Anda mungkin juga menyukai
- Norma AWS D14 1Dokumen152 halamanNorma AWS D14 1Sarah PerezBelum ada peringkat
- Guia de Aplicacion de Composites Onceava Edicion 2009Dokumen337 halamanGuia de Aplicacion de Composites Onceava Edicion 2009Jahir Gomez100% (1)
- Procedimento Soldadura HDPE PDFDokumen12 halamanProcedimento Soldadura HDPE PDFWalterRamosBelum ada peringkat
- 3a Unidad. Prueba de HipótesisDokumen36 halaman3a Unidad. Prueba de Hipótesisgonzalo hernandez22% (9)
- PLH-PE-04-01 Soldadura Termoplasticos Butt Welding Rev.5Dokumen12 halamanPLH-PE-04-01 Soldadura Termoplasticos Butt Welding Rev.5Isabel GutiérrezBelum ada peringkat
- Tablas Soldadura PDFDokumen2 halamanTablas Soldadura PDFAguilera JuanBelum ada peringkat
- Catálogo Final de Fibra de VidrioDokumen18 halamanCatálogo Final de Fibra de VidrioNepomuceno Blanco AyalaBelum ada peringkat
- Hetron Guide PC-9797Dokumen82 halamanHetron Guide PC-9797jotadislexiaBelum ada peringkat
- Derakane Chem GuideDokumen70 halamanDerakane Chem GuidemanuelpineroBelum ada peringkat
- Termofusión Soldadura A TopeDokumen3 halamanTermofusión Soldadura A TopeMarco Antonio Sanchez LombardiBelum ada peringkat
- 06 Soldadura Por ExtrusionDokumen12 halaman06 Soldadura Por ExtrusionDorados Mining CeproingBelum ada peringkat
- Capacitacion PeadDokumen24 halamanCapacitacion PeadJose Luis GianelloBelum ada peringkat
- Trabajos en CalienteDokumen42 halamanTrabajos en CalienteENRIQUE MIGUEL GARCIABelum ada peringkat
- Descripción de La Técnica de Moldeo Por CompresiónDokumen4 halamanDescripción de La Técnica de Moldeo Por CompresiónLinibeth UrdanetaBelum ada peringkat
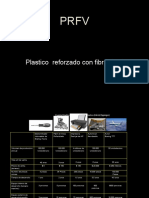
- PRFVDokumen126 halamanPRFVMili MastrangeloBelum ada peringkat
- Costos y fallas en calderas: tipos, antecedentes, examen visualDokumen53 halamanCostos y fallas en calderas: tipos, antecedentes, examen visualAnastasio Rivera100% (2)
- 2 Reparacion de Plasticos (Manual de Carroceria Cesvimap) PDFDokumen7 halaman2 Reparacion de Plasticos (Manual de Carroceria Cesvimap) PDFmanuel100% (1)
- TT Post Soldadura PWHT PDFDokumen19 halamanTT Post Soldadura PWHT PDFOscar TapiaBelum ada peringkat
- Moldeo Por SopladoDokumen19 halamanMoldeo Por SopladoRoyner Castro PerezBelum ada peringkat
- IT701-01 Proceso de Inyeccion de Poliuretano en Cañerias y EstanquesDokumen4 halamanIT701-01 Proceso de Inyeccion de Poliuretano en Cañerias y Estanquesgato_adBelum ada peringkat
- Polipropileno Tarifas EsDokumen24 halamanPolipropileno Tarifas EsanderBelum ada peringkat
- Tipos de CorrosiónDokumen14 halamanTipos de Corrosiónclucero9Belum ada peringkat
- Pintura en PolvoDokumen7 halamanPintura en Polvozasp100% (1)
- Moldeo e inyección de termoplásticosDokumen56 halamanMoldeo e inyección de termoplásticosDey MarlénBelum ada peringkat
- Norma en 1555 3 Espan 1555 32003a12005 y Une en 1555 32003 Anexo ADokumen32 halamanNorma en 1555 3 Espan 1555 32003a12005 y Une en 1555 32003 Anexo AAlberto CaveroBelum ada peringkat
- Tuberias Lisas de HDPE 2016Dokumen7 halamanTuberias Lisas de HDPE 2016Anonymous DDobr8ZdBelum ada peringkat
- La Termofusión, una opción para obras de gran escalaDokumen4 halamanLa Termofusión, una opción para obras de gran escalaDanielAndresCarrascoBocazBelum ada peringkat
- Introducción Al Proceso de Forjado en CalienteDokumen2 halamanIntroducción Al Proceso de Forjado en CalienteTadeo Mario Pagura AlísBelum ada peringkat
