Anda mungkin juga menyukai
- Unit 4 (CURVES)Dokumen48 halamanUnit 4 (CURVES)Zara Nabilah79% (33)
- Kinematic of Machines - Gear 3Dokumen5 halamanKinematic of Machines - Gear 3Safdar Ali NiaziBelum ada peringkat
- Surveying FinalsDokumen166 halamanSurveying Finalsmaykel.evascoBelum ada peringkat
- YadoDokumen35 halamanYadoLeta NegasaBelum ada peringkat
- Ac 2008-1325: Interactive Involute Gear Analysis and Tooth Profile Generation Using Working Model 2DDokumen13 halamanAc 2008-1325: Interactive Involute Gear Analysis and Tooth Profile Generation Using Working Model 2DRobin MachargBelum ada peringkat
- Simple Curves: Railroad and Highway CurvesDokumen36 halamanSimple Curves: Railroad and Highway CurvesCyrylle ObenzaBelum ada peringkat
- 6-Alternating Current SolutionDokumen4 halaman6-Alternating Current SolutionAbhi RamBelum ada peringkat
- Filter Active Sallen KeyDokumen3 halamanFilter Active Sallen KeyAlexandreBelum ada peringkat
- Lead Compensator-Time DomainDokumen17 halamanLead Compensator-Time Domainberkut samakaBelum ada peringkat
- Chapter 4 Spring 2021Dokumen28 halamanChapter 4 Spring 2021Mahmoud Ahmed TawfikBelum ada peringkat
- PH1020 Assignmnet2-SolutionDokumen7 halamanPH1020 Assignmnet2-SolutionJaanav Mathavan me22b007Belum ada peringkat
- Lecture 02 - GearsDokumen25 halamanLecture 02 - Gearsmohammedshaiban000Belum ada peringkat
- Turnout Geometry - Calculations: Data SheetDokumen2 halamanTurnout Geometry - Calculations: Data SheetMin Chan MoonBelum ada peringkat
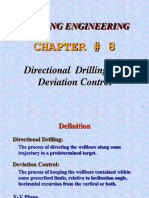
- Directional Well PathsDokumen8 halamanDirectional Well Pathsهيثم قاسم طاهر الميدمهBelum ada peringkat
- Calculus Iii: CHAPTER 2: Curves and SurfacesDokumen47 halamanCalculus Iii: CHAPTER 2: Curves and SurfacesRoy VeseyBelum ada peringkat
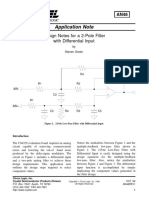
- An 48Dokumen6 halamanAn 48Sercan ÖzdemirBelum ada peringkat
- Review GeometryDokumen1 halamanReview GeometryGabby LabsBelum ada peringkat
- Paper Aiac12 Botez PDFDokumen9 halamanPaper Aiac12 Botez PDFkishan2016Belum ada peringkat
- 2-Geometry of Crystals II Reciprocal Lattice and SymmetryDokumen61 halaman2-Geometry of Crystals II Reciprocal Lattice and Symmetry李震原Belum ada peringkat
- CE G2 Module No. 4 Plane and Solid GeometryDokumen2 halamanCE G2 Module No. 4 Plane and Solid GeometryDaniela CaguioaBelum ada peringkat
- Theoretical Calculations of The Distribution of Aerodynamic Loading On A Delta WingDokumen35 halamanTheoretical Calculations of The Distribution of Aerodynamic Loading On A Delta WingHarsha HarBelum ada peringkat
- Mẫu Thiết Kế Tính ToánDokumen2 halamanMẫu Thiết Kế Tính ToánNhật NguyễnBelum ada peringkat
- Mo 201Dokumen46 halamanMo 201nishaBelum ada peringkat
- Search PDFDokumen17 halamanSearch PDFmamata naikBelum ada peringkat
- Ci Ik: Plane Coordinate Projection Tables VermontDokumen19 halamanCi Ik: Plane Coordinate Projection Tables Vermontpogopogo22Belum ada peringkat
- Curves Do Carmo NotesDokumen7 halamanCurves Do Carmo NotesDharil ShahBelum ada peringkat
- Interefenrece in Thin Films Session 2 (Interference in Thin Film of Uniform Thickness)Dokumen9 halamanInterefenrece in Thin Films Session 2 (Interference in Thin Film of Uniform Thickness)Sanjiv BadheBelum ada peringkat
- 01 RA - (Vector + 3-d) GRP 1.0 SolutionDokumen5 halaman01 RA - (Vector + 3-d) GRP 1.0 SolutionrudrabeproductiveBelum ada peringkat
- CurvesDokumen22 halamanCurvesranya doskiBelum ada peringkat
- Cambridge International General Certificate of Secondary EducationDokumen8 halamanCambridge International General Certificate of Secondary EducationChryssa EconomouBelum ada peringkat
