Anda mungkin juga menyukai
- 3D Printing BasicsDokumen40 halaman3D Printing BasicsBalaji VasudevanBelum ada peringkat
- Vehicle Design Lecture1Dokumen31 halamanVehicle Design Lecture1noubyluxorBelum ada peringkat
- Catia Software PartnersDokumen103 halamanCatia Software PartnersXaockaBelum ada peringkat
- Crizaf Catalog 2004Dokumen69 halamanCrizaf Catalog 2004ArmandoDias100% (1)
- Fundamentals of Psychrometrics: Second EditionDokumen13 halamanFundamentals of Psychrometrics: Second EditionPitsanu SatitnimitchaiBelum ada peringkat
- Rapid Prototyping (RP) : Cad/Cam/CaeDokumen45 halamanRapid Prototyping (RP) : Cad/Cam/CaePrashant AmbadekarBelum ada peringkat
- Lecture 19 Rapid Prototyping Concept, Advantages PDFDokumen15 halamanLecture 19 Rapid Prototyping Concept, Advantages PDFRishabh MendirattaBelum ada peringkat
- SAS Catalog 2013 PartsDokumen136 halamanSAS Catalog 2013 PartsAri Ercilio Farias FereirraBelum ada peringkat
- Rapid PrototypingDokumen123 halamanRapid PrototypingSyed irfan100% (2)
- Additive Manufacturing PresentationDokumen147 halamanAdditive Manufacturing PresentationarunBelum ada peringkat
- Engineering Applications: A Project Resource BookDari EverandEngineering Applications: A Project Resource BookPenilaian: 2.5 dari 5 bintang2.5/5 (1)
- AbstractDokumen10 halamanAbstractabushasolomon75% (4)
- STAMOD Engineering ServicesDokumen40 halamanSTAMOD Engineering ServicesvikasgodageBelum ada peringkat
- Ventilation in HAP: QB Tip 001Dokumen6 halamanVentilation in HAP: QB Tip 001Abdul RaheemBelum ada peringkat
- 3D Printing Introduction and Types PDFDokumen83 halaman3D Printing Introduction and Types PDFŤhåŕüñ Kūmæř GøwđBelum ada peringkat
- Rapid Prototyping TechniqueDokumen35 halamanRapid Prototyping TechniquekajavarunBelum ada peringkat
- Stereo Lithography PresentationDokumen28 halamanStereo Lithography PresentationJayanth RajBelum ada peringkat
- Rapid Prototyping Notes by Shashidhar 2Dokumen132 halamanRapid Prototyping Notes by Shashidhar 2sharma devarajuBelum ada peringkat
- Integrated Cad/Cam For The Sheet Metal Industry: Master Your Manufacturing ProcessDokumen8 halamanIntegrated Cad/Cam For The Sheet Metal Industry: Master Your Manufacturing ProcessSalvador Severino CascoBelum ada peringkat
- 02 Kuka Ideenkatalog Digital en PDFDokumen182 halaman02 Kuka Ideenkatalog Digital en PDFarhescobarBelum ada peringkat
- FullDokumen35 halamanFullsumanth100% (1)
- CNC Robotics PricelistDokumen33 halamanCNC Robotics PricelistvvelikovBelum ada peringkat
- Enrollment SystemDokumen9 halamanEnrollment SystemNeil Joseph Alcala100% (1)
- Module 1 Additive ManufacturingDokumen125 halamanModule 1 Additive ManufacturingMaheshBelum ada peringkat
- Unit 1 ADMDokumen43 halamanUnit 1 ADMCHINTAKINDI VENKATAIAH RAGHUVAMSHIBelum ada peringkat
- Rapid PrototypingDokumen6 halamanRapid PrototypingVijay KannanBelum ada peringkat
- Rapid Prototyping LectureDokumen75 halamanRapid Prototyping Lecturesafin kaosarBelum ada peringkat
- Rapid Prototyping: Department of Mechanical Engineering, The Ohio State UniversityDokumen41 halamanRapid Prototyping: Department of Mechanical Engineering, The Ohio State Universityvikram1092Belum ada peringkat
- Upgraded Technology and Application in Die CastingDokumen12 halamanUpgraded Technology and Application in Die CastingSaurabhBelum ada peringkat
- Additive Manufacturing: Presented by Bharath Devasoth Assistant Professor Department of Mechanical EngineeringDokumen123 halamanAdditive Manufacturing: Presented by Bharath Devasoth Assistant Professor Department of Mechanical Engineeringbharath devasothBelum ada peringkat
- Unit - 1Dokumen44 halamanUnit - 1rajeshBelum ada peringkat
