Anda mungkin juga menyukai
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Dynamic Stresses Hydro Power Plant RKAggarwalDokumen22 halamanDynamic Stresses Hydro Power Plant RKAggarwalDheeraj DhimanBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Field Balancing Large Rotating MachineryDokumen26 halamanField Balancing Large Rotating MachineryShantanu SamajdarBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Understandingamp - Phaseinrotatingmachineryvibinst 07 20pgsDokumen20 halamanUnderstandingamp - Phaseinrotatingmachineryvibinst 07 20pgsHatem Abdelrahman100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Practical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetDokumen2 halamanPractical Solutions To Machinery and Maintenance Vibration Problems Chapter 7, Misalignment Section 4, Machinery Soft FeetHatem AbdelrahmanBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- WEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishDokumen40 halamanWEG HGF Low and High Voltage High Performance Electric Motor Range Broa017 Brochure EnglishHatem AbdelrahmanBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- 19 KKKKKKKKKKKKKKKKKKDokumen4 halaman19 KKKKKKKKKKKKKKKKKKHatem Abdelrahman100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The Magnetic Center Finding Using Vibrating Wire TechniqueDokumen6 halamanThe Magnetic Center Finding Using Vibrating Wire TechniqueHatem AbdelrahmanBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDokumen46 halamanEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- 1q07 Beat Freq Back To BasicsDokumen3 halaman1q07 Beat Freq Back To BasicsHatem AbdelrahmanBelum ada peringkat
- Gei 100351Dokumen32 halamanGei 100351Hatem Abdelrahman100% (1)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Fault Zone - : Air GapDokumen0 halamanFault Zone - : Air GapHatem AbdelrahmanBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Article 6hy JytjuytDokumen7 halamanArticle 6hy JytjuytHatem AbdelrahmanBelum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Huang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDDokumen130 halamanHuang Xianghui 20050fdggggggggggggggggggggggggggggggggggggggggggggggg5 PHDHatem AbdelrahmanBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Icmtech435435 345435 43543Dokumen63 halamanIcmtech435435 345435 43543Hatem Abdelrahman100% (1)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Prec Maint March 2007Dokumen9 halamanPrec Maint March 2007Hatem AbdelrahmanBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Article 6hy JytjuytDokumen7 halamanArticle 6hy JytjuytHatem AbdelrahmanBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- V106 Relative Motion Record FormDokumen0 halamanV106 Relative Motion Record FormHatem Abdelrahman100% (1)
- EM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYDokumen46 halamanEM10 - Electric Motor Vibrations - Eshleman - 06051 (2) TRYTRYHatem Abdelrahman100% (2)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Don't Get Soft: Cover Series: Installation Best PracticesDokumen6 halamanDon't Get Soft: Cover Series: Installation Best PracticesHatem Abdelrahman100% (1)
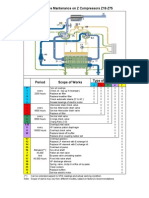
- Preventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsDokumen1 halamanPreventive Mantenance On Z Compressors Z18-Z75: Take All ReadingsHatem AbdelrahmanBelum ada peringkat
- Customer Application Centers: Global Accessibility To Our TechnologyDokumen1 halamanCustomer Application Centers: Global Accessibility To Our TechnologyHatem AbdelrahmanBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Vibrations NotesDokumen43 halamanVibrations NotesNicolas LuchmunBelum ada peringkat
- Kingsbury Leg ComponentsDokumen3 halamanKingsbury Leg ComponentsHatem Abdelrahman100% (1)
- Ontario Power Generation's Nanticoke Power PlantDokumen3 halamanOntario Power Generation's Nanticoke Power PlantHatem AbdelrahmanBelum ada peringkat
- Helping You ... : Fourth Quarter 1999 Vol. 20 No. 4Dokumen1 halamanHelping You ... : Fourth Quarter 1999 Vol. 20 No. 4Hatem AbdelrahmanBelum ada peringkat
- IBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsDokumen4 halamanIBERDROLA's Center For Monitoring, Diagnostic and Simulation (CMDS) of Combined-Cycle Power PlantsHatem AbdelrahmanBelum ada peringkat
- Best Practices: Asset Condition ManagementDokumen2 halamanBest Practices: Asset Condition ManagementHatem AbdelrahmanBelum ada peringkat
- Why Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsDokumen2 halamanWhy Upgrades Are Important - : Some Lessons Learned With Older Monitoring SystemsHatem AbdelrahmanBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- 1q03 3500 22mDokumen4 halaman1q03 3500 22mscribdkhatnBelum ada peringkat
- 2 Q 01 HanifanDokumen2 halaman2 Q 01 HanifanHatem AbdelrahmanBelum ada peringkat
