Anda mungkin juga menyukai
- Eddy Current TestingDokumen43 halamanEddy Current Testingsurajagtap01100% (2)
- Doc. Eddy Current Testing Basic PrincipleDokumen43 halamanDoc. Eddy Current Testing Basic PrincipleCepi Sindang KamulanBelum ada peringkat
- Advanced Technologies For Heat Exchanger Tubing Karl MarxDokumen46 halamanAdvanced Technologies For Heat Exchanger Tubing Karl MarxLuis Muñoz100% (1)
- 3-Eddy CuRRENT WORKSHOP 2016Dokumen51 halaman3-Eddy CuRRENT WORKSHOP 2016Asif Hameed100% (4)
- Eddy Current TestingDokumen48 halamanEddy Current TestingBhuvanesh Ponnan86% (7)
- Eddy CurrentDokumen49 halamanEddy CurrentPhani Mylavarapu100% (3)
- Eddy Current TestingDokumen73 halamanEddy Current Testingnathgsurendra100% (2)
- Eddy Current TestDokumen13 halamanEddy Current TestDona Sutisna100% (4)
- Eddy Current Array Technology For The Inspection of Aircraft and EngineDokumen37 halamanEddy Current Array Technology For The Inspection of Aircraft and EnginealadinsaneBelum ada peringkat
- Eddy CurrentDokumen19 halamanEddy CurrentSreedhar Patnaik.M100% (2)
- Eddy Current TestingDokumen18 halamanEddy Current Testingvickysrk20017073100% (2)
- Ndt03 - Eddy Current InspectionDokumen30 halamanNdt03 - Eddy Current InspectionDavid Jendra100% (3)
- Neutron RadiographyDokumen97 halamanNeutron RadiographyMeer UmerBelum ada peringkat
- Eddy Current Array TutorialDokumen48 halamanEddy Current Array TutorialPARK, SANGYEOL100% (4)
- Remote Field TestingDokumen8 halamanRemote Field TestingEngr Arfan Ali DhamrahoBelum ada peringkat
- Eddy Current Inspection 50 Question QuizDokumen8 halamanEddy Current Inspection 50 Question Quiznadjat_21Belum ada peringkat
- Acoustic Emission Source LocationDokumen176 halamanAcoustic Emission Source LocationCarlos Quiterio Gomez Muñoz100% (2)
- ACFM Applications1Dokumen12 halamanACFM Applications1naoufel1706Belum ada peringkat
- PT VariousDokumen159 halamanPT VariousShyam Sundar GayenBelum ada peringkat
- Eddy Current Chapter 4 Procedures PDFDokumen102 halamanEddy Current Chapter 4 Procedures PDFEMTC EMTCBelum ada peringkat
- Quiz 3Dokumen8 halamanQuiz 3Dhruv Sahni100% (1)
- INS - Pulsed Eddy Current (PEC)Dokumen2 halamanINS - Pulsed Eddy Current (PEC)benergy84Belum ada peringkat
- LRUT - Guided Wave Inspection TechniqueDokumen40 halamanLRUT - Guided Wave Inspection TechniqueVijay Max100% (1)
- Eddy Current Testing Technology - 2nd Edition - SampleDokumen22 halamanEddy Current Testing Technology - 2nd Edition - Samplecopica ultrasonidoBelum ada peringkat
- Eddy Current Tube TestingDokumen6 halamanEddy Current Tube TestingSuresh Senanayake100% (1)
- Eddy Current Testing ParametersDokumen45 halamanEddy Current Testing ParametersDhruv SahniBelum ada peringkat
- UT Power PointDokumen78 halamanUT Power PointAnonymous gFcnQ4goBelum ada peringkat
- Eddy Current Array TutorialDokumen46 halamanEddy Current Array TutorialZoran Tripunovski100% (1)
- Lrut Teletest Focus - TwiDokumen6 halamanLrut Teletest Focus - TwiJaya DiBelum ada peringkat
- Introduction To Eddy Current TestingDokumen26 halamanIntroduction To Eddy Current TestingvibinkumarsBelum ada peringkat