- Additive Manufacturing Processes and ApplicationsDokumen57 halamanAdditive Manufacturing Processes and ApplicationsjthyfgdBelum ada peringkat
- Guide:-Prof. Group Members: - : Design and Fabrication of Wood Engraving MachineDokumen19 halamanGuide:-Prof. Group Members: - : Design and Fabrication of Wood Engraving MachinePooja GBelum ada peringkat
- DT WJEC Revision NotesDokumen13 halamanDT WJEC Revision Notessnimr100% (2)
- Unit - 1Dokumen40 halamanUnit - 1rajeshBelum ada peringkat
- Cutting Edge Technologies in ManufacturingDokumen32 halamanCutting Edge Technologies in ManufacturingsrknecmechBelum ada peringkat
- 15ME82 Module 1Dokumen72 halaman15ME82 Module 1Machine BatteryBelum ada peringkat
- On 6 Month Training in TATA TechnologiesDokumen30 halamanOn 6 Month Training in TATA TechnologiesPrince DhanjuBelum ada peringkat
- Intro To AM ProcessesDokumen71 halamanIntro To AM ProcessesChinmaya PadhyBelum ada peringkat
- RP MethodsDokumen28 halamanRP Methodssanukumar2382Belum ada peringkat
- Comau Body Welding 2012Dokumen13 halamanComau Body Welding 2012Сања БанковићBelum ada peringkat
- Ome1902 Class NotesDokumen207 halamanOme1902 Class Notes210101034Belum ada peringkat
- COE-ParametricCAD 1Dokumen42 halamanCOE-ParametricCAD 1bswnszmdBelum ada peringkat
- Rapid PrototypingDokumen25 halamanRapid PrototypingAdnan JavedBelum ada peringkat
- Normas de Componentes SMDDokumen114 halamanNormas de Componentes SMDJosé Adriano FilhoBelum ada peringkat
- Automatic Hammering MachineDokumen16 halamanAutomatic Hammering MachineErole Technologies Pvt ltd Homemade EngineerBelum ada peringkat
- Introduction To COMSOL® Multiphysics Through Autodesk Inventor®Dokumen38 halamanIntroduction To COMSOL® Multiphysics Through Autodesk Inventor®डॉ. कनिष्क शर्माBelum ada peringkat
- Rapid Prototyping Technology GuideDokumen17 halamanRapid Prototyping Technology GuideJoinal Hussain TapadarBelum ada peringkat
- Rapid PrototypingDokumen65 halamanRapid PrototypingBilly HeriawanBelum ada peringkat
- Additive MFGDokumen18 halamanAdditive MFGEmerald InnovatesBelum ada peringkat
- Class 10Dokumen31 halamanClass 10viswanand2203Belum ada peringkat
- Lecture 1 - Introduction To Design For 3D PrintingDokumen55 halamanLecture 1 - Introduction To Design For 3D Printingambandu74Belum ada peringkat
- Applications: Selective Laser Sintering Is The Ideal Solution ForDokumen8 halamanApplications: Selective Laser Sintering Is The Ideal Solution FordpksobsBelum ada peringkat
- Integrated CAD/CAM for Sheet Metal IndustryDokumen8 halamanIntegrated CAD/CAM for Sheet Metal IndustrySalvador Severino CascoBelum ada peringkat
- Integrated Cad/Cam For The Sheet Metal Industry: Master Your Manufacturing ProcessDokumen8 halamanIntegrated Cad/Cam For The Sheet Metal Industry: Master Your Manufacturing Processvictor LBelum ada peringkat
- Assignment - 1 Swat Analysis of Cam Software: IntroductionDokumen7 halamanAssignment - 1 Swat Analysis of Cam Software: Introductiondivyansh vermaBelum ada peringkat
- Manufacturing of Helical Gears by Using Fused Deposite Modelling-An Additive Manufacturing ApproachDokumen22 halamanManufacturing of Helical Gears by Using Fused Deposite Modelling-An Additive Manufacturing ApproachSri Nadh PadavalaBelum ada peringkat
- Major Project PPT 8th SemDokumen22 halamanMajor Project PPT 8th SemNingSeng SingphoBelum ada peringkat
- Geometric Modeling and Simulation: John Rasmussen's TopicsDokumen26 halamanGeometric Modeling and Simulation: John Rasmussen's TopicsRaghuBelum ada peringkat
- Simufact Sheet Metal Forming 2015Dokumen8 halamanSimufact Sheet Metal Forming 2015MrLanternBelum ada peringkat
- RT 3 PDFDokumen31 halamanRT 3 PDFudayBelum ada peringkat
- Release Notes: Altair Esacomp™ V2020Dokumen2 halamanRelease Notes: Altair Esacomp™ V2020Oliver RailaBelum ada peringkat
