Anda mungkin juga menyukai
- WEF Making Affordable Housing A Reality in Cities ReportDokumen60 halamanWEF Making Affordable Housing A Reality in Cities ReportAnonymous XUFoDm6dBelum ada peringkat
- Storage Tank Inspection API 650Dokumen27 halamanStorage Tank Inspection API 650Pandu Damay Putra92% (12)
- MONITOR STORAGE TANK FABRICATION & ERECTIONDokumen9 halamanMONITOR STORAGE TANK FABRICATION & ERECTIONRyanto Sirait100% (1)
- Inspection TankDokumen22 halamanInspection Tanksbmmla100% (1)
- Vaccum Test MethodDokumen4 halamanVaccum Test MethodMahmud AlamBelum ada peringkat
- Vc-Api 650 PDFDokumen6 halamanVc-Api 650 PDFShinta ShowiantariBelum ada peringkat
- Tank Field Inspection and Test ProcedureDokumen29 halamanTank Field Inspection and Test ProcedureFadlul Akbar Herfianto100% (2)
- Paint Inspection:: Daily Coating Inspection ReportDokumen1 halamanPaint Inspection:: Daily Coating Inspection ReportEhsan KhanBelum ada peringkat
- 3LPE Repair ProcedureDokumen3 halaman3LPE Repair Procedurelhanx2Belum ada peringkat
- TankInspectionTechniques3Dokumen136 halamanTankInspectionTechniques3Zenon Kociuba100% (1)
- Manual Firstair FAS3-37 - FAS SC 7-37 - ArtNr. 195. 03701 - GBDokumen80 halamanManual Firstair FAS3-37 - FAS SC 7-37 - ArtNr. 195. 03701 - GBEduardo ParraBelum ada peringkat
- SETTLEMENT Test ProcedureDokumen9 halamanSETTLEMENT Test Procedurehrdsby100% (1)
- New Bottom PlateDokumen9 halamanNew Bottom PlateEmmanuel kusimo100% (1)
- Procedure of Tank RepairDokumen4 halamanProcedure of Tank RepairCepi Sindang KamulanBelum ada peringkat
- Annular Plate RemovalDokumen2 halamanAnnular Plate RemovalVishvjeet Prakash TiwariBelum ada peringkat
- 14 Design of Bolted JointsDokumen13 halaman14 Design of Bolted JointsPRASAD32675% (4)
- FEED Deliverables ListDokumen3 halamanFEED Deliverables ListS.KAMBANBelum ada peringkat
- Pickling Procedure 20 - 08Dokumen2 halamanPickling Procedure 20 - 08Siriepathi SeetharamanBelum ada peringkat
- AST Nozzle Repair Req.Dokumen10 halamanAST Nozzle Repair Req.Irvansyah RazadinBelum ada peringkat
- API 653 Mach Exam 2022Dokumen9 halamanAPI 653 Mach Exam 2022Amr mohamedBelum ada peringkat
- Niigata - Replacing Bottom Plates of Oil Storage TanksDokumen7 halamanNiigata - Replacing Bottom Plates of Oil Storage TanksJohnson Olarewaju100% (2)
- TDI41 Tank Inspection Repair & Alteration API 653 Sec 9Dokumen13 halamanTDI41 Tank Inspection Repair & Alteration API 653 Sec 9Faizal Sattu100% (2)
- Sebp4195 76 01 Allcd - 003 PDFDokumen965 halamanSebp4195 76 01 Allcd - 003 PDFFacturas hidrodieselBelum ada peringkat
- Shop Fabrication and Inspection Procedure for Gasoline and Engine Oil TankDokumen7 halamanShop Fabrication and Inspection Procedure for Gasoline and Engine Oil TankGATOTBelum ada peringkat
- Painting ReportDokumen1 halamanPainting Reportbaidu1980Belum ada peringkat
- SGS IND Storage Tank A4 EN 14 PDFDokumen8 halamanSGS IND Storage Tank A4 EN 14 PDFAjejejeBelum ada peringkat
- IOCL Refinery Project Tank Settlement Survey ReportDokumen1 halamanIOCL Refinery Project Tank Settlement Survey Reportarkaprava ghosh100% (1)
- Form I Integrated Science End of Year ExamDokumen10 halamanForm I Integrated Science End of Year ExamMiss Rambaran100% (2)
