Anda mungkin juga menyukai
- Case Study-1 SHEENADokumen2 halamanCase Study-1 SHEENARushikesh Dandagwhal100% (1)
- Strength of MaterialsDokumen480 halamanStrength of MaterialsShivang ChaurasiaBelum ada peringkat
- MANUAL CENTRAL M6 - Rev1-F PDFDokumen24 halamanMANUAL CENTRAL M6 - Rev1-F PDFFrancisco Mosquera Lopez75% (4)
- Interncionalparametros de CorteDokumen7 halamanInterncionalparametros de CorteFernando Michelon MarquesBelum ada peringkat
- Term Paper: Investigation of The Interaction Between The Surface Quality and Rake Angle in Machining of Aisi 1040 SteelDokumen9 halamanTerm Paper: Investigation of The Interaction Between The Surface Quality and Rake Angle in Machining of Aisi 1040 SteelSandeep NairBelum ada peringkat
- Rugozitatea SuprafetelorDokumen7 halamanRugozitatea SuprafetelorcristinaBelum ada peringkat
- Abrasive Water Jet Machining PDFDokumen3 halamanAbrasive Water Jet Machining PDFbvnareshBelum ada peringkat
- Hard Turning of Hot Work Tool Steel (Dac10)Dokumen38 halamanHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelBelum ada peringkat
- Effect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVADokumen6 halamanEffect of Process Parameters On Surface Roughness of Cylindrical Grinding Process On Ohns (Aisi 0-1) Steel Rounds Using ANOVAsureshkumarBelum ada peringkat
- Investigation On MRR and RA of Surface Grinding On EN31Dokumen8 halamanInvestigation On MRR and RA of Surface Grinding On EN31Innovative Research PublicationsBelum ada peringkat
- Optimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsDokumen10 halamanOptimization of Surface Roughness and Flank Wear Using The Taguchi Method in Milling of Hadfield Steel With PVD and CVD Coated InsertsMohamedKamalBelum ada peringkat
- Prediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression ProgrammingDokumen14 halamanPrediction of Surface Roughness in Abrasive Waterjet Machining of Particle Reinforced Mmcs Using Genetic Expression Programmingkshastry72Belum ada peringkat
- Ijems 21 (5) 543-556Dokumen14 halamanIjems 21 (5) 543-556Abhishek AroraBelum ada peringkat
- AWJCDokumen29 halamanAWJCМарија МиловановићBelum ada peringkat
- An Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentDokumen11 halamanAn Investigation of Optimum Cutting Conditions in Face Milling Aluminum 7075-t6 Using Design of ExperimentMukund PatelBelum ada peringkat
- High Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool SteelDokumen18 halamanHigh Speed Hard Turning of Aisi S1 (60Wcrv8) Cold Work Tool Steelnovkovic1984Belum ada peringkat
- Surface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentDokumen6 halamanSurface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentaliBelum ada peringkat
- Mme MypaperDokumen12 halamanMme MypaperMohammed EndrisBelum ada peringkat
- En 9paper1Dokumen6 halamanEn 9paper1Stuart BroadBelum ada peringkat
- (Kurt 2008) Evaluation of Drilled Hole Quality in Al 2024 AlloyDokumen10 halaman(Kurt 2008) Evaluation of Drilled Hole Quality in Al 2024 AlloyAdelina RomanBelum ada peringkat
- Influence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool WearDokumen10 halamanInfluence of Cutting Parameters in Face Milling Semi-Solid AA 7075 Using Carbide Tool Affected The Surface Roughness and Tool Wearionut condreaBelum ada peringkat
- Optimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188Dokumen6 halamanOptimization of Abrasive Water Jet Machining Process Parameters Using Responce Surface Method On Inconel - 188ronBelum ada peringkat
- 1 s2.0 S1755581722000165 MainDokumen11 halaman1 s2.0 S1755581722000165 MainFabio RustowBelum ada peringkat
