Anda mungkin juga menyukai
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Cover Letter 6Dokumen1 halamanCover Letter 6revandifitroBelum ada peringkat
- Food Preservation Through DehydrationDokumen28 halamanFood Preservation Through Dehydrationrevandifitro100% (1)
- Intro To Materials ScienceDokumen75 halamanIntro To Materials SciencerevandifitroBelum ada peringkat
- Graduate CV TemplateDokumen2 halamanGraduate CV TemplateFrankie NguyenBelum ada peringkat
- External Flow: Mass TransferDokumen12 halamanExternal Flow: Mass TransferrevandifitroBelum ada peringkat
- Effect of Glass Transition On Drying of FoodsDokumen21 halamanEffect of Glass Transition On Drying of FoodsrevandifitroBelum ada peringkat
- Influence of Heat Transfer On The Drying of Porous Media. - Pore Scale ModelingDokumen36 halamanInfluence of Heat Transfer On The Drying of Porous Media. - Pore Scale ModelingrevandifitroBelum ada peringkat
- Cover LetterDokumen1 halamanCover LetterrevandifitroBelum ada peringkat
- PsychroReview & EquipmentDokumen22 halamanPsychroReview & EquipmentrevandifitroBelum ada peringkat
- Hysteresis, Curve, LayerDokumen13 halamanHysteresis, Curve, LayerrevandifitroBelum ada peringkat
- DehydrationDokumen110 halamanDehydrationrevandifitroBelum ada peringkat
- Thermal DryingDokumen11 halamanThermal DryingrevandifitroBelum ada peringkat
- Paddy DryingDokumen26 halamanPaddy DryingrevandifitroBelum ada peringkat
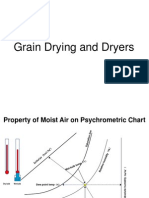
- Grain Drying and DryerDokumen15 halamanGrain Drying and DryerrevandifitroBelum ada peringkat
- Dasar PengeringanDokumen12 halamanDasar PengeringanrevandifitroBelum ada peringkat
- Moisture Content and Drying Rate CalculationsDokumen13 halamanMoisture Content and Drying Rate CalculationsrevandifitroBelum ada peringkat
- Product Design Analysis ChartDokumen21 halamanProduct Design Analysis ChartrevandifitroBelum ada peringkat
- Proses and CostDokumen18 halamanProses and CostrevandifitroBelum ada peringkat
- Proses ManufakturDokumen5 halamanProses ManufakturrevandifitroBelum ada peringkat
- Material Selection Evaluation MethodsDokumen10 halamanMaterial Selection Evaluation MethodsrevandifitroBelum ada peringkat
- Modeling & Control of Continuous Fluidized Bed DryersDokumen41 halamanModeling & Control of Continuous Fluidized Bed Dryersrevandifitro0% (1)
- Proses and CostDokumen18 halamanProses and CostrevandifitroBelum ada peringkat
- Selection of Material and ShapeDokumen20 halamanSelection of Material and ShaperevandifitroBelum ada peringkat
- Selection Without Shape FactornDokumen2 halamanSelection Without Shape FactornrevandifitroBelum ada peringkat
- Selection PropertiesDokumen11 halamanSelection PropertiesrevandifitroBelum ada peringkat
- Compressible Flow Basics ExplainedDokumen3 halamanCompressible Flow Basics ExplainedrevandifitroBelum ada peringkat
- Shock WaveDokumen27 halamanShock WaverevandifitroBelum ada peringkat
- Incompressible Flow Over Finite Wings IIDokumen4 halamanIncompressible Flow Over Finite Wings IIrevandifitroBelum ada peringkat
- Prandtl's Lifting-Line Theory for Incompressible Flow Over Finite WingsDokumen30 halamanPrandtl's Lifting-Line Theory for Incompressible Flow Over Finite WingsrevandifitroBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- ZO 503 Physiological Chemistry by Dr.S.S.KunjwalDokumen22 halamanZO 503 Physiological Chemistry by Dr.S.S.KunjwalAbhishek Singh ChandelBelum ada peringkat