- Doc. Tutorial Eddy Current TestingDokumen13 halamanDoc. Tutorial Eddy Current TestingCepi Sindang Kamulan100% (1)
- Acoustic Emission in CNG Cylinder TestingDokumen5 halamanAcoustic Emission in CNG Cylinder TestingCarlos MusellaBelum ada peringkat
- Ultrasonic Testing CastingsDokumen38 halamanUltrasonic Testing CastingsWuhan KallsBelum ada peringkat
- MFL Compendium - 001Dokumen26 halamanMFL Compendium - 001kingston100% (2)
- Eddy Current TestingDokumen23 halamanEddy Current TestingvibinkumarsBelum ada peringkat
- 6 Ver 2 Alternating Current Field MeasurementDokumen9 halaman6 Ver 2 Alternating Current Field MeasurementMuhammad ZariqBelum ada peringkat
- UTT Study GuideDokumen18 halamanUTT Study GuideJan Borskey Neal67% (3)
- Eddy Current SensorsDokumen61 halamanEddy Current SensorsVhan DarshBelum ada peringkat
- Eddy Current Inspection 20 Question QuizDokumen4 halamanEddy Current Inspection 20 Question QuizThinesh Shankar ThineshBelum ada peringkat
- Automated Ultrasonic InspectionDokumen2 halamanAutomated Ultrasonic InspectionSatya Rao100% (1)
- Tube Inspection InsertDokumen2 halamanTube Inspection InsertManish SharmaBelum ada peringkat
- Lesson 2 - Eddy Current TheoryDokumen33 halamanLesson 2 - Eddy Current TheoryMai Sỹ Hải100% (1)
- Ultrasonic Testing - Wikipedia PDFDokumen26 halamanUltrasonic Testing - Wikipedia PDFKarthicWaitingBelum ada peringkat
- Pulsed Eddy-Current MeasurementsDokumen167 halamanPulsed Eddy-Current MeasurementsAli Min BaghdadBelum ada peringkat
- QUSE PA Crack Sizing Test Procedure API UT 11 May 2017Dokumen12 halamanQUSE PA Crack Sizing Test Procedure API UT 11 May 2017solrac4371100% (2)
- Understanding Neutron Radiography Reading III RevDokumen338 halamanUnderstanding Neutron Radiography Reading III RevRanendraBelum ada peringkat
- Airlines NDT Conf Digital-RadiographyDokumen26 halamanAirlines NDT Conf Digital-RadiographyRamakrishnan AmbiSubbiah100% (1)
- TOFD - Study Material, Rev.1, 24.05.2019Dokumen125 halamanTOFD - Study Material, Rev.1, 24.05.2019Agung Prastyo Wibowo100% (2)
- Ultrasonic SolutionDokumen46 halamanUltrasonic Solutionsoumyadev86% (14)
- A Seminar ON: Eddy Current Testing (Ect)Dokumen26 halamanA Seminar ON: Eddy Current Testing (Ect)Youngmin ParkBelum ada peringkat
- Lrut Special AplicationDokumen20 halamanLrut Special AplicationAbdur Rahim100% (1)
- TOFDDokumen14 halamanTOFDaliextoma100% (1)
- Asnt RT IIIDokumen93 halamanAsnt RT IIISandy D. Rock100% (1)
- Nonrelevant and False Indications 2 (Ebook)Dokumen60 halamanNonrelevant and False Indications 2 (Ebook)Trajko Gorgievski100% (1)
- Digital RadiographyDokumen3 halamanDigital RadiographypaimpillyBelum ada peringkat
- Eddy Current Testing Level 2 (ET2) PDFDokumen7 halamanEddy Current Testing Level 2 (ET2) PDFMai Sỹ HảiBelum ada peringkat
- Ut Testing ProblemsDokumen22 halamanUt Testing Problemsravindra_jivani100% (1)
- Non-Destructive TestingDari EverandNon-Destructive TestingJ. BoogaardPenilaian: 4 dari 5 bintang4/5 (7)
- CFR 2011 Title49 Vol3 SubtitleBDokumen626 halamanCFR 2011 Title49 Vol3 SubtitleBmgmqroBelum ada peringkat
- Liquid Penetrant Testing Questions Levl 1&2Dokumen36 halamanLiquid Penetrant Testing Questions Levl 1&2Joshnewfound100% (3)