- AJM Process ParametersDokumen10 halamanAJM Process ParametersAakarsh DeepBelum ada peringkat
- 16581b4a68c72c4390b8af47e1ff84baDokumen13 halaman16581b4a68c72c4390b8af47e1ff84babahmanBelum ada peringkat
- AJM Process Parameters - NewDokumen17 halamanAJM Process Parameters - NewAakarsh DeepBelum ada peringkat
- Jaser4001 PDFDokumen10 halamanJaser4001 PDFFikri SiplhoBelum ada peringkat
- SujitDokumen24 halamanSujitNehul PatilBelum ada peringkat
- Assessment of Process Parameters in Abrasive Waterjet Cutting of GraniteDokumen5 halamanAssessment of Process Parameters in Abrasive Waterjet Cutting of GranitecevherimBelum ada peringkat
- Design and Fabrications of Abrasive Jet Machine: Presented byDokumen31 halamanDesign and Fabrications of Abrasive Jet Machine: Presented byAnuj TripathiBelum ada peringkat
- Optimization MRR of Stainless Steel 403 in Abrasive Water Jet Machining Usinganova and Taguchi MethodDokumen6 halamanOptimization MRR of Stainless Steel 403 in Abrasive Water Jet Machining Usinganova and Taguchi MethodNikola MijalićBelum ada peringkat
- Application of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesDokumen12 halamanApplication of Taguchi Methods in The Optimization of Cutting Parameters For Surface Finish and Hole Diameter Accuracy in Dry Drilling ProcessesShun MugeshBelum ada peringkat
- 2019-Analysis and Modeling of Surface Roughness BasedDokumen5 halaman2019-Analysis and Modeling of Surface Roughness BasedLucas Bonino SilvaBelum ada peringkat
- Materials and Design2 PDFDokumen5 halamanMaterials and Design2 PDFSudhamani GonuguntlaBelum ada peringkat
- Blanking and Piercing Theory Applications and Rece PDFDokumen11 halamanBlanking and Piercing Theory Applications and Rece PDFAbdulqahar M.SabirBelum ada peringkat
- Design of ShellDokumen11 halamanDesign of ShellsachinBelum ada peringkat
- Analysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingDokumen12 halamanAnalysis and Modeling of The Effects of Process Parameters On Specific Cutting Energy in Abrasive Waterjet CuttingАО НИИТ АО НИИТBelum ada peringkat
- Manuscript Dms 1Dokumen9 halamanManuscript Dms 1GidBelum ada peringkat
- Effect of Cutting Variables On The Surface Finish of Dead Mild Steel (DMS)Dokumen9 halamanEffect of Cutting Variables On The Surface Finish of Dead Mild Steel (DMS)GidBelum ada peringkat
- Manuscript Dms 2Dokumen9 halamanManuscript Dms 2GidBelum ada peringkat
- Comparative Assessment of Wiper and Standard Insert On Surface Roughness in Hard Turning of En-9 SteelDokumen4 halamanComparative Assessment of Wiper and Standard Insert On Surface Roughness in Hard Turning of En-9 SteelDJELLOULI KHALEDBelum ada peringkat
- Abrasive 1Dokumen16 halamanAbrasive 1Kunal KumarBelum ada peringkat
- Measurement 2Dokumen11 halamanMeasurement 2mraciaydinBelum ada peringkat
- Materials Today: Proceedings: R. Shibin, V. Anandakrishnan, S. Sathish, Vinod Mallemala SujanaDokumen4 halamanMaterials Today: Proceedings: R. Shibin, V. Anandakrishnan, S. Sathish, Vinod Mallemala SujanaGanesa BalamuruganBelum ada peringkat
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Dokumen3 halamanOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaBelum ada peringkat
- Prediction and Optimization of Process Parameters On A22E (Bimetal Bearing) Using RSM and Genetic AlgorithmDokumen8 halamanPrediction and Optimization of Process Parameters On A22E (Bimetal Bearing) Using RSM and Genetic AlgorithmDr. Mahesh GopalBelum ada peringkat
- Surface Roughness Analysis in Milling Machining Using Design of ExperimentDokumen9 halamanSurface Roughness Analysis in Milling Machining Using Design of Experiment21P410 - VARUN MBelum ada peringkat
