Anda mungkin juga menyukai
- Machine Shop Gear Manufacturing ProcessesDokumen145 halamanMachine Shop Gear Manufacturing Processesandhab1Belum ada peringkat
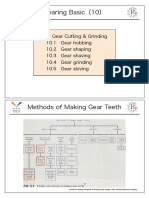
- Gear Manufacturing Practice Forming and GeneratingDokumen142 halamanGear Manufacturing Practice Forming and Generatingitsmeagain0602Belum ada peringkat
- Gear Measurement and Basic ConceptsDokumen34 halamanGear Measurement and Basic Conceptskajavarun100% (1)
- IndexingDokumen10 halamanIndexingsaddam hosenBelum ada peringkat
- Gear Hobbing 1Dokumen24 halamanGear Hobbing 1amir_fortunate100% (1)
- Gear Hobbers, Kashifuji, CNC Gear Hobbing Machines, CNC Gear Griinding Machines, Gear FinishersDokumen7 halamanGear Hobbers, Kashifuji, CNC Gear Hobbing Machines, CNC Gear Griinding Machines, Gear FinishersinvolutegearBelum ada peringkat
- Gear Manufacturing Process With QuestionsDokumen60 halamanGear Manufacturing Process With QuestionsUjwala Sonawane100% (1)
- Hob Basics PDFDokumen53 halamanHob Basics PDFMickloSoberan100% (1)
- Gear Hobbing Shaping and Shaving A Guide To Cycle Time Estimating and Process Planning PDFDokumen183 halamanGear Hobbing Shaping and Shaving A Guide To Cycle Time Estimating and Process Planning PDFvenkat100% (1)
- Hobbing 0406Dokumen6 halamanHobbing 0406feni4kaBelum ada peringkat
- Cylindrical Grinding MachineDokumen15 halamanCylindrical Grinding MachinerajanBelum ada peringkat
- Gear ManufacturingDokumen31 halamanGear Manufacturingvinu1175Belum ada peringkat
- Gear Manufacturing Process With QuestionsDokumen60 halamanGear Manufacturing Process With QuestionsVIVEKBelum ada peringkat
- Gear Types: - Cylindrical GearsDokumen44 halamanGear Types: - Cylindrical Gearsmadream7Belum ada peringkat
- Gear InspectionDokumen14 halamanGear InspectionSathya DharanBelum ada peringkat
- Gear ShavingDokumen6 halamanGear ShavingRuchira Chanda InduBelum ada peringkat
- Gear shaping and shaving process overviewDokumen22 halamanGear shaping and shaving process overviewSumesh Vijayan0% (1)
- Samputensili HobbingDokumen76 halamanSamputensili HobbingJohn FelemegkasBelum ada peringkat
- Hobs Milling Cutters Ed0Dokumen16 halamanHobs Milling Cutters Ed0Hari PrasadBelum ada peringkat
- Din 3961 PDFDokumen12 halamanDin 3961 PDFLuis Testa100% (1)
- Gifidmg: and MachinesDokumen56 halamanGifidmg: and MachinesMartin Ong100% (2)
- Production Technology (IV Sem)Dokumen24 halamanProduction Technology (IV Sem)Shubham AgrawalBelum ada peringkat
- Precision Gear Metrology GuideDokumen6 halamanPrecision Gear Metrology GuideSathya DharanBelum ada peringkat
- Gear Cutting AttachmentDokumen40 halamanGear Cutting AttachmentGoutham Reddy100% (1)
- Gear DetailsDokumen19 halamanGear DetailsSathya DharanBelum ada peringkat
- Hob Seminar (English)Dokumen26 halamanHob Seminar (English)RizwanAliBelum ada peringkat
- Design and Selection of HobsDokumen2 halamanDesign and Selection of HobsFrancisco ArévaloBelum ada peringkat
- GearingBasic 03Dokumen14 halamanGearingBasic 03Jojee MarieBelum ada peringkat
- Lathe Part IDokumen151 halamanLathe Part Ishiva100% (1)
- Trouble Shooting Guide HobbingDokumen3 halamanTrouble Shooting Guide HobbingShashindra DhopeshwarBelum ada peringkat
- Gear Technology Sept 2016Dokumen89 halamanGear Technology Sept 2016mbueno62Belum ada peringkat
- Spur and Helical Gear Modeling in Pro-EDokumen13 halamanSpur and Helical Gear Modeling in Pro-Ek_udhay100% (1)
- Shaper CuttersDokumen79 halamanShaper CuttersMickloSoberanBelum ada peringkat
- ESTIMATING HOBBING TIMESDokumen6 halamanESTIMATING HOBBING TIMESsosu_sorin3904100% (2)
- Gear Cutting FormulaeDokumen30 halamanGear Cutting Formulaeqoolshabi80% (5)
- Fundamentals of Centerless GrindingDokumen2 halamanFundamentals of Centerless Grindingromwama100% (1)