- Union Pead o HDPEDokumen36 halamanUnion Pead o HDPENicolasDonosoLopezBelum ada peringkat
- Tiempo de Induccion A La OxidacionDokumen3 halamanTiempo de Induccion A La OxidacionBrian Nohel Butron FuentesBelum ada peringkat
- Procedimiento - Homologación de FusionistasDokumen8 halamanProcedimiento - Homologación de Fusionistaspalogitano1985Belum ada peringkat
- Ritmo School PDFDokumen45 halamanRitmo School PDFjiesuaBelum ada peringkat
- Tipos y Designaciones de Electrodos Revestidos.Dokumen22 halamanTipos y Designaciones de Electrodos Revestidos.Miguel AgüeroBelum ada peringkat
- Proyectos Piping PDFDokumen8 halamanProyectos Piping PDFDaniel Antonio100% (1)
- Ppt-Corrosión - Clase13Dokumen40 halamanPpt-Corrosión - Clase13Volney Quispe AyalaBelum ada peringkat
- Prueba Con Aire Alcantarillado PAVCO-ASTM F1417 (25!07!07)Dokumen4 halamanPrueba Con Aire Alcantarillado PAVCO-ASTM F1417 (25!07!07)Reinaldo Seguro SeguroBelum ada peringkat
- 3.24 Euronavy ES301Dokumen4 halaman3.24 Euronavy ES301Roberto RevinsacBelum ada peringkat
- Aceros CrMo resistencia termofluenciaDokumen51 halamanAceros CrMo resistencia termofluencialakarabin100% (2)
- Esa Fsa Guia Juntas y Bridas PDFDokumen54 halamanEsa Fsa Guia Juntas y Bridas PDFDavitxu1Belum ada peringkat
- Flange o BridaDokumen2 halamanFlange o BridaTórtolos KarenyCristian100% (1)
- Tratamientos de Acero Inoxidables (Pulido) PDFDokumen52 halamanTratamientos de Acero Inoxidables (Pulido) PDFGuz KoutBelum ada peringkat
- Endurecimiento SuperficialDokumen44 halamanEndurecimiento SuperficialRoberth Vicente Pulluquitin BenavidesBelum ada peringkat
- Diseño MoldesDokumen24 halamanDiseño MoldesCarlos RodriguezBelum ada peringkat
- Informe Laminado DaniiDokumen15 halamanInforme Laminado DaniielvisBelum ada peringkat
- Doblado de Chapas Metalicas - Ricardo Mendez - Joel VillacisDokumen10 halamanDoblado de Chapas Metalicas - Ricardo Mendez - Joel VillacisJoel VillacisBelum ada peringkat
- Tema8 PlasticosDokumen10 halamanTema8 PlasticosAndreita GmBelum ada peringkat
- Guía para resolver los problemas más comunes en moldeo por inyecciónDokumen4 halamanGuía para resolver los problemas más comunes en moldeo por inyecciónJuanjo HornoBelum ada peringkat
- Juntas de Expansion MetalicasDokumen3 halamanJuntas de Expansion MetalicasChristianGuerreroBelum ada peringkat
- AdicionalDokumen2 halamanAdicionalbakuhypnoBelum ada peringkat
- Evolucion en El Pintado de PlásticosDokumen4 halamanEvolucion en El Pintado de PlásticosEmilio HipolaBelum ada peringkat
- Corrosión de materiales: tipos y causasDokumen14 halamanCorrosión de materiales: tipos y causasPaul JG100% (2)
- Daños en Drum refineríaDokumen4 halamanDaños en Drum refineríaJohn ReyesBelum ada peringkat
- Catalogo Accesorios Amanco HDPE 2010Dokumen49 halamanCatalogo Accesorios Amanco HDPE 2010Heiner PalaciosBelum ada peringkat
- Flexseal-Sellado EstaticoDokumen28 halamanFlexseal-Sellado EstaticoCURRITOJIMENEZBelum ada peringkat
- Procesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraDokumen155 halamanProcesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraBel CoroBelum ada peringkat
- Guia de Tolerancias DimensionalesDokumen4 halamanGuia de Tolerancias DimensionalesthordeasgardBelum ada peringkat
- Temas de Indagación Bibliográfica2Dokumen4 halamanTemas de Indagación Bibliográfica2Jhoel CRBelum ada peringkat
- Soldadura de PEDokumen10 halamanSoldadura de PErolandomaldonadoBelum ada peringkat