- Schonstedt DM-2220 FluxgateDokumen2 halamanSchonstedt DM-2220 FluxgatemgmqroBelum ada peringkat
- Holitech Data SheetDokumen6 halamanHolitech Data SheetmgmqroBelum ada peringkat
- Belec Compact Port: Mobile Spectrometer For Metal AnalysisDokumen4 halamanBelec Compact Port: Mobile Spectrometer For Metal AnalysismgmqroBelum ada peringkat
- ASTM A480-A480M-99bDokumen24 halamanASTM A480-A480M-99bmgmqro100% (1)
- OHS Explanation GuideDokumen568 halamanOHS Explanation GuideTnarg Ragaw100% (1)
- Welded Steel Pipe Design ManualDokumen93 halamanWelded Steel Pipe Design ManualfileseekerBelum ada peringkat
- Parker b310 ManualDokumen4 halamanParker b310 ManualmgmqroBelum ada peringkat
- ASTM A480-A480M-99bDokumen24 halamanASTM A480-A480M-99bmgmqro100% (1)
- Belec Compact Port: Mobile Spectrometer For Metal AnalysisDokumen4 halamanBelec Compact Port: Mobile Spectrometer For Metal AnalysismgmqroBelum ada peringkat
- EAST+NDT+CHINA Calibration BlocksDokumen6 halamanEAST+NDT+CHINA Calibration BlocksmgmqroBelum ada peringkat
- Centurion Eddy Current Ed520Dokumen6 halamanCenturion Eddy Current Ed520mgmqroBelum ada peringkat
- Video Inspection System Abatement Is6000Dokumen1 halamanVideo Inspection System Abatement Is6000mgmqroBelum ada peringkat
- Yankee Pressure Test TAPPIDokumen4 halamanYankee Pressure Test TAPPImgmqroBelum ada peringkat
- Goodson Magnaflux Y7 ManualDokumen2 halamanGoodson Magnaflux Y7 ManualmgmqroBelum ada peringkat
- Handbook For Magnaflux L10 CoilDokumen4 halamanHandbook For Magnaflux L10 CoilmgmqroBelum ada peringkat
- Parker Research Coil PL8 &10Dokumen1 halamanParker Research Coil PL8 &10mgmqroBelum ada peringkat
- Panametrics Magna Mike 8500 ManualDokumen126 halamanPanametrics Magna Mike 8500 Manualmgmqro0% (1)
- Parker Research Eddy Current EC-5000Dokumen16 halamanParker Research Eddy Current EC-5000mgmqroBelum ada peringkat
- Parker b310 ManualDokumen4 halamanParker b310 ManualmgmqroBelum ada peringkat
- NDT Films GuideDokumen1 halamanNDT Films GuideBeomgi Baek100% (1)
- Underwater Inspection of BridgesDokumen82 halamanUnderwater Inspection of BridgesmgmqroBelum ada peringkat
- Tracerline TP-9350 COBRADokumen2 halamanTracerline TP-9350 COBRAmgmqroBelum ada peringkat
- Krautkramer MIC 20: Technical Reference and Operating ManualDokumen128 halamanKrautkramer MIC 20: Technical Reference and Operating ManualmgmqroBelum ada peringkat
- ABS NonDestructive Testing of HullWeldsDokumen86 halamanABS NonDestructive Testing of HullWeldsmgmqroBelum ada peringkat
- CENTECH Coating Thickness Gauge ManualDokumen7 halamanCENTECH Coating Thickness Gauge ManualmgmqroBelum ada peringkat
- Mikrotest Op ManualDokumen4 halamanMikrotest Op ManualmgmqroBelum ada peringkat
- Tracerline TP-9370 MarksmanDokumen2 halamanTracerline TP-9370 MarksmanmgmqroBelum ada peringkat
- Debussy - La MerDokumen121 halamanDebussy - La MerLilica Cherokee100% (3)
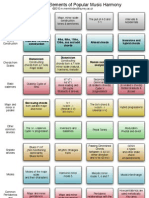
- 40 Elements of Popular Music HarmonyDokumen1 halaman40 Elements of Popular Music HarmonyMilton Mermikides63% (8)
- Questions 1-5: KET Practice TestDokumen6 halamanQuestions 1-5: KET Practice TestClases inglés onlineBelum ada peringkat