- Etp Process - RefineryDokumen3 halamanEtp Process - Refinerysumit gulatiBelum ada peringkat
- Painting Procedure Template PDFDokumen14 halamanPainting Procedure Template PDFjohn100% (1)
- PWHT For Shell Nozzle of Steel Storage Tanks-21Dokumen27 halamanPWHT For Shell Nozzle of Steel Storage Tanks-21الGINIRAL FREE FIRE100% (1)
- Floating Roof Seals PDFDokumen4 halamanFloating Roof Seals PDFAnonymous dSFbLxc9Belum ada peringkat
- Holiday Detector ProcedureDokumen2 halamanHoliday Detector Procedurenathgsurendra100% (1)
- Job Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptDokumen5 halamanJob Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaBelum ada peringkat
- API 650 & 653 Questions Closed Book With AnswersDokumen7 halamanAPI 650 & 653 Questions Closed Book With AnswersRajesh Narula100% (6)
- TDI33 Tank Inspection Suitaility For Service API 653 Sec 4Dokumen29 halamanTDI33 Tank Inspection Suitaility For Service API 653 Sec 4Faizal SattuBelum ada peringkat
- Radio Graphic ExaminationDokumen33 halamanRadio Graphic ExaminationSakthi PanneerSelvam Tanjai100% (6)
- Parker Substrate 4250-InTRAFLOW Dec 2003Dokumen12 halamanParker Substrate 4250-InTRAFLOW Dec 2003Laurence MalanumBelum ada peringkat
- RoundnessDokumen35 halamanRoundnesssrinivasansscBelum ada peringkat
- API-653-Mar 2016Dokumen7 halamanAPI-653-Mar 2016Khaled Gamal100% (3)
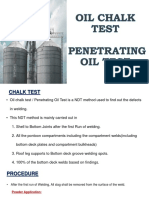
- Oil Chalk Test/Penetrating Oil TestDokumen6 halamanOil Chalk Test/Penetrating Oil TestWeld ManiacBelum ada peringkat
- STS Co. storage tank fabrication methodologyDokumen15 halamanSTS Co. storage tank fabrication methodologypurshottam GHBelum ada peringkat
- Procedure For Vacuum Box TestingDokumen3 halamanProcedure For Vacuum Box TestingZakirUllahBelum ada peringkat
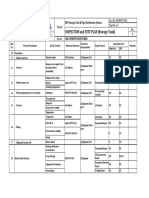
- Inspection & Test Plan TankDokumen3 halamanInspection & Test Plan TankJOSHUA SULLEGUE100% (1)
- Basic API650Dokumen52 halamanBasic API650Eslam Nagy100% (3)
- Compressor Station MallnowDokumen8 halamanCompressor Station MallnowMANIU RADU-GEORGIANBelum ada peringkat
- Shell Plate Dimension CheckDokumen7 halamanShell Plate Dimension Checksetak0% (1)
- Tank Procedure by Conventional MethodDokumen8 halamanTank Procedure by Conventional Methodsatish04Belum ada peringkat
- SETTLEMENT Test ProcedureDokumen9 halamanSETTLEMENT Test Procedurehrdsby100% (2)
- VBTDokumen5 halamanVBTMohdHuzairiRusliBelum ada peringkat
- Vacuum Box TestingDokumen8 halamanVacuum Box Testingergyap100% (4)
- 24.tank Oil Chalk TestDokumen3 halaman24.tank Oil Chalk TestShubham ShuklaBelum ada peringkat
- API-510 Closed Book (Vérifié Lors Du Test) FLASH CARDSDokumen31 halamanAPI-510 Closed Book (Vérifié Lors Du Test) FLASH CARDSfathiBelum ada peringkat
- Tank ProcedureDokumen5 halamanTank ProcedurejacquesmayolBelum ada peringkat
- Blasting Coating ProcedureDokumen61 halamanBlasting Coating ProcedureZohair Aftab100% (1)
- RT ProcedureDokumen22 halamanRT ProcedureRavindra S. JivaniBelum ada peringkat
- Examen de Evaluación API 510Dokumen10 halamanExamen de Evaluación API 510aecf_13100% (1)
- Radiographic Test ProcedureDokumen10 halamanRadiographic Test ProcedureNoor A AlamBelum ada peringkat
- Organo (Asia) - 070615 Hotel BookingDokumen2 halamanOrgano (Asia) - 070615 Hotel BookingFaizal SattuBelum ada peringkat