- Experimental Study On The High Speed Machining of Hardened Steel KulenovicDokumen5 halamanExperimental Study On The High Speed Machining of Hardened Steel KulenovicAustin ShawBelum ada peringkat
- Optimization of Machining Parameters During CNC Turning of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)Dokumen8 halamanOptimization of Machining Parameters During CNC Turning of Aluminium 6061 With CNMG EN-TM (H20TI) Insert Using Response Surface Methodology (RSM)Sreejith S NairBelum ada peringkat
- Materials Today: Proceedings: C. Joel, T. JeyapoovanDokumen5 halamanMaterials Today: Proceedings: C. Joel, T. JeyapoovanPadmanabhan SBelum ada peringkat
- Sciencedirect: Methodology To Predict The Shape of The Tool Fabricated by Awjm ProcessDokumen4 halamanSciencedirect: Methodology To Predict The Shape of The Tool Fabricated by Awjm ProcessankushBelum ada peringkat
- Comparative Modeling On Surface Roughness For Roller Burnishing Process, Using Fuzzy LogicDokumen22 halamanComparative Modeling On Surface Roughness For Roller Burnishing Process, Using Fuzzy LogicTJPRC PublicationsBelum ada peringkat
- Tool Wear & Surface RoughnessDokumen14 halamanTool Wear & Surface RoughnessManoj S KBelum ada peringkat
- IJME-Impact of Single-Multi Rollers Burnishing Tools - IASETDokumen14 halamanIJME-Impact of Single-Multi Rollers Burnishing Tools - IASETiaset123Belum ada peringkat
- Reaming Titanium Alloy Ti6Al4VDokumen14 halamanReaming Titanium Alloy Ti6Al4VMd Ibrahim KhalilBelum ada peringkat
- Ijmet 11 01 001 PDFDokumen8 halamanIjmet 11 01 001 PDFMushtaq Ahmed ZakatiBelum ada peringkat
- Modeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...Dokumen6 halamanModeling and Prediction of MRR and Surface Roughness in Turning Operations Using Factorial Met...abhiBelum ada peringkat
- 2 67 1588079784 14ijmperdjun202014Dokumen12 halaman2 67 1588079784 14ijmperdjun202014TJPRC PublicationsBelum ada peringkat
- Measurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajDokumen11 halamanMeasurement: D. Philip Selvaraj, P. Chandramohan, M. MohanrajCaio CruzBelum ada peringkat
- CNC TurningDokumen5 halamanCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalBelum ada peringkat
- Hamdan2011 PDFDokumen11 halamanHamdan2011 PDFSivi KarudijanBelum ada peringkat
- "Influence of Die Angle in Cold Extrusion": A Case Study OnDokumen17 halaman"Influence of Die Angle in Cold Extrusion": A Case Study OnKarthik B KamathBelum ada peringkat
- Question Bank 1. Define The Automation Control SystemDokumen1 halamanQuestion Bank 1. Define The Automation Control SystemRushikesh DandagwhalBelum ada peringkat
- Finite Element Analysis Instructions ManualDokumen200 halamanFinite Element Analysis Instructions ManualRushikesh DandagwhalBelum ada peringkat
- Vapour Absorption Refrigeration SystemDokumen26 halamanVapour Absorption Refrigeration SystemRushikesh Dandagwhal100% (8)
- Extracting ElitepairwiseconstraintsforclusteringDokumen10 halamanExtracting ElitepairwiseconstraintsforclusteringRushikesh DandagwhalBelum ada peringkat
- Fundamentals of Cad Cam CimDokumen24 halamanFundamentals of Cad Cam CimRushikesh DandagwhalBelum ada peringkat
- Genetic AlgorithmDokumen57 halamanGenetic AlgorithmRushikesh DandagwhalBelum ada peringkat
- Fundamentals of Machine Design-01Dokumen520 halamanFundamentals of Machine Design-01dindin84100% (11)
- Artificial Bee Colony AlgorithmDokumen14 halamanArtificial Bee Colony AlgorithmRushikesh DandagwhalBelum ada peringkat