- Analysis Guide For Machine Designers EnglishDokumen9 halamanAnalysis Guide For Machine Designers EnglishNurul HudaBelum ada peringkat
- Additive Manufacturing: A GuideDokumen46 halamanAdditive Manufacturing: A GuideMaaz AK100% (1)
- Rapid Prototyping of Gear & Shaft For Transmission AssemblyDokumen53 halamanRapid Prototyping of Gear & Shaft For Transmission AssemblyPramod WadateBelum ada peringkat
- WweuibDokumen21 halamanWweuibManvinder kharbandaBelum ada peringkat
- Art 3A10.1007 2Fs10895 012 1090 9Dokumen10 halamanArt 3A10.1007 2Fs10895 012 1090 9prakush_prakushBelum ada peringkat
- Dynamic Quenching of The Dual Fluorescence of Molecules: Condensed-Matter SpectrosDokumen7 halamanDynamic Quenching of The Dual Fluorescence of Molecules: Condensed-Matter Spectrosprakush_prakushBelum ada peringkat
- Art 3A10.1007 2Fs11743 009 1169 8 - 2Dokumen8 halamanArt 3A10.1007 2Fs11743 009 1169 8 - 2prakush_prakushBelum ada peringkat
- Fluorescence Quenching As A Method of Identification of The Character of Photoreactions in Excited States of MoleculesDokumen12 halamanFluorescence Quenching As A Method of Identification of The Character of Photoreactions in Excited States of Moleculesprakush_prakushBelum ada peringkat
- Fluorescence Quenching As A Method of Identification of The Character of Photoreactions in Excited States of MoleculesDokumen12 halamanFluorescence Quenching As A Method of Identification of The Character of Photoreactions in Excited States of Moleculesprakush_prakushBelum ada peringkat
- Art 3A10.1007 2Fs12010 008 8435 5Dokumen8 halamanArt 3A10.1007 2Fs12010 008 8435 5prakush_prakushBelum ada peringkat
- Art 3A10.1134 2FS0030400X08080092Dokumen6 halamanArt 3A10.1134 2FS0030400X08080092prakush_prakushBelum ada peringkat
- Brochure Guide To QPCR IN70200CDokumen114 halamanBrochure Guide To QPCR IN70200Cprakush_prakushBelum ada peringkat
- Non Flu or Quencher Dye Paper 09Dokumen12 halamanNon Flu or Quencher Dye Paper 09prakush_prakushBelum ada peringkat
- M Johnson PHD Chapter5Dokumen78 halamanM Johnson PHD Chapter5prakush_prakushBelum ada peringkat
- Barbieri - Basic Principles of FluorescenceDokumen62 halamanBarbieri - Basic Principles of Fluorescenceprakush_prakushBelum ada peringkat
- Martin Narayanaswamy ChlorineDokumen4 halamanMartin Narayanaswamy Chlorineprakush_prakushBelum ada peringkat
- Ijpap 42 (9) 648-652Dokumen5 halamanIjpap 42 (9) 648-652prakush_prakushBelum ada peringkat
- Fret BestDokumen32 halamanFret Bestprakush_prakushBelum ada peringkat
- MainDokumen6 halamanMainprakush_prakushBelum ada peringkat
- Twenty19 Smart Student Resume GuideDokumen46 halamanTwenty19 Smart Student Resume GuidePraful ChandraBelum ada peringkat
- Martin Narayanaswamy ChlorineDokumen4 halamanMartin Narayanaswamy Chlorineprakush_prakushBelum ada peringkat
- Optical Halide Sensing Using Fluorescnece QuenchingDokumen36 halamanOptical Halide Sensing Using Fluorescnece Quenchingprakush_prakushBelum ada peringkat
- JabDokumen2 halamanJabprakush_prakushBelum ada peringkat
- Fluorescence Spectrophotometry: The Electronic Excited StateDokumen4 halamanFluorescence Spectrophotometry: The Electronic Excited Stateadriana_obrBelum ada peringkat
- An Introduction To Fluorescence Measurements PDFDokumen15 halamanAn Introduction To Fluorescence Measurements PDFDulce GabrielBelum ada peringkat
- Fluorescence PrintDokumen11 halamanFluorescence Printprakush_prakushBelum ada peringkat
- Monte Carlo Simulation in Hopping MechanismDokumen4 halamanMonte Carlo Simulation in Hopping Mechanismprakush_prakushBelum ada peringkat
- Twenty19 Smart Student Resume GuideDokumen46 halamanTwenty19 Smart Student Resume GuidePraful ChandraBelum ada peringkat