- PHD 3 Full Time Appl Format Online 20ResearchCent (1) 1 PDFDokumen18 halamanPHD 3 Full Time Appl Format Online 20ResearchCent (1) 1 PDFMega rani RBelum ada peringkat
- LP Pressure TestingDokumen34 halamanLP Pressure TestinglisaBelum ada peringkat
- Revised Final JK 30 MW Turbine Overhauling ReportDokumen38 halamanRevised Final JK 30 MW Turbine Overhauling ReportRajesh GoladaBelum ada peringkat
- 2014-2015 (L-2, T-1) - MeDokumen27 halaman2014-2015 (L-2, T-1) - MeactstyloBelum ada peringkat
- Power Plant Engineering: College of Engineering and TechnologyDokumen5 halamanPower Plant Engineering: College of Engineering and TechnologyNeil RubsBelum ada peringkat
- Steam Purity For Turbine OperationDokumen37 halamanSteam Purity For Turbine Operationak_thimiri100% (1)
- B 2.1 Introduction of Steam TurbineDokumen22 halamanB 2.1 Introduction of Steam TurbineSuren Thar100% (1)
- 20.06 - GEK110856j Steam Seal System RequirementsDokumen24 halaman20.06 - GEK110856j Steam Seal System RequirementsLIU100% (2)
- Xinning Energy ProductsDokumen102 halamanXinning Energy ProductsAlejandro GarcíaBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Thain DiPippo WGC2015 Geothermal Biomass Hybrid Power PlantDokumen17 halamanThain DiPippo WGC2015 Geothermal Biomass Hybrid Power PlantRafael SoriaBelum ada peringkat
- Industrial Training Report On NTPC DADRIDokumen74 halamanIndustrial Training Report On NTPC DADRIPrafful Kumar0% (1)
- Me Lab Final ReviewerDokumen17 halamanMe Lab Final ReviewerXharlene HernandezBelum ada peringkat
- Department of Mechanical Engineering: Priyam Mishra (1513340142)Dokumen19 halamanDepartment of Mechanical Engineering: Priyam Mishra (1513340142)dileepkumarBelum ada peringkat
- Cost Allocation in A Steam-Turbine CogenerationDokumen15 halamanCost Allocation in A Steam-Turbine CogenerationTeto ScheduleBelum ada peringkat
- Badarpur Thermal Power StationDokumen23 halamanBadarpur Thermal Power StationBhagyashree PachisiaBelum ada peringkat
- CFD Analysis of Steam Boiler Used in PowerDokumen10 halamanCFD Analysis of Steam Boiler Used in PowermohanBelum ada peringkat
- Steam TurbineDokumen8 halamanSteam TurbineEdita O PanuncioBelum ada peringkat
- Steam Turbine Buy OnkarDokumen965 halamanSteam Turbine Buy OnkarSandip Kumar100% (5)
- Dae Mechanical Technology (Revised 3rd Year) Course Outline.Dokumen113 halamanDae Mechanical Technology (Revised 3rd Year) Course Outline.Hassan Raza53% (15)
- PIPE ElementsDokumen99 halamanPIPE ElementsJustin MercadoBelum ada peringkat
- MEC216 Applied Thermal Engineering-I 17117::mohit Vasudeva 3.0 1.0 0.0 4.0 Courses With Numerical and Conceptual FocusDokumen8 halamanMEC216 Applied Thermal Engineering-I 17117::mohit Vasudeva 3.0 1.0 0.0 4.0 Courses With Numerical and Conceptual FocusVinu ThomasBelum ada peringkat
- Ei6002 Power Plant Instrumentation Question BankDokumen11 halamanEi6002 Power Plant Instrumentation Question BankAyyar Kandasamy100% (2)
- Thermal Power PlantDokumen99 halamanThermal Power PlantVishal Patel100% (3)
- Thermal Power PlantDokumen14 halamanThermal Power PlantAkiraBelum ada peringkat
- Lubrication. BasicsDokumen127 halamanLubrication. BasicsKrishnan SanthanarajBelum ada peringkat
- EPRI Combined CycleDokumen34 halamanEPRI Combined CycleRaden Mas100% (1)
- Chapter 5, 6, and 7Dokumen6 halamanChapter 5, 6, and 7nageshBelum ada peringkat
- Vocational Training ReportDokumen74 halamanVocational Training ReportRupinder singhBelum ada peringkat
- Electricity: Electric ChargeDokumen38 halamanElectricity: Electric Chargeglen jlieza fuentecillaBelum ada peringkat
- The Steam Turbine: 7.3.3 Rotor BalancingDokumen2 halamanThe Steam Turbine: 7.3.3 Rotor BalancingBhavana KewlaniBelum ada peringkat
- The Importance of Being Earnest: Classic Tales EditionDari EverandThe Importance of Being Earnest: Classic Tales EditionPenilaian: 4.5 dari 5 bintang4.5/5 (44)
- You Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherDari EverandYou Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherBelum ada peringkat
- The House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedDari EverandThe House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedPenilaian: 4.5 dari 5 bintang4.5/5 (5)
- Welcome to the United States of Anxiety: Observations from a Reforming NeuroticDari EverandWelcome to the United States of Anxiety: Observations from a Reforming NeuroticPenilaian: 3.5 dari 5 bintang3.5/5 (10)
- The Book of Bad:: Stuff You Should Know Unless You’re a PussyDari EverandThe Book of Bad:: Stuff You Should Know Unless You’re a PussyPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Sex, Drugs, and Cocoa Puffs: A Low Culture ManifestoDari EverandSex, Drugs, and Cocoa Puffs: A Low Culture ManifestoPenilaian: 3.5 dari 5 bintang3.5/5 (1428)