- Matlab ProgrammingDokumen290 halamanMatlab ProgrammingRushikesh Dandagwhal0% (1)
- Fault Identification and Monitoring in Rolling Element BearingDokumen234 halamanFault Identification and Monitoring in Rolling Element BearingRushikesh DandagwhalBelum ada peringkat
- Knowledge Based System For DesignDokumen38 halamanKnowledge Based System For DesignRushikesh DandagwhalBelum ada peringkat
- Boron in Drinking WaterDokumen28 halamanBoron in Drinking WatercysautsBelum ada peringkat
- Rile Historical MansoryDokumen275 halamanRile Historical Mansoryf_dbdominguesBelum ada peringkat
- Test Report For Aluminim SulfateDokumen3 halamanTest Report For Aluminim SulfateAbdur Rahim WaseemBelum ada peringkat
- User Manual - Service Manual - Precision - Durafuge 200R - 36100130 Rev HDokumen64 halamanUser Manual - Service Manual - Precision - Durafuge 200R - 36100130 Rev HluroguitaBelum ada peringkat
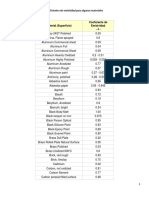
- Coeficientes de Emisividad para Algunos MaterialesDokumen4 halamanCoeficientes de Emisividad para Algunos MaterialesSamGomezBelum ada peringkat
- Zam-Introduction (Steel)Dokumen14 halamanZam-Introduction (Steel)lymacsausarangBelum ada peringkat
- Modeling and Structural Analysis On A300 Flight Wing by Using AnsysDokumen8 halamanModeling and Structural Analysis On A300 Flight Wing by Using AnsysZain Ul AbideenBelum ada peringkat
- Vol - 8 - 1 - 044-056 - FAREED AHMED MEMON PDFDokumen13 halamanVol - 8 - 1 - 044-056 - FAREED AHMED MEMON PDFAnonymous e2wolbeFsBelum ada peringkat
- Resistivity of Aluminum OxideDokumen4 halamanResistivity of Aluminum OxidereaktorenergiBelum ada peringkat
- Alu DrossDokumen10 halamanAlu DrossfahmiBelum ada peringkat
- Review Aruna 3Dokumen7 halamanReview Aruna 3Angel Francisco Zacarias MartinezBelum ada peringkat
- As Level Chemistry (Inorganic Chemistry)Dokumen83 halamanAs Level Chemistry (Inorganic Chemistry)Amani EnkaraBelum ada peringkat
- A Complete HandBook For Metal Die CastingDokumen37 halamanA Complete HandBook For Metal Die CastingSuhas KrishnaBelum ada peringkat
- Mil DTL 5541fDokumen12 halamanMil DTL 5541fscotthawkins2003Belum ada peringkat
- Note CHP 4 Material Science 281 Uitm Em110Dokumen52 halamanNote CHP 4 Material Science 281 Uitm Em110bino_ryeBelum ada peringkat
- Welding Process and TechnologyDokumen63 halamanWelding Process and TechnologySuresh KumarBelum ada peringkat
- Aluminium 1100Dokumen2 halamanAluminium 1100Anup DalalBelum ada peringkat
- AAAC Advantages Over ACSRDokumen2 halamanAAAC Advantages Over ACSRVivek KumarBelum ada peringkat
- Corrosion Protection of Weldable AA2219 AlloyDokumen5 halamanCorrosion Protection of Weldable AA2219 AlloySwarupendra BhattacharyyaBelum ada peringkat
- 1Dokumen8 halaman1surajchutiyaBelum ada peringkat
- Stress Calculation For Aluminium PlateDokumen8 halamanStress Calculation For Aluminium PlateJacques Ontal100% (1)
- Revision Notes On Materials Metals and Non-MetalsDokumen9 halamanRevision Notes On Materials Metals and Non-MetalsHoang HaBelum ada peringkat
- Part C Raw Rakon, HtsDokumen4 halamanPart C Raw Rakon, HtsHarisvan To SevenBelum ada peringkat
- Ashokkumar2018Dokumen10 halamanAshokkumar2018Syed Basith MBelum ada peringkat
- Mole Practice Problems:: Glencoe, Mcgraw-HillDokumen2 halamanMole Practice Problems:: Glencoe, Mcgraw-HillJason BelavaBelum ada peringkat
- Soal UTS PO1 Kelas C 2022Dokumen3 halamanSoal UTS PO1 Kelas C 2022Dini AniartiBelum ada peringkat
- 5.8 ElectrolysisDokumen18 halaman5.8 Electrolysishafizhapni67% (3)
- (ENG) Dongwon Systems Catalogue PDFDokumen21 halaman(ENG) Dongwon Systems Catalogue PDFhans weemaesBelum ada peringkat