- Ax bxc0 X A B B Ac: Formula ListDokumen11 halamanAx bxc0 X A B B Ac: Formula ListyingwuenchanBelum ada peringkat
- Name of Figure Perimeter AreaDokumen7 halamanName of Figure Perimeter AreaDarwin ManoBelum ada peringkat
- sin (θ) = a ÷ c cos (θ) = b ÷ c tan (θ) = a ÷ b θ: c po en us e)Dokumen1 halamansin (θ) = a ÷ c cos (θ) = b ÷ c tan (θ) = a ÷ b θ: c po en us e)NikuRikuBelum ada peringkat
- Interefenrece in Thin Films Session 3 (Wedge Shaped Film)Dokumen7 halamanInterefenrece in Thin Films Session 3 (Wedge Shaped Film)Sanjiv BadheBelum ada peringkat
- Lesson 6 Open ChannelsDokumen9 halamanLesson 6 Open ChannelsMelchor Jaramilla OronosBelum ada peringkat
- Solid Angle ProblemsDokumen4 halamanSolid Angle Problemssandeep_sihag07Belum ada peringkat
- Lay Out CalculationsDokumen55 halamanLay Out Calculationsazlan.shareBelum ada peringkat
- Importent FormulasDokumen158 halamanImportent FormulasmeseretBelum ada peringkat
- Solid Mensuration Sample2Dokumen28 halamanSolid Mensuration Sample2francis de guzmanBelum ada peringkat
- EE309 Notes 20 PDFDokumen3 halamanEE309 Notes 20 PDFHassan FarssiBelum ada peringkat
- Lecture 6 SolDokumen59 halamanLecture 6 SolOsma UmrBelum ada peringkat
- Lab2 Active FiltersDokumen6 halamanLab2 Active FiltersAli MoharramBelum ada peringkat
- Solutions JEEAdvanced2014 Paper2 Code-5Dokumen35 halamanSolutions JEEAdvanced2014 Paper2 Code-5Vagarth AgrwalBelum ada peringkat
- Point Angle Chisel Angle Helix Angle Chisel Edge: Geometry of Twist DrillsDokumen23 halamanPoint Angle Chisel Angle Helix Angle Chisel Edge: Geometry of Twist DrillsDhananjay PatwariBelum ada peringkat
- Paper 2: Additional Materials: Answer Paper Graph PaperDokumen8 halamanPaper 2: Additional Materials: Answer Paper Graph PaperJASON_INGHAMBelum ada peringkat
- Cambridge IGCSEDokumen8 halamanCambridge IGCSELorraine SabbaghBelum ada peringkat
- Ua1 TN 82 24Dokumen8 halamanUa1 TN 82 24Riyan AlviBelum ada peringkat
- CHP - IV Earth Work and QuantitiesDokumen31 halamanCHP - IV Earth Work and QuantitiesabubekirBelum ada peringkat
- Cambridge O Level: Additional Mathematics 4037/01Dokumen16 halamanCambridge O Level: Additional Mathematics 4037/01Diana GautamBelum ada peringkat
- Compensation Design From LinearDokumen39 halamanCompensation Design From LinearTrung Nguyen ChiBelum ada peringkat
- 2019 Jan 2hrDokumen24 halaman2019 Jan 2hrAbdullah AbozekryBelum ada peringkat
- Lutz ModificationDokumen4 halamanLutz Modificationivan bolañosBelum ada peringkat
- Design of IIR Notch Filter For Removal of Baseline Wander and Power Line Interference From ECG SignalDokumen4 halamanDesign of IIR Notch Filter For Removal of Baseline Wander and Power Line Interference From ECG SignalInas HafizhahBelum ada peringkat
- Directional DrillingDokumen43 halamanDirectional DrillingMusab UsmanBelum ada peringkat
- 04 Uic - Plane Geometry - 2017 KeyDokumen5 halaman04 Uic - Plane Geometry - 2017 KeyJazyl PeralesBelum ada peringkat
- Cambridge IGCSEDokumen60 halamanCambridge IGCSEsamBelum ada peringkat
- Buffer InsertionDokumen47 halamanBuffer InsertionAkhil MehtaBelum ada peringkat
- Solution Manual for an Introduction to Equilibrium ThermodynamicsDari EverandSolution Manual for an Introduction to Equilibrium ThermodynamicsBelum ada peringkat
- The Spectral Theory of Toeplitz Operators. (AM-99), Volume 99Dari EverandThe Spectral Theory of Toeplitz Operators. (AM-99), Volume 99Belum ada peringkat
- Tables of Coefficients for the Analysis of Triple Angular Correlations of Gamma-Rays from Aligned NucleiDari EverandTables of Coefficients for the Analysis of Triple Angular Correlations of Gamma-Rays from Aligned NucleiBelum ada peringkat
- VOID BEQUESTS - AssignmentDokumen49 halamanVOID BEQUESTS - AssignmentAkshay GaykarBelum ada peringkat