- IELTS Writing Task 2/ IELTS EssayDokumen2 halamanIELTS Writing Task 2/ IELTS EssayOlya HerasiyBelum ada peringkat
- Restaurant Social Media GuideDokumen30 halamanRestaurant Social Media GuideHoàng gia NghiêmBelum ada peringkat
- 11.trouble Shooting For TMDokumen9 halaman11.trouble Shooting For TMfrezgi birhanuBelum ada peringkat
- Vee 2003Dokumen14 halamanVee 2003Syed faizan Ali zaidiBelum ada peringkat
- Analog Communication Interview Questions and AnswersDokumen34 halamanAnalog Communication Interview Questions and AnswerssarveshBelum ada peringkat
- Split Plot Design GuideDokumen25 halamanSplit Plot Design GuidefrawatBelum ada peringkat
- CMC4 Controller Technical Support DocumentDokumen148 halamanCMC4 Controller Technical Support DocumentZurab ChanturiaBelum ada peringkat
- Health Benefits of Kidney BeansDokumen17 halamanHealth Benefits of Kidney BeansShyneAneeshBelum ada peringkat
- Atlanta Pipes and FittingsDokumen2 halamanAtlanta Pipes and Fittingsotadoyreychie31Belum ada peringkat
- Database Case Study Mountain View HospitalDokumen6 halamanDatabase Case Study Mountain View HospitalNicole Tulagan57% (7)
- Learner's Activity Sheet: English (Quarter 4 - Week 5)Dokumen5 halamanLearner's Activity Sheet: English (Quarter 4 - Week 5)Rufaidah AboBelum ada peringkat
- Lewis Carrol: Birth: DeathDokumen21 halamanLewis Carrol: Birth: DeathmarialuvsjeffBelum ada peringkat
- Application of Carbon-Polymer Based Composite Electrodes For Microbial Fuel CellsDokumen26 halamanApplication of Carbon-Polymer Based Composite Electrodes For Microbial Fuel Cellsavinash jBelum ada peringkat
- Hempathane Topcoat 55219 Base 5521967280 En-UsDokumen11 halamanHempathane Topcoat 55219 Base 5521967280 En-UsSantiago Rafael Galarza JacomeBelum ada peringkat
- School newspaper report teaches Present PerfectDokumen2 halamanSchool newspaper report teaches Present PerfectMiro MiroBelum ada peringkat
- Chapter 12Dokumen52 halamanChapter 12Mr SaemBelum ada peringkat
- Rigor Mortis and Lividity in Estimating Time of DeathDokumen2 halamanRigor Mortis and Lividity in Estimating Time of DeathfunnyrokstarBelum ada peringkat
- Vijay Solvex PROJECT "Retention Strategy"Dokumen110 halamanVijay Solvex PROJECT "Retention Strategy"Jayesh SinghBelum ada peringkat
- Ezequiel Reyes CV EngDokumen1 halamanEzequiel Reyes CV Engezequiel.rdBelum ada peringkat
- Nurses Week Program InvitationDokumen2 halamanNurses Week Program InvitationBenilda TuanoBelum ada peringkat
- Equivalent Record Form: Department of Education MIMAROPA RegionDokumen1 halamanEquivalent Record Form: Department of Education MIMAROPA RegionEnerita AllegoBelum ada peringkat
- IT Technician CVDokumen3 halamanIT Technician CVRavi KumarBelum ada peringkat
- Estimating PSCC for Electrical InstallationsDokumen2 halamanEstimating PSCC for Electrical InstallationsgmuitaBelum ada peringkat
- Catalogue PDFDokumen4 halamanCatalogue PDFShivam GuptaBelum ada peringkat
- Causes of The Renaissance: Silk RoadDokumen6 halamanCauses of The Renaissance: Silk RoadCyryhl GutlayBelum ada peringkat
- BCMEDokumen9 halamanBCMEVenkateshwaran VenkyBelum ada peringkat
- Schedule FinalDokumen6 halamanSchedule FinalJamora ManilynBelum ada peringkat
- Salt Analysis-Ferric ChlorideDokumen3 halamanSalt Analysis-Ferric ChlorideVandana0% (1)
- Ultra Slimpak G448-0002: Bridge Input Field Configurable IsolatorDokumen4 halamanUltra Slimpak G448-0002: Bridge Input Field Configurable IsolatorVladimirBelum ada peringkat