Anda mungkin juga menyukai
- Medicion y Mejoramiento de La ProductividadDokumen55 halamanMedicion y Mejoramiento de La ProductividadMathias Leiva100% (7)
- Libro Yes en Ingles 2 Regular PDFDokumen88 halamanLibro Yes en Ingles 2 Regular PDFmatias manzoni100% (1)
- Instituto Tecnológico de JiquilpanDokumen1 halamanInstituto Tecnológico de JiquilpanAbel Christopher Rubio OrdazBelum ada peringkat
- Gestion Basica de Almacenamiento 1Dokumen46 halamanGestion Basica de Almacenamiento 1Juan AzabacheBelum ada peringkat
- III Generación de Variables AleatoriasDokumen21 halamanIII Generación de Variables AleatoriasAbel Christopher Rubio OrdazBelum ada peringkat
- Distribucion ErlangDokumen5 halamanDistribucion ErlangFabioMartinez100% (1)
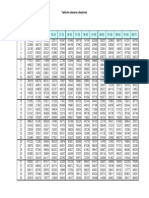
- Numeros AleatoriosDokumen1 halamanNumeros AleatoriosAbel Christopher Rubio OrdazBelum ada peringkat
- Numerospseudoaleatorios 100312212842 Phpapp01Dokumen14 halamanNumerospseudoaleatorios 100312212842 Phpapp01Mica Rivera EndaraBelum ada peringkat
- III Generación de Variables AleatoriasDokumen21 halamanIII Generación de Variables AleatoriasAbel Christopher Rubio OrdazBelum ada peringkat
- Complemento Unidad IIIDokumen4 halamanComplemento Unidad IIIAbel Christopher Rubio OrdazBelum ada peringkat
- Tabladederivadaseintegrales 130819203600 Phpapp01Dokumen10 halamanTabladederivadaseintegrales 130819203600 Phpapp01Deximar Boza FernandezBelum ada peringkat
- Balanceo de LineasDokumen6 halamanBalanceo de LineasAlejandro MoralesBelum ada peringkat
- Método de Cuadrados MediosDokumen2 halamanMétodo de Cuadrados MediosAbel Rubio OrdazBelum ada peringkat
- Yogurrico S AaawDokumen19 halamanYogurrico S AaawAbel Christopher Rubio OrdazBelum ada peringkat
- 7.1 259Dokumen3 halaman7.1 259Abel Christopher Rubio OrdazBelum ada peringkat
- Simulación de producción de bolas de bolicheDokumen18 halamanSimulación de producción de bolas de bolicheBifrany Bermudez67% (3)
- Método de Cuadrados MediosDokumen2 halamanMétodo de Cuadrados MediosAbel Rubio OrdazBelum ada peringkat
- 2do ReporteDokumen29 halaman2do ReporteAbel Christopher Rubio OrdazBelum ada peringkat
- Ingenieria ConcurrenteDokumen16 halamanIngenieria ConcurrenteJavier Luna GarcíaBelum ada peringkat
- Art Lean SigmaDokumen22 halamanArt Lean SigmaJairo Mauricio Sierra RuizBelum ada peringkat
- REINGENIERIADokumen13 halamanREINGENIERIALucia Katherim Adco AquinoBelum ada peringkat
- Reporte N - 4Dokumen20 halamanReporte N - 4Abel Christopher Rubio OrdazBelum ada peringkat
- Reingenieria 091009191718 Phpapp01Dokumen12 halamanReingenieria 091009191718 Phpapp01Abel Christopher Rubio OrdazBelum ada peringkat
- 7.1 259Dokumen3 halaman7.1 259Abel Christopher Rubio OrdazBelum ada peringkat
- REINGENIERIADokumen7 halamanREINGENIERIAEva Bedoya De LuisBelum ada peringkat
- Manejo de Materiales1Dokumen32 halamanManejo de Materiales1Ripper NezBelum ada peringkat
- Licencia TuneUp 2013Dokumen1 halamanLicencia TuneUp 2013Abel Christopher Rubio OrdazBelum ada peringkat
- CadsumDokumen23 halamanCadsumHP_PaulBelum ada peringkat
- Avast 8 Gratis LicenciaDokumen1 halamanAvast 8 Gratis LicenciaFrank MartinezBelum ada peringkat
- Ensayo de La Película Piratas de Silicón ValleyDokumen2 halamanEnsayo de La Película Piratas de Silicón ValleyAbel Christopher Rubio Ordaz50% (10)