- Soldadura de GeosinteticosDokumen5 halamanSoldadura de GeosinteticosWilder HpBelum ada peringkat
- PLH-PE-04-02 Soldadura Termoplasticos Socket Welding Rev.4Dokumen10 halamanPLH-PE-04-02 Soldadura Termoplasticos Socket Welding Rev.4Isabel GutiérrezBelum ada peringkat
- Procedimiento de Soldadura ThemcoDokumen9 halamanProcedimiento de Soldadura ThemcoOsmar Gabriel Peñaloza100% (1)
- Interpretación de planos en soldadura. FMEC0210Dari EverandInterpretación de planos en soldadura. FMEC0210Penilaian: 4.5 dari 5 bintang4.5/5 (3)
- Titanic PorquesuhundioDokumen30 halamanTitanic PorquesuhundioSarah PerezBelum ada peringkat
- Solicitud SEDAPALDokumen2 halamanSolicitud SEDAPALSarah PerezBelum ada peringkat
- Parte 12Dokumen24 halamanParte 12Sarah PerezBelum ada peringkat
- Dialogo Testigo 2Dokumen1 halamanDialogo Testigo 2Sarah PerezBelum ada peringkat
- Consumo de Glicol 05-07-13Dokumen1 halamanConsumo de Glicol 05-07-13Sarah PerezBelum ada peringkat
- Compuerta Planas 3 AristasDokumen6 halamanCompuerta Planas 3 AristasSarah PerezBelum ada peringkat
- Diagrama de Bloques Válvula ReductoraDokumen1 halamanDiagrama de Bloques Válvula ReductoraSarah PerezBelum ada peringkat
- AclaracionDokumen2 halamanAclaracionSarah PerezBelum ada peringkat
- Serviciocompresion 121220 PEMEXDokumen26 halamanServiciocompresion 121220 PEMEXSarah PerezBelum ada peringkat
- Curiculum Vitae LizethDokumen2 halamanCuriculum Vitae LizethSarah PerezBelum ada peringkat
- Dialogo Testigo 1Dokumen1 halamanDialogo Testigo 1Sarah PerezBelum ada peringkat
- Dialogo Testigo 1Dokumen1 halamanDialogo Testigo 1Sarah PerezBelum ada peringkat
- Diagrama Instalacion TOXGARD II Con Sensor RemotoDokumen1 halamanDiagrama Instalacion TOXGARD II Con Sensor RemotoSarah PerezBelum ada peringkat
- Bomba Centrifuga 32 160 - Caract TecnDokumen1 halamanBomba Centrifuga 32 160 - Caract TecnSarah PerezBelum ada peringkat
- Nº 09 - Tag 145-Pu-011 - Bomba Sumidero de PrecipitadosDokumen26 halamanNº 09 - Tag 145-Pu-011 - Bomba Sumidero de PrecipitadosSarah PerezBelum ada peringkat
- Caballito TrotadorDokumen2 halamanCaballito TrotadorSarah PerezBelum ada peringkat
- Anexo 2-22100-99-001 - 0Dokumen3 halamanAnexo 2-22100-99-001 - 0Sarah PerezBelum ada peringkat
- Simbología TuberíasDokumen0 halamanSimbología TuberíasSarah Perez100% (2)
- Solidos en SuspensionDokumen1 halamanSolidos en SuspensionSarah PerezBelum ada peringkat
- Ac58 Vs Ac308Dokumen4 halamanAc58 Vs Ac308Sarah PerezBelum ada peringkat
- Bomba de InyeeccionDokumen27 halamanBomba de InyeeccionSarah PerezBelum ada peringkat
- Catalogo Sistema TK - Mixer (Con Helice Mpi)Dokumen11 halamanCatalogo Sistema TK - Mixer (Con Helice Mpi)Sarah PerezBelum ada peringkat
- Corrección Potencia Por Altura - Motores WEGDokumen4 halamanCorrección Potencia Por Altura - Motores WEGSarah PerezBelum ada peringkat
- 2010-0713 WildenDokumen1 halaman2010-0713 WildenSarah PerezBelum ada peringkat
- Chemineer 09Dokumen33 halamanChemineer 09Sarah PerezBelum ada peringkat
- Consumo de Glicol 05-07-13Dokumen1 halamanConsumo de Glicol 05-07-13Sarah PerezBelum ada peringkat
- Verificación MecánicaDokumen1 halamanVerificación MecánicaSarah PerezBelum ada peringkat
- 5 SIMONA Tecnicas SoldaduraDokumen60 halaman5 SIMONA Tecnicas SoldaduraSarah PerezBelum ada peringkat
- Lab ROF-5Dokumen8 halamanLab ROF-5Liliana CalixtoBelum ada peringkat
