Anda mungkin juga menyukai
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Lec8 - Design of ExperimentDokumen48 halamanLec8 - Design of ExperimentFELIX KEUYABelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (895)
- Hard Sudoku 005Dokumen5 halamanHard Sudoku 005igoooooBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Effects of Tax Morale On Tax ComplianceDokumen36 halamanEffects of Tax Morale On Tax ComplianceStefania ZidarescuBelum ada peringkat
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- FINAL Research-I Q3 Module-4B True-Experimental-Research-Design v3Dokumen23 halamanFINAL Research-I Q3 Module-4B True-Experimental-Research-Design v3Sitti XairahBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (266)
- Jumbled SentenceDokumen93 halamanJumbled SentenceAmrita AmritaBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- A Premier of TaguchiDokumen259 halamanA Premier of Taguchikushalsingh2000100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Effect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyDokumen5 halamanEffect of Spindle Speed and Feed Rate On Surface Roughness and Material Removal Rate of AA6063A in CNC Turning Using Response Surface MethodologyFikri SiplhoBelum ada peringkat
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Research MethodologyDokumen48 halamanResearch Methodologyashwath44100% (8)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (588)
- Ag213 Unit 5 Online PDFDokumen29 halamanAg213 Unit 5 Online PDFNaiker KaveetBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Success Story Uni HD - BASFDokumen1 halamanSuccess Story Uni HD - BASFKanjakha PalBelum ada peringkat
- Statistical Analyses and Predicting TheDokumen9 halamanStatistical Analyses and Predicting TheParesh HadkarBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Research MethodologyDokumen58 halamanResearch MethodologyRab Nawaz100% (2)
- Doehlert Matrix A Chemometric Tool For Analytical Chemistry-ReviewDokumen7 halamanDoehlert Matrix A Chemometric Tool For Analytical Chemistry-ReviewSalsabila WiriasasmitaBelum ada peringkat
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2259)
- Non Experimental ResearchDokumen16 halamanNon Experimental ResearchAnju Margaret100% (1)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Basic Principles of Experimental DesignsDokumen11 halamanBasic Principles of Experimental DesignsPreeti TitoriyaBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Experimental Research: Factorial DesignDokumen9 halamanExperimental Research: Factorial DesignBuen SaliganBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- Ed 504903Dokumen14 halamanEd 504903devon2610Belum ada peringkat
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Types of Research DesignsDokumen27 halamanTypes of Research DesignsrrachellevBelum ada peringkat
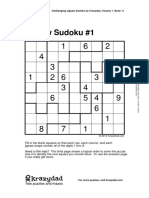
- Challenging Jigsaw Sudoku by Krazydad, Volume 1, Book 11Dokumen10 halamanChallenging Jigsaw Sudoku by Krazydad, Volume 1, Book 11Jessanin CalipayanBelum ada peringkat
- Ritmo de ProduccionDokumen8 halamanRitmo de ProduccionBrahayan GomezBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Chapter 6 - Quantitative Methods EbookDokumen41 halamanChapter 6 - Quantitative Methods Ebook망개떡Belum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Taguchi's Contribution To Design of Experiments (DOE) Applications in TQDokumen9 halamanTaguchi's Contribution To Design of Experiments (DOE) Applications in TQBBelum ada peringkat
- Keys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberDokumen10 halamanKeys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberMiguel ChBelum ada peringkat
- Pa With Utility PDFDokumen578 halamanPa With Utility PDFClark Lopez de Loyola100% (1)
- Chapter 1group 5 Chanos Chanos PieDokumen27 halamanChapter 1group 5 Chanos Chanos PieMark Dennis AsuncionBelum ada peringkat
- Introductory Statistics and Random Phenomena: Manfred Denker Wojbor WoyczynskiDokumen521 halamanIntroductory Statistics and Random Phenomena: Manfred Denker Wojbor Woyczynskivic1234059Belum ada peringkat
- Ninoy Aquino Elementary School Compound Maya-Maya St. Longos, Malabon City B. Rivera ST., Tinajeros, Malabon CityDokumen6 halamanNinoy Aquino Elementary School Compound Maya-Maya St. Longos, Malabon City B. Rivera ST., Tinajeros, Malabon CityRa MonBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (121)
- Blocking, - Confounding, and - Fractional Factorial DesignsDokumen87 halamanBlocking, - Confounding, and - Fractional Factorial DesignsTeflon SlimBelum ada peringkat
- Ex Post Facto and OthersDokumen55 halamanEx Post Facto and OthersRhea M. LucenaBelum ada peringkat
- Lee 2019Dokumen9 halamanLee 2019almerBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)