- Fluorescencequenching of Rhodamine6Gin Methanol A T High ConcentrationDokumen7 halamanFluorescencequenching of Rhodamine6Gin Methanol A T High Concentrationprakush_prakushBelum ada peringkat
- QC 1DarkQuencher v5Dokumen8 halamanQC 1DarkQuencher v5prakush_prakushBelum ada peringkat
- Art 3A10.1007 2Fs10895 012 1090 9Dokumen10 halamanArt 3A10.1007 2Fs10895 012 1090 9prakush_prakushBelum ada peringkat
- Fluorescence PrintDokumen11 halamanFluorescence Printprakush_prakushBelum ada peringkat
- Jablonski DiagDokumen3 halamanJablonski Diagprakush_prakushBelum ada peringkat
- Type-II Quantum Dots CdTeCdSe (CoreShell) and CdSeZnTe (CoreShell)Dokumen2 halamanType-II Quantum Dots CdTeCdSe (CoreShell) and CdSeZnTe (CoreShell)prakush_prakushBelum ada peringkat
- SalvagniniDokumen9 halamanSalvagniniHemaprakash TigerBelum ada peringkat
- Syllabus of Subject RAC - 05.092018Dokumen3 halamanSyllabus of Subject RAC - 05.092018Hamidullah TotakhailBelum ada peringkat
- Thesis Title For Electrical TechnologyDokumen4 halamanThesis Title For Electrical Technologyalanacartwrightnorman100% (1)
- Chapter 1 - Introduction To Mechatronic DevicesDokumen12 halamanChapter 1 - Introduction To Mechatronic Devicesmohd_mizanBelum ada peringkat
- Smart: NDE 4.0 in Manufacturing: Challenges and Opportunities For NDE in The 21st CenturyDokumen10 halamanSmart: NDE 4.0 in Manufacturing: Challenges and Opportunities For NDE in The 21st CenturyHyujeii MceBelum ada peringkat
- Micro Channel 1355150788Dokumen2 halamanMicro Channel 1355150788Slim KanounBelum ada peringkat
- The Evolution, Not Revolution, of Digital Integration in Oil and GasDokumen159 halamanThe Evolution, Not Revolution, of Digital Integration in Oil and GasBruno TelesBelum ada peringkat
- Ebi R430Dokumen42 halamanEbi R430Totto AlvesBelum ada peringkat
- ODES - Link FdsDokumen6 halamanODES - Link FdsMarco souzaBelum ada peringkat
- MS2N BrochureDokumen6 halamanMS2N BrochureTarek FenterBelum ada peringkat
- Boiler Control Using SCADADokumen9 halamanBoiler Control Using SCADAAdarsh Sunkad0% (1)
- Rooftop Packaged Air Conditioners: - URTP 055-230 - URTP 280-460Dokumen11 halamanRooftop Packaged Air Conditioners: - URTP 055-230 - URTP 280-460ayanBelum ada peringkat
- KBS Assignment Group7Dokumen4 halamanKBS Assignment Group7kasitiBelum ada peringkat
- Industrial Automation SolutionsDokumen28 halamanIndustrial Automation SolutionsMohamed RouaBelum ada peringkat
- Important Topics HVACDokumen1 halamanImportant Topics HVAChimaniwatal100% (1)
- CMC 430 Brochure ENUDokumen12 halamanCMC 430 Brochure ENUsteve_osullivanBelum ada peringkat
- T.E. 2019 Pattern Endsem Timetable For Nov-Dec-2022 ExamDokumen24 halamanT.E. 2019 Pattern Endsem Timetable For Nov-Dec-2022 Examsudhir divekarBelum ada peringkat
- EN - Ditec BOX BrochureDokumen4 halamanEN - Ditec BOX Brochurecarlos956Belum ada peringkat
- Implementation of Fuzzy Controller To Reduce Water Irrigation in Greenhouse Using LabviewDokumen10 halamanImplementation of Fuzzy Controller To Reduce Water Irrigation in Greenhouse Using LabviewVikas PatelBelum ada peringkat
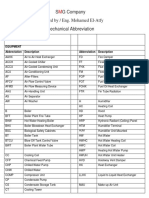
- Prepared by / Eng. Mohamed El-Atfy: S G CompanyDokumen4 halamanPrepared by / Eng. Mohamed El-Atfy: S G CompanyRolandBelum ada peringkat
- Contoh 2 WATER COOLED SCREW CHILLERDokumen3 halamanContoh 2 WATER COOLED SCREW CHILLERsitiBelum ada peringkat
- PLC Comparison Chart 2007Dokumen3 halamanPLC Comparison Chart 2007Mario VielmaBelum ada peringkat
- MEPC.1-Circ.683 - Guidance For The Development of A Ship Energy Efficiency Management PlanDokumen13 halamanMEPC.1-Circ.683 - Guidance For The Development of A Ship Energy Efficiency Management PlangetnarayanaprakashBelum ada peringkat