- The Art of Gear Fabrication PDFDokumen222 halamanThe Art of Gear Fabrication PDFJose Prado100% (4)
- Gearmanufacturing MethodsDokumen9 halamanGearmanufacturing Methodskumar pBelum ada peringkat
- Spiral bevel gear pairs formulaDokumen4 halamanSpiral bevel gear pairs formulaer_winwibowo100% (2)
- Gear TerminologyDokumen21 halamanGear TerminologyAns ahmed100% (1)
- Chapter 2 - Metal Cutting LatheDokumen165 halamanChapter 2 - Metal Cutting LathebmdbmdbmdBelum ada peringkat
- Gear ParametersDokumen12 halamanGear Parametersmahesh_547Belum ada peringkat
- Parametric Analysis of Gear Hobbing Process by Using Tin and Alcrn Coated M 35 HobDokumen7 halamanParametric Analysis of Gear Hobbing Process by Using Tin and Alcrn Coated M 35 HobpruthvirajBelum ada peringkat
- Gear Shaving PDFDokumen8 halamanGear Shaving PDFwolviakBelum ada peringkat
- Bevel GearDokumen9 halamanBevel GearAadil KhanBelum ada peringkat
- Milling Machine LectureDokumen46 halamanMilling Machine LectureAnnieMalik100% (1)
- Manufacturing of Spur Gear: Aim of The ExperimentDokumen5 halamanManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaBelum ada peringkat
- ISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Dokumen42 halamanISO 10064-6-2009 Code of Inspection Practice - Part 6 Bevel Gear Measurement Methods (Đo Bánh Răng Côn)Màu Đen Cuộc SốngBelum ada peringkat
- Introduction To Universal Gear ShavingDokumen48 halamanIntroduction To Universal Gear ShavingNagesh KamannaBelum ada peringkat
- Catalogo Trens (Tos) TornosDokumen4 halamanCatalogo Trens (Tos) Tornosrodrigo_aguilar_4100% (1)
- Gear Hobbing Process GuideDokumen4 halamanGear Hobbing Process Guidesaurabhsingh2121Belum ada peringkat
- Ar-Cutting Text PDFDokumen394 halamanAr-Cutting Text PDFdgg3565Belum ada peringkat
- Cylindrical Gears InspectionDokumen128 halamanCylindrical Gears InspectionMickloSoberan100% (1)
- Gear ManufacturingDokumen48 halamanGear ManufacturingJaideep SinghBelum ada peringkat
- Lathe ppt2Dokumen130 halamanLathe ppt2manikanth100% (1)
- Advanced Gear Manufacturing and Finishing: Classical and Modern ProcessesDari EverandAdvanced Gear Manufacturing and Finishing: Classical and Modern ProcessesPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- Machine Design Elements and AssembliesDari EverandMachine Design Elements and AssembliesPenilaian: 3.5 dari 5 bintang3.5/5 (2)
- 6.6 Gear Manufacturing: Form MillingDokumen6 halaman6.6 Gear Manufacturing: Form MillingDeepak ChandhokBelum ada peringkat
- IndexingDokumen44 halamanIndexingKumarGaurav75% (4)
- PfemaDokumen1 halamanPfemaGovind RajputBelum ada peringkat
- Calculation Example: 8 Hours (480 Minutes)Dokumen1 halamanCalculation Example: 8 Hours (480 Minutes)Govind RajputBelum ada peringkat
- Hydraulic Cylinder Seals GuideDokumen6 halamanHydraulic Cylinder Seals GuideGovind RajputBelum ada peringkat
- Departmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear CuttingDokumen7 halamanDepartmental of Mechanical Engineering Me 213: Manufacturing Practicle Lab Notes On Gears and Gear Cuttingnisteelroy100% (1)
- Ceiling FanDokumen6 halamanCeiling FanGovind RajputBelum ada peringkat
- How Speakers WorkDokumen4 halamanHow Speakers WorkGovind RajputBelum ada peringkat
- Ceiling FanDokumen6 halamanCeiling FanGovind RajputBelum ada peringkat
- Motor HHH FundamDokumen7 halamanMotor HHH FundamKi SeyBelum ada peringkat
- Hydraulic SymbolsDokumen13 halamanHydraulic SymbolsGovind RajputBelum ada peringkat
- The Induction MotorDokumen9 halamanThe Induction MotorGovind RajputBelum ada peringkat
- Motor HHH FundamDokumen7 halamanMotor HHH FundamKi SeyBelum ada peringkat
- Tap Drill SizesDokumen2 halamanTap Drill SizeswhitehawkBelum ada peringkat
- Wind Turbine: Govinder College ID: 08ELDME022 (Seminar)Dokumen26 halamanWind Turbine: Govinder College ID: 08ELDME022 (Seminar)Govind Rajput100% (2)