- Art and Culture KSG IndiaDokumen4 halamanArt and Culture KSG IndiaAbhishek SinghBelum ada peringkat
- LIC - Jeevan Labh - Brochure - 9 Inch X 8 Inch - EngDokumen13 halamanLIC - Jeevan Labh - Brochure - 9 Inch X 8 Inch - Engnakka_rajeevBelum ada peringkat
- Licensed Practical Nurse, LPN, Nurse Tech, Nurse Aide, Nursing ADokumen4 halamanLicensed Practical Nurse, LPN, Nurse Tech, Nurse Aide, Nursing Aapi-121395809Belum ada peringkat
- Ra 11521 9160 9194 AmlaDokumen55 halamanRa 11521 9160 9194 Amlagore.solivenBelum ada peringkat
- In Coming MailDokumen4 halamanIn Coming Mailpoetoet100% (1)
- Qrqs"1 Xl/Ijj1L Joi?Llt'Lll: Transport Bhawan, 1, Parliament Street New Delhi-110001Dokumen2 halamanQrqs"1 Xl/Ijj1L Joi?Llt'Lll: Transport Bhawan, 1, Parliament Street New Delhi-110001PrakashKommukuriBelum ada peringkat
- Lecture Notes (Financial Economics)Dokumen136 halamanLecture Notes (Financial Economics)americus_smile7474100% (2)
- Pub 005940 PDFDokumen31 halamanPub 005940 PDFkurniaBelum ada peringkat
- Baling Press: Model: LB150S Article No: L17003 Power SupplyDokumen2 halamanBaling Press: Model: LB150S Article No: L17003 Power SupplyNavaneeth PurushothamanBelum ada peringkat
- Details For Order #002 5434861 1225038: Not Yet ShippedDokumen1 halamanDetails For Order #002 5434861 1225038: Not Yet ShippedSarai NateraBelum ada peringkat
- Goat Farm ProjectDokumen44 halamanGoat Farm ProjectVipin Kushwaha83% (6)
- Branding HS TalksDokumen17 halamanBranding HS TalksumairBelum ada peringkat
- Filcar vs. EspinasDokumen2 halamanFilcar vs. EspinasBrian ThunderBelum ada peringkat
- Review On A Protective Scheme For Wind Power Plant Using Co-Ordination of Overcurrent Relay-NOTA TECNICADokumen5 halamanReview On A Protective Scheme For Wind Power Plant Using Co-Ordination of Overcurrent Relay-NOTA TECNICAEdgardo Kat ReyesBelum ada peringkat
- 1.2 Installation of SSH Keys On Linux-A Step-By Step GuideDokumen3 halaman1.2 Installation of SSH Keys On Linux-A Step-By Step GuideMada ChouchouBelum ada peringkat
- Projek Rekabentuk Walkwaybridge 2014 - 15Dokumen6 halamanProjek Rekabentuk Walkwaybridge 2014 - 15HambaliBelum ada peringkat
- Cat It62hDokumen4 halamanCat It62hMarceloBelum ada peringkat
- Allergies To Cross-Reactive Plant Proteins: Takeshi YagamiDokumen11 halamanAllergies To Cross-Reactive Plant Proteins: Takeshi YagamisoylahijadeunvampiroBelum ada peringkat
- BancassuranceDokumen41 halamanBancassuranceanand_lamaniBelum ada peringkat
- Dominar 400 Spare Parts CatalogueDokumen82 halamanDominar 400 Spare Parts CatalogueAkshayaBelum ada peringkat
- Event MCQDokumen9 halamanEvent MCQpralay ganguly50% (2)
- BreakwatersDokumen15 halamanBreakwatershima sagarBelum ada peringkat
- OSN 8800 6800 3800 V100R011C00 Alarms and Performance Events Reference 01Dokumen1.544 halamanOSN 8800 6800 3800 V100R011C00 Alarms and Performance Events Reference 01Oscar Behrens ZepedaBelum ada peringkat
- 4 A Industrial RevolutionDokumen41 halaman4 A Industrial Revolutionabekhti2008Belum ada peringkat
- Geometric Entities: Basic Gear TerminologyDokumen5 halamanGeometric Entities: Basic Gear TerminologyMatija RepincBelum ada peringkat
- Psad - 2Dokumen25 halamanPsad - 2Mary Ann Toni N. RasonabeBelum ada peringkat
- CV Rafi Cargill, GAR, MCR, AM GROUP and Consultancy EraDokumen6 halamanCV Rafi Cargill, GAR, MCR, AM GROUP and Consultancy EranorulainkBelum ada peringkat
- Genesis and Development of The Network Arch Consept - NYDokumen15 halamanGenesis and Development of The Network Arch Consept - NYVu Phi LongBelum ada peringkat
- Execution Lac 415a of 2006Dokumen9 halamanExecution Lac 415a of 2006Robin SinghBelum ada peringkat