Anda mungkin juga menyukai
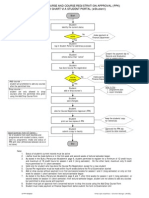
- 4 Carta Alir Tambah Atau Gugur Kursus Melalui Portal PelajarDokumen1 halaman4 Carta Alir Tambah Atau Gugur Kursus Melalui Portal PelajarNuratiqah Smail KassimBelum ada peringkat
- Islamic ManagementDokumen37 halamanIslamic ManagementNuratiqah Smail Kassim100% (1)
- Fatigue Crack GrowthDokumen12 halamanFatigue Crack Growthkkprasad1Belum ada peringkat
- Matlab Exercise For CSDokumen2 halamanMatlab Exercise For CSNuratiqah Smail KassimBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Mapeh Grade 9: Quarter 1 Week 5 Module 5Dokumen29 halamanMapeh Grade 9: Quarter 1 Week 5 Module 5Macquen Balucio75% (4)
- AnutoneDokumen64 halamanAnutoneShivansh Singh Gautam0% (1)
- Research ReportDokumen62 halamanResearch Reportboniphace100% (1)
- Kuka Case Study Report PagesDokumen32 halamanKuka Case Study Report Pagespruma.ruBelum ada peringkat
- Mn00224e - ALCplus2 ManualDokumen290 halamanMn00224e - ALCplus2 Manualhoang_minhtienBelum ada peringkat
- For Whom:: Annual Calendar For Regular Short Term Courses 2019-20Dokumen2 halamanFor Whom:: Annual Calendar For Regular Short Term Courses 2019-20Kumar MakanaBelum ada peringkat
- Project Proposal On "Swachh Bharat Mission, Ganga Rejuvenation and River Cleaning" (NEAC)Dokumen10 halamanProject Proposal On "Swachh Bharat Mission, Ganga Rejuvenation and River Cleaning" (NEAC)MinatiBindhani100% (1)
- MMV Solid Waste Segragation Program Rev2Dokumen2 halamanMMV Solid Waste Segragation Program Rev2Arthur AranasBelum ada peringkat
- Đề Anh Kc Lần 2-2019 - Mã Đề 134Dokumen6 halamanĐề Anh Kc Lần 2-2019 - Mã Đề 134Trần Ngọc KhangBelum ada peringkat
- Polyester Polyol From Recycled PETDokumen3 halamanPolyester Polyol From Recycled PETA MahmoodBelum ada peringkat
- EMS - Sample Environmental Aspects & Impacts RegisterDokumen7 halamanEMS - Sample Environmental Aspects & Impacts RegisterBalaji_Rajaman_228025% (4)
- Waste Our World Unit Plan - GR 4Dokumen13 halamanWaste Our World Unit Plan - GR 4api-277527531Belum ada peringkat
- WRAP - Case Study - Aggregates - The Channel Tunnel Rail LinkDokumen2 halamanWRAP - Case Study - Aggregates - The Channel Tunnel Rail LinkFatmah El WardagyBelum ada peringkat
- Hierarchy of Decisions: 1. Batch Versus ContinuousDokumen25 halamanHierarchy of Decisions: 1. Batch Versus ContinuousDoaa BadarnehBelum ada peringkat
- ESWMA Implementation in Malolos CityDokumen7 halamanESWMA Implementation in Malolos CitySherry Gesim100% (1)
- Construction of Cold in Place Recycling Method in Malaysia: Sufian, ZulakmalDokumen12 halamanConstruction of Cold in Place Recycling Method in Malaysia: Sufian, ZulakmalJames Khoo100% (1)
- Recycle Week 2019 Assembly ScriptDokumen4 halamanRecycle Week 2019 Assembly Scriptalex1981andraBelum ada peringkat
- European For CompostDokumen62 halamanEuropean For CompostTanja Kosanovic MilickovicBelum ada peringkat
- Solid Waste Management in JapanDokumen15 halamanSolid Waste Management in JapanRAHUL0% (1)
- MRPDokumen57 halamanMRPpratikneemaBelum ada peringkat
- Recycling Reading Comprehension Worksheet 1Dokumen2 halamanRecycling Reading Comprehension Worksheet 1JACKSONBelum ada peringkat
- F.L. Vargas College Tuguegarao City, Cagayan Chapter I - IntroductionDokumen29 halamanF.L. Vargas College Tuguegarao City, Cagayan Chapter I - IntroductionDexter BaretBelum ada peringkat
- Off The Grid Shaw Contract Internal EpdDokumen10 halamanOff The Grid Shaw Contract Internal EpdPerpetua DermawanBelum ada peringkat
- TOEFL iBT® Writing Practice QuestionsDokumen3 halamanTOEFL iBT® Writing Practice QuestionsEducandario do Estudante AtibaiaBelum ada peringkat
- EcoDesign and The Ten Golden RulesDokumen13 halamanEcoDesign and The Ten Golden RulesMoacir Dias Neto100% (1)
- Group 2 Bsis 1 1 Curriculum Reform Project ProposalDokumen44 halamanGroup 2 Bsis 1 1 Curriculum Reform Project ProposalMarlaine AmbataBelum ada peringkat
- English Quiz Grade (5) JanuaryDokumen6 halamanEnglish Quiz Grade (5) Januaryعمر المختار100% (1)
- Plastic: Organic Polymers Molecular MassDokumen28 halamanPlastic: Organic Polymers Molecular MassAJAY100% (1)
- Pe and Pet BlendDokumen9 halamanPe and Pet BlendMuhammad SajjadBelum ada peringkat
- Cellulose Insulation Technology Fibretec Production LinesDokumen5 halamanCellulose Insulation Technology Fibretec Production LinesMAKRONBelum ada peringkat