- The Yearning (Choir Score)Dokumen3 halamanThe Yearning (Choir Score)Wilfred Hebron MosesBelum ada peringkat
- GR-1142 EN UM v1.0.0 PDFDokumen100 halamanGR-1142 EN UM v1.0.0 PDFJaime PatricioBelum ada peringkat
- Reviewer in Mapeh 10Dokumen2 halamanReviewer in Mapeh 10Ralph AndrewBelum ada peringkat
- RBB 6601 Radio Building BlockDokumen11 halamanRBB 6601 Radio Building BlockMargaretha Angel100% (4)
- De Thi Hoc Ky 2 Tieng Anh 6 de 1Dokumen4 halamanDe Thi Hoc Ky 2 Tieng Anh 6 de 1Phạm Duy LânBelum ada peringkat
- Cariaga Review Center: Final Coaching Set 1Dokumen10 halamanCariaga Review Center: Final Coaching Set 1Pearl TorresBelum ada peringkat
- Midi Controller Manual 22Dokumen18 halamanMidi Controller Manual 22Georg SturmBelum ada peringkat
- NP 64 Red Sea and Gulf of Aden Pilot Edition 14 2004 PDFDokumen456 halamanNP 64 Red Sea and Gulf of Aden Pilot Edition 14 2004 PDFLoredana Soare100% (1)
- Service Manual: Power Quality AnalyzerDokumen164 halamanService Manual: Power Quality AnalyzereduBelum ada peringkat
- Main Street: Players Special RulesDokumen4 halamanMain Street: Players Special RulesJackSiedschlagBelum ada peringkat
- 2018 Essentially Ellington Playbill ProgramDokumen24 halaman2018 Essentially Ellington Playbill Programowen-drummond 10572Belum ada peringkat
- Can't Stop The FeelingDokumen4 halamanCan't Stop The FeelingFloris Van Deuren100% (1)
- Tico-Tico No FubáDokumen7 halamanTico-Tico No FubáTulio Fernandes de SouzaBelum ada peringkat
- MC - Unit 2Dokumen3 halamanMC - Unit 2pnpt2801Belum ada peringkat
- Dhanara 3 June 2009webDokumen7 halamanDhanara 3 June 2009webnathan.humphreyBelum ada peringkat
- Sevick, Jerry - Understanding, Building, and Using Baluns and Ununs - Theory and Practical Designs For The Experimenter (2003, CQ Communications)Dokumen130 halamanSevick, Jerry - Understanding, Building, and Using Baluns and Ununs - Theory and Practical Designs For The Experimenter (2003, CQ Communications)Ramani Swarna100% (4)
- Shigatsu Wa Kimi No Uso PoemDokumen4 halamanShigatsu Wa Kimi No Uso PoemAngelo Tristan AdigueBelum ada peringkat
- Pop ArtDokumen11 halamanPop ArtAgus Rodriguez100% (1)
- Red Roses For A Blue LadyDokumen1 halamanRed Roses For A Blue LadyGma TillieBelum ada peringkat
- Feminine Writing Metaphor MythDokumen17 halamanFeminine Writing Metaphor MythKalliope Makaronis100% (1)
- 200 State Council Members 2010Dokumen21 halaman200 State Council Members 2010madhu kanna100% (1)
- g10 Periodical Test 3rdDokumen3 halamang10 Periodical Test 3rdMaiko del Rosario100% (1)
- Bohemian Rhapsody: Freddie MercuryDokumen4 halamanBohemian Rhapsody: Freddie MercuryRODRIGO GUTIERREZ HUAMANIBelum ada peringkat
- Manual Teclado GK - 340Dokumen24 halamanManual Teclado GK - 340gciamissBelum ada peringkat
- Who Is Lin-Manuel Miranda?Dokumen3 halamanWho Is Lin-Manuel Miranda?David BriceñoBelum ada peringkat
- VI - Art Integrated ProjectDokumen7 halamanVI - Art Integrated Projecttajnisha7Belum ada peringkat
- Possessive Adjectives With The Simpsons: You RDokumen8 halamanPossessive Adjectives With The Simpsons: You RClaudeth Aguilar De AlbaBelum ada peringkat