- Hydraulic Arm ProjectDokumen31 halamanHydraulic Arm ProjectGovind Rajput77% (22)
- Ion Beam MachiningDokumen58 halamanIon Beam MachiningGovind Rajput50% (6)
- Meshing of GearsDokumen19 halamanMeshing of GearsGovind RajputBelum ada peringkat
- Machining Operations and Machine ToolsDokumen64 halamanMachining Operations and Machine ToolsBlessing FajemirokunBelum ada peringkat
- 24TH March 2023 DanielDokumen2 halaman24TH March 2023 DanielKasarachi AmadiBelum ada peringkat
- Alat TukangDokumen5 halamanAlat TukangMuhammad DahlanBelum ada peringkat
- Workshop Technology Workshop CourseDokumen561 halamanWorkshop Technology Workshop CoursePrabhat Khewa Limbu100% (1)
- Lathe MachineDokumen16 halamanLathe MachineM Arslan AshrafBelum ada peringkat
- Naxos Union K630-1500 Crankshaft Grinder Rettifica Alberi A Gomito PDFDokumen3 halamanNaxos Union K630-1500 Crankshaft Grinder Rettifica Alberi A Gomito PDFmimu_comBelum ada peringkat
- Laporan Turning ProsmanDokumen25 halamanLaporan Turning Prosmannadia frizaBelum ada peringkat
- Computerized Numerical Control (CNC) SystemDokumen42 halamanComputerized Numerical Control (CNC) SystemChristian Joy HerreraBelum ada peringkat
- Drilling Machine: Definition, Parts, Types, and Operations (With PDFDokumen19 halamanDrilling Machine: Definition, Parts, Types, and Operations (With PDFMunem ShahriarBelum ada peringkat
- 3drills PDFDokumen8 halaman3drills PDFdunareanu_marian8668Belum ada peringkat
- Dormer Pramet Drill TroubleshootingDokumen4 halamanDormer Pramet Drill TroubleshootingOmkar KshirsagarBelum ada peringkat
- List of Needed MachinesDokumen6 halamanList of Needed MachinesAyech NabilBelum ada peringkat
- AIAGPlating System Assessment, 2nd EditionDokumen152 halamanAIAGPlating System Assessment, 2nd EditionGiacomo ZammattioBelum ada peringkat
- PCME-512 manufacturing processes assignmentsDokumen2 halamanPCME-512 manufacturing processes assignmentsMemer PointBelum ada peringkat
- Gages Calibrados PDFDokumen182 halamanGages Calibrados PDFSIMON S. FLORES G.Belum ada peringkat
- Turning OperationsDokumen5 halamanTurning OperationsBrian WrightBelum ada peringkat
- Art Cam ManualDokumen25 halamanArt Cam ManualMX100Belum ada peringkat
- Manufacturing Processes 4-5-1539795648Dokumen236 halamanManufacturing Processes 4-5-1539795648Eduardo UribeBelum ada peringkat
- Lathe MachineMP IDokumen44 halamanLathe MachineMP IMetalAnand ChelliahBelum ada peringkat
- Seneca Falls Lathe MFG Co 1914 No22-BDokumen40 halamanSeneca Falls Lathe MFG Co 1914 No22-BjjfugedyBelum ada peringkat
- IPE 331 L01 IntroductionDokumen11 halamanIPE 331 L01 IntroductionshihabBelum ada peringkat
- Collet MeasurementsDokumen82 halamanCollet MeasurementsfgrefeBelum ada peringkat
- Plan Drill & Blast Juli 2023 PPA-BCPDokumen2 halamanPlan Drill & Blast Juli 2023 PPA-BCPfredy kusumaBelum ada peringkat
- Quick Start Guide To Flex Shaft Wood CarvingDokumen16 halamanQuick Start Guide To Flex Shaft Wood CarvingInna Y Francisco MonroyBelum ada peringkat
- MU Pret2Dokumen52 halamanMU Pret2Emilian PopaBelum ada peringkat
- Threading - 2023.1Dokumen492 halamanThreading - 2023.1gkhnBelum ada peringkat
- Metric screw thread parameters and gaugesDokumen5 halamanMetric screw thread parameters and gaugesnoe juarezBelum ada peringkat
- Equipment Parts: Trabajo Final Del Curso InglesDokumen13 halamanEquipment Parts: Trabajo Final Del Curso InglesAngela reyes cortezBelum ada peringkat
- Filing, Marking, Cutting, Drilling, Taping, and Dyeing - Reprot - The FINAL ReportDokumen22 halamanFiling, Marking, Cutting, Drilling, Taping, and Dyeing - Reprot - The FINAL ReportBabong KobBelum ada peringkat
- Gear Solutions May 2011 Company Profile PDFDokumen3 halamanGear Solutions May 2011 Company Profile PDFmarijaBelum ada peringkat