- Tank InspectionDokumen6 halamanTank Inspectionangel onofre castelanBelum ada peringkat
- Radiography Test & Liquid Penetrant Test ProcedureDokumen7 halamanRadiography Test & Liquid Penetrant Test ProcedurePrashant MalveBelum ada peringkat
- Heat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)Dokumen14 halamanHeat Transfer and Pressure Drop Characteristics of Finned Tube Banks in Forced Convection (Comparison of The Heat Transfer Characteristics Between Spiral Fin and Serrated Fin)nadir adel100% (1)
- Method Statement Replace Bottom PlateDokumen5 halamanMethod Statement Replace Bottom Plateคุณพ่อน้อง บิ๊กบอส100% (6)
- Sample Report Tank Structural Profile SurveyDokumen36 halamanSample Report Tank Structural Profile SurveyOwais MalikBelum ada peringkat
- Radiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0Dokumen13 halamanRadiography Testing Procedure: Procedure No. BCE/RT/003-2018/Rev-1.0BCE DeBelum ada peringkat
- Damage Mechanisms For API 653Dokumen10 halamanDamage Mechanisms For API 653Saran KumarBelum ada peringkat
- Tank Inspection NotesDokumen5 halamanTank Inspection Notesaneeshjose013Belum ada peringkat
- Underground Tank Inspection ReportsDokumen2 halamanUnderground Tank Inspection ReportsRavi Kumar VatturiBelum ada peringkat
- API 653 - Annex B - 10 TermsDokumen2 halamanAPI 653 - Annex B - 10 TermsSERFORTEC CIA. LTDA.Belum ada peringkat
- 30 Mainline Hydrotesting 111Dokumen25 halaman30 Mainline Hydrotesting 111rexBelum ada peringkat
- Silverwing B Scan ReportDokumen46 halamanSilverwing B Scan ReportpjhollowBelum ada peringkat
- Mathew API 510Dokumen14 halamanMathew API 510job bahBelum ada peringkat
- Mastering CopywritingDokumen4 halamanMastering CopywritingFaizal SattuBelum ada peringkat
- Specialized For Threaded FastenersDokumen3 halamanSpecialized For Threaded FastenersFaizal SattuBelum ada peringkat
- Jakarta Office ClassNKDokumen1 halamanJakarta Office ClassNKFaizal SattuBelum ada peringkat
- ## Internet MArketing Step & GuideDokumen1 halaman## Internet MArketing Step & GuideFaizal SattuBelum ada peringkat
- Surface Prep & Paint ProceduresDokumen124 halamanSurface Prep & Paint ProceduresOkey Felix AmaoguBelum ada peringkat
- Slide No. 3Dokumen94 halamanSlide No. 3Clumpsy GuyBelum ada peringkat
- Madura FPSO Job PositionDokumen1 halamanMadura FPSO Job PositionFaizal Sattu100% (1)
- Estimate Summary: Change Order Cont. Sales TaxDokumen2 halamanEstimate Summary: Change Order Cont. Sales TaxFaizal Sattu100% (1)
- ## Internet MArketing Step & GuideDokumen1 halaman## Internet MArketing Step & GuideFaizal SattuBelum ada peringkat
- Chap4 Liquid Penetrant InspectionDokumen7 halamanChap4 Liquid Penetrant InspectionFaizal SattuBelum ada peringkat
- Copywriting and DesignDokumen28 halamanCopywriting and DesignNitin Kumar SinghBelum ada peringkat
- Manufacturing Proccess Management BrochureDokumen7 halamanManufacturing Proccess Management BrochureFaizal SattuBelum ada peringkat
- Map From PT Tandon To PT Plastikatama PDFDokumen1 halamanMap From PT Tandon To PT Plastikatama PDFFaizal SattuBelum ada peringkat
- Stage LadderDokumen1 halamanStage LadderFaizal SattuBelum ada peringkat
- Resin LewatitDokumen15 halamanResin LewatitRiski Nalendra SukmaBelum ada peringkat
