Anda mungkin juga menyukai
- Autocad 2019 Instalation ProcedureDokumen1 halamanAutocad 2019 Instalation ProcedureBeesam Ramesh KumarBelum ada peringkat
- Materials Science and Engineering C: ReviewDokumen16 halamanMaterials Science and Engineering C: ReviewBeesam Ramesh KumarBelum ada peringkat
- MDP SECTIONAL VIEWS - RubricsDokumen1 halamanMDP SECTIONAL VIEWS - RubricsBeesam Ramesh KumarBelum ada peringkat
- MDP Sectional Views - RubricsDokumen1 halamanMDP Sectional Views - RubricsBeesam Ramesh KumarBelum ada peringkat
- How To Convert A FDM 3D Printer To A Clay 3D Printer: InstructablesDokumen3 halamanHow To Convert A FDM 3D Printer To A Clay 3D Printer: InstructablesBeesam Ramesh KumarBelum ada peringkat
- Explain Steps in Engineering Design With Flow Chart. 2. Explain Six Steps in Finite Element MethodsDokumen1 halamanExplain Steps in Engineering Design With Flow Chart. 2. Explain Six Steps in Finite Element MethodsBeesam Ramesh KumarBelum ada peringkat
- Assignment Haramaya University Institute of Technology Subject: Material Handling Equipment Class: Mechanical (VYEAR)Dokumen1 halamanAssignment Haramaya University Institute of Technology Subject: Material Handling Equipment Class: Mechanical (VYEAR)Beesam Ramesh KumarBelum ada peringkat
- Advt. No. 157 /2019: Code No. Name of The Post Pay Level No. of Vacancies UR SC/ST OBC TotalDokumen6 halamanAdvt. No. 157 /2019: Code No. Name of The Post Pay Level No. of Vacancies UR SC/ST OBC TotalBeesam Ramesh KumarBelum ada peringkat
- Pumps (Problems)Dokumen1 halamanPumps (Problems)Beesam Ramesh KumarBelum ada peringkat
- Zocca2015 PDFDokumen19 halamanZocca2015 PDFBeesam Ramesh KumarBelum ada peringkat
- NEW Brochure FDM 3D Printers ENDokumen9 halamanNEW Brochure FDM 3D Printers ENBeesam Ramesh KumarBelum ada peringkat
- CAE Lab ManualDokumen40 halamanCAE Lab ManualBeesam Ramesh KumarBelum ada peringkat
- Static Analysis of Truss: by Mekala Anil KumarDokumen5 halamanStatic Analysis of Truss: by Mekala Anil KumarBeesam Ramesh KumarBelum ada peringkat
- Recruitment of Technical & Non-Technical Positions Purely On Contract BasisDokumen2 halamanRecruitment of Technical & Non-Technical Positions Purely On Contract BasisBeesam Ramesh KumarBelum ada peringkat
- Protractor PDFDokumen1 halamanProtractor PDFBeesam Ramesh KumarBelum ada peringkat
- Tuesday Batch:1,3,5,9,11 Wednesday Batch:1,4,6,7,10 ASSIGNMENT 5 (Traces of Lines)Dokumen6 halamanTuesday Batch:1,3,5,9,11 Wednesday Batch:1,4,6,7,10 ASSIGNMENT 5 (Traces of Lines)Beesam Ramesh KumarBelum ada peringkat
- Problem Sheet - 2 Topic: Stress Submission Date: 27/08/2019Dokumen3 halamanProblem Sheet - 2 Topic: Stress Submission Date: 27/08/2019Beesam Ramesh KumarBelum ada peringkat
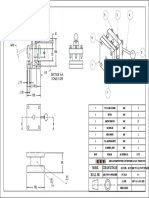
- SquaretoolpostDokumen1 halamanSquaretoolpostBeesam Ramesh KumarBelum ada peringkat
- 1 Sectional ViewsDokumen50 halaman1 Sectional ViewsBeesam Ramesh KumarBelum ada peringkat
- Advertisement For Program Officer For National Service Scheme (NSS) and Institute Outreach ActivitiesDokumen4 halamanAdvertisement For Program Officer For National Service Scheme (NSS) and Institute Outreach ActivitiesBeesam Ramesh KumarBelum ada peringkat
- ntdaily: Published FromDokumen16 halamanntdaily: Published FromBeesam Ramesh KumarBelum ada peringkat
- Indian Institute of Technology Tirupati Proforma For New CourseDokumen1 halamanIndian Institute of Technology Tirupati Proforma For New CourseBeesam Ramesh KumarBelum ada peringkat
- Engineering Drawing: DR K L NarayanaDokumen28 halamanEngineering Drawing: DR K L NarayanaBeesam Ramesh KumarBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5795)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- UntitledDokumen41 halamanUntitledLinear Algebra & Multivariate CalculusBelum ada peringkat
