Anda mungkin juga menyukai
- TALLER SEMANA 5.docx Estadistica InferencialDokumen2 halamanTALLER SEMANA 5.docx Estadistica InferencialGrace Arevalo20% (5)
- TRABAJOFINAL TR1 Calidad Total)Dokumen7 halamanTRABAJOFINAL TR1 Calidad Total)Renan DroidBelum ada peringkat
- FundamentosRiego Modulo 1Dokumen102 halamanFundamentosRiego Modulo 1Henry Moreno Roldan100% (1)
- Zabala Berrios Carlos Inf7 Vaciocorto-1Dokumen21 halamanZabala Berrios Carlos Inf7 Vaciocorto-1Erbin C EspinozaBelum ada peringkat
- Ing. Civil 2020Dokumen9 halamanIng. Civil 2020AO RomanoBelum ada peringkat
- Capitulo 5Dokumen9 halamanCapitulo 5Samuel Flores TapiaBelum ada peringkat
- Plan Estrategico Coca Cola GrupalDokumen24 halamanPlan Estrategico Coca Cola GrupalEdwin Jhon QHBelum ada peringkat
- Filosofos de La CalidadDokumen7 halamanFilosofos de La CalidadBecker96100% (1)
- Levantamiento topográfico con poligonal cerrada por ángulos de flexiónDokumen12 halamanLevantamiento topográfico con poligonal cerrada por ángulos de flexiónMilagros RamosBelum ada peringkat
- Precios Unitarios 28-09-2015 PDFDokumen16 halamanPrecios Unitarios 28-09-2015 PDFmig5792Belum ada peringkat
- Eval Undécimo - Fenómenos OndulatoriosDokumen2 halamanEval Undécimo - Fenómenos OndulatoriosНестора Габриэль СерраноBelum ada peringkat
- 8.2.señales de CirculaciónDokumen23 halaman8.2.señales de CirculaciónFABIO SCIELZO ORTIZBelum ada peringkat
- Ambush Alley ESPDokumen80 halamanAmbush Alley ESPCristian BotozisBelum ada peringkat
- Maquina de Chicles Numeracion 1 Al 10Dokumen12 halamanMaquina de Chicles Numeracion 1 Al 10Ana MicoBelum ada peringkat
- Catalogo ImcoDokumen10 halamanCatalogo ImcoCarlos Jair MarquezBelum ada peringkat
- Mambocaure - Informe FinalDokumen162 halamanMambocaure - Informe FinalCarlos Abrego Suárez100% (1)
- Árbol de Solución de Problemas de Rendimiento Del Motor - Motores ISB, ISBe y QSB Sin EGR (Sistema de Control Electrónico CM800 y CM850)Dokumen119 halamanÁrbol de Solución de Problemas de Rendimiento Del Motor - Motores ISB, ISBe y QSB Sin EGR (Sistema de Control Electrónico CM800 y CM850)nick100% (1)
- Dafo Empresa Manuelita S.A.Dokumen3 halamanDafo Empresa Manuelita S.A.AriannaBelum ada peringkat
- OF y CMO del marco curricular chilenoDokumen3 halamanOF y CMO del marco curricular chilenoFrank Honores BarriosBelum ada peringkat
- Prototipo de Vivienda de Interés Social Con Criterios (Protocolo)Dokumen38 halamanPrototipo de Vivienda de Interés Social Con Criterios (Protocolo)Ángel CastellanosBelum ada peringkat
- ISO 27001 2014.compressedDokumen27 halamanISO 27001 2014.compressedAlfredo MárquezBelum ada peringkat
- Casa FarnsWorth MiesDokumen3 halamanCasa FarnsWorth MiesluciaBelum ada peringkat
- Planilla de Ferrocarriles 1 (Autoguardado)Dokumen77 halamanPlanilla de Ferrocarriles 1 (Autoguardado)Robert BanegasBelum ada peringkat
- Costo Del Control ConcurrenteDokumen5 halamanCosto Del Control ConcurrentedoochBelum ada peringkat
- Informe de AlgebraDokumen8 halamanInforme de AlgebraCristhian DayalBelum ada peringkat
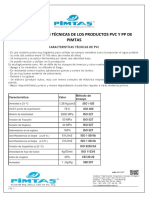
- Hoja Tecnica PimtasDokumen20 halamanHoja Tecnica Pimtasrobinson RBelum ada peringkat
- Estaciones de Bombeo y Lineas de ImpulcionDokumen24 halamanEstaciones de Bombeo y Lineas de ImpulcionBryan BarzalloBelum ada peringkat
- Eadm U3 A3 IvrgDokumen6 halamanEadm U3 A3 IvrgEscuela Melchor OcampoBelum ada peringkat
- TEST General ClaseB-2015Dokumen55 halamanTEST General ClaseB-2015andres carpio0% (1)
- Permisos para Ejecutar Una Obra Civil (Introduccion A La Ingenieria Civil)Dokumen5 halamanPermisos para Ejecutar Una Obra Civil (Introduccion A La Ingenieria Civil)kariiinaVBelum ada peringkat