- Induccion ArusDokumen6 halamanInduccion ArusMeriño MeriñoBelum ada peringkat
- MiNosis 27165172480Dokumen9 halamanMiNosis 27165172480Allegro BuffetBelum ada peringkat
- Ensayo Postulacion MaestriaDokumen6 halamanEnsayo Postulacion MaestriaArnulfo FlórezBelum ada peringkat
- 03 SESIÓN 3 - Costos y Presupuestos - MDokumen23 halaman03 SESIÓN 3 - Costos y Presupuestos - MRoxana Flores MuzanteBelum ada peringkat
- Localizacion de Planta Matadero 2Dokumen27 halamanLocalizacion de Planta Matadero 2mariauchiriBelum ada peringkat
- 3.4.-Analisis Costo-BeneficioDokumen27 halaman3.4.-Analisis Costo-BeneficioJumay Aguilar0% (1)
- Umg DP Informe Final de Proyecto Iqdc v4 04092015Dokumen54 halamanUmg DP Informe Final de Proyecto Iqdc v4 04092015Irvin CamposBelum ada peringkat
- #9 Marketing de ServiciosDokumen37 halaman#9 Marketing de ServiciosMarcely BolañosBelum ada peringkat
- 1883 Gottfried FederDokumen2 halaman1883 Gottfried FederGraciela AbigadorBelum ada peringkat
- Normas SA 8000 e ISO 26000 sobre responsabilidad socialDokumen10 halamanNormas SA 8000 e ISO 26000 sobre responsabilidad socialHugo GarayBelum ada peringkat
- Fudamentos Compañias UtplDokumen42 halamanFudamentos Compañias UtplNestor Abraham Fonseca PeñaherreraBelum ada peringkat
- Administración Empresarial y Global de La Tecnología de InformaciónDokumen15 halamanAdministración Empresarial y Global de La Tecnología de InformaciónChristopher Mallol Garcia0% (2)
- Cuadro Comparativo MercadosDokumen2 halamanCuadro Comparativo MercadosAlonso ParraBelum ada peringkat
- Actividad. Conceptos Clave para La Autonomía EconómicaDokumen3 halamanActividad. Conceptos Clave para La Autonomía EconómicaMarisela Gonzalez RosasBelum ada peringkat
- Tesis ITZEL 0316-Split-Merge PDFDokumen139 halamanTesis ITZEL 0316-Split-Merge PDFkarina jimenezBelum ada peringkat
- Tema 2Dokumen6 halamanTema 2Andres MoncadaBelum ada peringkat
- Taller 6Dokumen1 halamanTaller 6jecalpa27Belum ada peringkat
- Ficha TecnicaDokumen3 halamanFicha TecnicaANYASELCA ANYASELCABelum ada peringkat
- NIIF RansaDokumen3 halamanNIIF RansamartincastillopBelum ada peringkat
- Entrega Final - Comercio InternacionalDokumen21 halamanEntrega Final - Comercio InternacionalTatiana ChaparroBelum ada peringkat
- Mejora procesos PopeyesDokumen44 halamanMejora procesos PopeyesJeyson Mercado71% (7)
- Resumen Examen Derecho TributarioDokumen16 halamanResumen Examen Derecho TributarioFrancisca Constanza Harvez SanchezBelum ada peringkat
- Matriz Proyecto Template General - v3.0Dokumen31 halamanMatriz Proyecto Template General - v3.0Leo Daniem Flores sanchezBelum ada peringkat
- B2BDokumen4 halamanB2BVale Caballero TorrejónBelum ada peringkat
- Matematica Aplicada UmetDokumen4 halamanMatematica Aplicada UmetMaría Fernanda RojasBelum ada peringkat
- Repaso 1 Sesión 15Dokumen6 halamanRepaso 1 Sesión 15Abigail JeronimoBelum ada peringkat
- Vilas Nota Sobre El NeoinstitucionalismoDokumen7 halamanVilas Nota Sobre El NeoinstitucionalismoTrixiem5Belum ada peringkat
- Semana 14 MKT MixDokumen36 halamanSemana 14 MKT Mixruth ore medinaBelum ada peringkat
- Mechan JBDR-SDDokumen8 halamanMechan JBDR-SDGINA DEL ROCIO FERNANDEZ ALCANTARABelum ada peringkat
- Yo Investigo Actividad 5Dokumen8 halamanYo Investigo Actividad 5jennifer caro jimenezBelum ada peringkat