- PSY502 OLd PapersDokumen6 halamanPSY502 OLd Paperscs619finalproject.com100% (4)
- 3949-Article Text-8633-1-10-20180712Dokumen10 halaman3949-Article Text-8633-1-10-20180712Volodymyr TarnavskyyBelum ada peringkat
- Rail Inspection Vehicle Using Ir Sensor and Spot Marking SystemDokumen63 halamanRail Inspection Vehicle Using Ir Sensor and Spot Marking SystemNarayananNanuBelum ada peringkat
- Q3 - Summative Test2 - Statprob 2022 2023Dokumen2 halamanQ3 - Summative Test2 - Statprob 2022 2023Christian Lloyd ReandinoBelum ada peringkat
- July 2014 GEARSDokumen76 halamanJuly 2014 GEARSRodger BlandBelum ada peringkat
- Introduction To Multistage Car Parking SystemDokumen4 halamanIntroduction To Multistage Car Parking SystemInternational Journal of Application or Innovation in Engineering & ManagementBelum ada peringkat
- Long PassagesDokumen12 halamanLong PassagesAml AmlBelum ada peringkat
- Case Analysis, Case 1Dokumen2 halamanCase Analysis, Case 1Aakarsha MaharjanBelum ada peringkat
- Business Design Thinking - Nguyễn Quang MinhDokumen39 halamanBusiness Design Thinking - Nguyễn Quang MinhbuikimhoangoanhtqkBelum ada peringkat
- Civil & Structural Designer'S Data Pack: Section 7: MasonryDokumen5 halamanCivil & Structural Designer'S Data Pack: Section 7: MasonryMirea Florentin0% (1)
- Trend Management How To Effectively Use Trend-Knowledge in Your Company (Jörg Blechschmidt)Dokumen121 halamanTrend Management How To Effectively Use Trend-Knowledge in Your Company (Jörg Blechschmidt)Antonio Gonzalez AriasBelum ada peringkat
- Mahmoud Darwish TMADokumen15 halamanMahmoud Darwish TMABassant Ayman Ahmed Abdil Alim100% (1)
- Critical and Creative ThinkingDokumen26 halamanCritical and Creative Thinkingjoaquinricardo20153461Belum ada peringkat
- Restrictions AOP30 enDokumen1 halamanRestrictions AOP30 enRicardo RamirezBelum ada peringkat
- Embargoed: Embargoed Until April 24, 2019 at 12:01 A.M. (Eastern Time)Dokumen167 halamanEmbargoed: Embargoed Until April 24, 2019 at 12:01 A.M. (Eastern Time)Las Vegas Review-JournalBelum ada peringkat
- Galaxy A8 User ManualDokumen193 halamanGalaxy A8 User ManualHüseyin ACARBelum ada peringkat
- Experiential MarketingDokumen23 halamanExperiential Marketingambesh Srivastava100% (5)
- DP 900T00A ENU TrainerHandbookDokumen288 halamanDP 900T00A ENU TrainerHandbookAndré baungatnerBelum ada peringkat
- Executive Summary: 0.1 Name of The WorkDokumen12 halamanExecutive Summary: 0.1 Name of The WorkDevdoot SahuBelum ada peringkat
- Adsa Ka SyllabusDokumen3 halamanAdsa Ka SyllabusHacker RanjanBelum ada peringkat
- Engineering Properties (Al O) : 94% Aluminum Oxide Mechanical Units of Measure SI/Metric (Imperial)Dokumen7 halamanEngineering Properties (Al O) : 94% Aluminum Oxide Mechanical Units of Measure SI/Metric (Imperial)Hendy SetiawanBelum ada peringkat
- Conventional and Box-Shaped Piled RaftsDokumen6 halamanConventional and Box-Shaped Piled RaftsAdrian VechiuBelum ada peringkat
- Employment Under Dubai Electricity & Water AuthorityDokumen6 halamanEmployment Under Dubai Electricity & Water AuthorityMominur Rahman ShohagBelum ada peringkat
- Inspection List For Electrical PortableDokumen25 halamanInspection List For Electrical PortableArif FuadiantoBelum ada peringkat
- May 2021 Examination Diet School of Mathematics & Statistics ID5059Dokumen6 halamanMay 2021 Examination Diet School of Mathematics & Statistics ID5059Tev WallaceBelum ada peringkat
- 10 DLAH-Vessel Movement 28 Nov - 7 Dec 2020Dokumen3 halaman10 DLAH-Vessel Movement 28 Nov - 7 Dec 2020herlambangBelum ada peringkat
- Project Scheduling: Marinella A. LosaDokumen12 halamanProject Scheduling: Marinella A. LosaMarinella LosaBelum ada peringkat
- Bachelors - Project Report 1Dokumen43 halamanBachelors - Project Report 1divyaBelum ada peringkat
- Assignment ProblemsDokumen22 halamanAssignment ProblemsPooja Yadav100% (1)