- Conceptos Básicos de Excel 2007Dokumen8 halamanConceptos Básicos de Excel 2007Noé Altamirano100% (1)
- Aspectos Avanzados Rmi CDokumen101 halamanAspectos Avanzados Rmi CMyli ConnBelum ada peringkat
- Agregar Ecuaciones en Solid WorksDokumen1 halamanAgregar Ecuaciones en Solid WorksdibujantecadBelum ada peringkat
- La MultiprogramacionDokumen4 halamanLa MultiprogramacionDavid ConsaBelum ada peringkat
- Ecuación fundamental de la hidrostática y medición de presiónDokumen6 halamanEcuación fundamental de la hidrostática y medición de presiónJavier Alexander Morales GonzalezBelum ada peringkat
- TRABAJO ESMERILADO 181761 - Et Al. Grupo 3Dokumen10 halamanTRABAJO ESMERILADO 181761 - Et Al. Grupo 3DANIEL FELIPE OVALLE PICONBelum ada peringkat
- Investigación de mercado de la panadería RosyDokumen9 halamanInvestigación de mercado de la panadería RosyMaria Elizabeth Alhuay Urquizo0% (1)
- Maquinaria de Movimiento de TierrasDokumen11 halamanMaquinaria de Movimiento de TierrasRosmery Guillermo PacciBelum ada peringkat
- Definicion R&RDokumen4 halamanDefinicion R&RIng. Alejandro Hernández B.Belum ada peringkat
- Antologia de Arquitectura de ComputadorasDokumen60 halamanAntologia de Arquitectura de Computadoraswil200978Belum ada peringkat
- Oboe y Corno Inglés (Oboe Alto) PDFDokumen54 halamanOboe y Corno Inglés (Oboe Alto) PDFJonathan AriasBelum ada peringkat
- Programación Orientada A Objetos (Emp)Dokumen16 halamanProgramación Orientada A Objetos (Emp)AlejandroBelum ada peringkat
- Solver Es Una HerramientaDokumen4 halamanSolver Es Una HerramientaCarlos JoseBelum ada peringkat
- FT Hseq 42 Te EmulsionDokumen1 halamanFT Hseq 42 Te EmulsionSHIRLEY URIELES NIETOBelum ada peringkat
- S01.s1 MaterialfDokumen61 halamanS01.s1 MaterialfFranz Castro TorresBelum ada peringkat
- Control Lógico Programable PLCDokumen11 halamanControl Lógico Programable PLCSabrina JeriaBelum ada peringkat
- Valoración de Dientes Pilares para Protesis Parcial FijaDokumen18 halamanValoración de Dientes Pilares para Protesis Parcial FijaPam FNBelum ada peringkat
- Secuencia NumeracionDokumen10 halamanSecuencia NumeracionMarita Hassan100% (1)
- Micro 1Dokumen126 halamanMicro 1Francisco Gomez100% (2)
- Silabo - EG118 - QUIMICA GENERALDokumen5 halamanSilabo - EG118 - QUIMICA GENERALponc relaBelum ada peringkat
- El Dinamómetro Es Un Instrumento Utilizado para Medir Fuerzas o para Pesar ObjetosDokumen2 halamanEl Dinamómetro Es Un Instrumento Utilizado para Medir Fuerzas o para Pesar ObjetosJuniorBelum ada peringkat
- Expo-Nucleos IiDokumen51 halamanExpo-Nucleos IiSimon Rodrigo Rizo GonzalezBelum ada peringkat
- Calculo de Acero para Vigas y Columnas de Un Portico de 3 Niveles1Dokumen71 halamanCalculo de Acero para Vigas y Columnas de Un Portico de 3 Niveles1Joaquin Gonzalez DiazBelum ada peringkat
- Ciclo Rankine Regenerativo ....Dokumen13 halamanCiclo Rankine Regenerativo ....Jhoel Sierra F100% (2)
- Paso 5 - Sistemas Agroforestales - 1Dokumen17 halamanPaso 5 - Sistemas Agroforestales - 1lipicepeBelum ada peringkat
- Clase 01 - Nivelación Geométrica - IntroducciónDokumen25 halamanClase 01 - Nivelación Geométrica - IntroducciónEinstein VargasBelum ada peringkat
- Circuito Mando DirectoDokumen6 halamanCircuito Mando DirectoAxel GarciaBelum ada peringkat
- Mínimos cuadrados ponderados en regresión linealDokumen9 halamanMínimos cuadrados ponderados en regresión linealALISON ELIZABETH HUAPAYA CAYCHOBelum ada peringkat