- Welding DefectDokumen4 halamanWelding DefectFaizal SattuBelum ada peringkat
- Stage Ladder and Detail JointDokumen1 halamanStage Ladder and Detail JointFaizal SattuBelum ada peringkat
- Map From PT Tandon To PT PlastikatamaDokumen1 halamanMap From PT Tandon To PT PlastikatamaFaizal SattuBelum ada peringkat
- Company Profile 882Dokumen2 halamanCompany Profile 882Faizal SattuBelum ada peringkat
- Water ShowDokumen9 halamanWater ShowFaizal SattuBelum ada peringkat
- Atg Worksheet ThisthatthesethoseDokumen2 halamanAtg Worksheet ThisthatthesethoseFaizal Sattu0% (1)
- Welding DefectDokumen4 halamanWelding DefectFaizal SattuBelum ada peringkat
- Green Worcester PlanDokumen46 halamanGreen Worcester PlanMichael ElflandBelum ada peringkat
- Trane Parts Catalogue 2015Dokumen202 halamanTrane Parts Catalogue 2015Said ZubizaBelum ada peringkat
- Sliit L Epdc 15Dokumen108 halamanSliit L Epdc 15sulochana priyashanBelum ada peringkat
- Ogjournal20150706 DLDokumen136 halamanOgjournal20150706 DLrasyid93Belum ada peringkat
- Convair Traveler Vol. X 1958-59Dokumen180 halamanConvair Traveler Vol. X 1958-59TateBelum ada peringkat
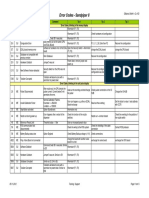
- Training Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IIDokumen5 halamanTraining Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IICharlie ShowBelum ada peringkat
- Dennis Miru Graphic Design PortfolioDokumen9 halamanDennis Miru Graphic Design PortfoliodenosciBelum ada peringkat
- Compare Energy Sources & Their Environmental EffectsDokumen2 halamanCompare Energy Sources & Their Environmental Effectsamit shuklaBelum ada peringkat
- PH1031 Wednesday Batch July-Dec 2016Dokumen2 halamanPH1031 Wednesday Batch July-Dec 2016devajithBelum ada peringkat
- Error Code 104 - 105Dokumen8 halamanError Code 104 - 105joecentroneBelum ada peringkat
- Label Odner BantexDokumen4 halamanLabel Odner Bantexdana setiawanBelum ada peringkat
- Thermochemistry Practice ProblemsDokumen3 halamanThermochemistry Practice ProblemsElla BombergerBelum ada peringkat
- Numerical Study of The Unsteady Aerodynamics of Rotating SeedsDokumen6 halamanNumerical Study of The Unsteady Aerodynamics of Rotating SeedsademargcjuniorBelum ada peringkat
- Rotational Motion Engineering Mechanics IIT KanpurDokumen67 halamanRotational Motion Engineering Mechanics IIT KanpurNitin SharmaBelum ada peringkat
- Thernal EnergyDokumen11 halamanThernal EnergyIseas Dela PenaBelum ada peringkat
- Reading Comprehension EnviromentDokumen5 halamanReading Comprehension Enviromentandreapichoni100% (1)
- Vietnamese Olympiad English exam passageDokumen6 halamanVietnamese Olympiad English exam passageLê Thanh ThảoBelum ada peringkat
- An Assessment of Singapore Airlines Environmentally Sustainable Energy ManagementDokumen15 halamanAn Assessment of Singapore Airlines Environmentally Sustainable Energy ManagementMamta AgarwalBelum ada peringkat
- Module 2Dokumen79 halamanModule 2uditBelum ada peringkat
- ASTM D 1298-12b APIDokumen8 halamanASTM D 1298-12b APIMAJOBelum ada peringkat
- LevyDokumen4 halamanLevyRamon FerreiraBelum ada peringkat
- Lecture 3.0 Metal Cutting ProcessDokumen34 halamanLecture 3.0 Metal Cutting ProcessHemant TrivediBelum ada peringkat