe Desconto: Modelo Aplicaçao Luminsidade Resoluçao NativaJairo RodriguesBelum ada peringkat
- QL 320 TDokumen109 halamanQL 320 TSteven SalweyBelum ada peringkat
- STS Module 3Dokumen28 halamanSTS Module 3Arlo GutayBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)