Dis Continui Dad Es
Diunggah oleh
INSPVER0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
8 tayangan49 halamanHak Cipta
© © All Rights Reserved
Format Tersedia
PPT, PDF, TXT atau baca online dari Scribd
Bagikan dokumen Ini
Apakah menurut Anda dokumen ini bermanfaat?
Apakah konten ini tidak pantas?
Laporkan Dokumen IniHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PPT, PDF, TXT atau baca online dari Scribd
0 penilaian0% menganggap dokumen ini bermanfaat (0 suara)
8 tayangan49 halamanDis Continui Dad Es
Diunggah oleh
INSPVERHak Cipta:
© All Rights Reserved
Format Tersedia
Unduh sebagai PPT, PDF, TXT atau baca online dari Scribd
Anda di halaman 1dari 49
El uso de algunos productos o materiales es
simplemente decorativo, por lo tanto su resistencia a
los esfuerzos o condiciones de funcionamiento es
simplemente inexistente, aunque necesiten alguna
inspeccin
Existe otro tipo de productos y materiales que requieren
variedad de pruebas y evaluacin, son aquellos que
estarn o estn sujetos a esfuerzos u otras condiciones,
donde la presencia de una discontinuidad puede ser la
causa de una costosa reparacin, peligro para otros
productos o estructuras, e inclusive para la vida
Discontinuidades en los materiales
Cuando la discontinuidad presente trata de ser
detectada por Pruebas No Destructivas, estas deben ser
seleccionadas, aplicadas e interpretadas con cuidado, y
sobre la base de un conocimiento vlido de los
mecanismos de falla y sus causas
Cabe recordar que las Pruebas No Destructivas
generalmente solo indican la presencia de la
discontinuidad, por lo que le corresponde al personal
tcnico determinar el tipo especfico de discontinuidad
detectada
Discontinuidades en los materiales
Es ms que evidente, que el conocimiento de los
materiales, sus propiedades y discontinuidades tpicas,
de acuerdo con su proceso de fabricacin o condiciones
de operacin, ayudar notablemente a los tcnicos al
realizar una Prueba No Destructiva
Tomando en cuenta que la mayora de las tcnicas de
inspeccin son recomendadas para un tipo de
discontinuidad especfica, el conocimiento de estas
ayudar a seleccionar el mtodo ms adecuado y,
adems, facilitar su identificacin
Discontinuidades en los materiales
Clasificacin de las
discontinuidades
Muy pocos metales o aleaciones son encontrados en la
naturaleza en una forma en la cual puedan ser
utilizados, normalmente deben ser combinados con
otros elementos para formar compuestos
Son usados algunos procesos de refinacin para reducir
o remover otros elementos e impurezas, antes que el
metal pueda ser usado, en muchos casos, deben ser
agregados elementos adicionales para que puedan
desarrollarse ciertas propiedades deseables en el metal
Clasificacin de Discontinuidades
En todos los proceso de refinacin, el metal se
encuentra en forma de metal fundido, en esas
condiciones, el metal debe ser cambiado a una forma
til
Los mtodos usados en el formado de cualquier metal
tienen un efecto directo sobre sus propiedades, por lo
que saber como fue hecha la pieza y los cambios que
pueden ocasionarse durante su fabricacin, ayudan
al tcnico a realizar mejor su trabajo
Clasificacin de Discontinuidades
Clasificacin de Discontinuidades
1. Discontinuidades Inherentes
Son las asociadas y formadas con la solidificacin del metal, durante
la fabricacin de metal cuando es fundido y vaciado
2. Discontinuidades de Proceso
Se pueden subdividir en:
a) Discontinuidades de Proceso Primario
Son las relacionadas con los procesos de formado primario como
rolado, extrudo, forjado y fundido
b) Discontinuidades de Proceso Secundario
Son las relacionadas con operaciones de acabado final de los
materiales, como operaciones de maquinado, tratamiento
trmico, recubrimiento y soldado
3. Discontinuidades de Servicio
Son las relacionadas con las condiciones de servicio, en ocasiones se
producen por otras discontinuidades del material, las cuales
provocan concentracin de esfuerzos y tambin pueden originarse por
un mal diseo de la parte, donde los esfuerzos a los que el material es
sometido son mayores a los esfuerzos que puede resistir
Las discontinuidades se clasifican por su origen en::
Inherentes
Aquellas relacionadas con la solidificacin de
metal fundido y vaciado. Se subdividen en:
a) De fundicin primaria o en materia prima
Relacionadas con la fusin y solidificacin
del lingote original.
b) De fundicin secundaria
Relacionadas con la fundicin, vaciado y
solidificacin de un artculo fundido;
causadas por las variables propias de
fabricacin, tales como: humedad,
alimentacin, temperatura inadecuada, etc.
Discontinuidades en los materiales
Proceso
Las relacionadas y originadas en los diferentes
procesos de manufactura, tales como: Forjado,
maquinado, rolado, soldado, extruido,
tratamientos trmicos, etc.
Servicio
Las relacionadas y ocasionadas por condiciones
de servicio de los materiales, como esfuerzos,
corrosin, fatiga. Algunas ocasiones este tipo de
discontinuidades son producidas por otras
presentes en el material, tambin pueden
originarse por un mal diseo de la pieza.
Discontinuidades en los materiales
a) Inclusiones. Partculas de material
como escoria, xido y sulfuros, de
forma irregular.
Cabeza
Caliente
Porosidad
Contraccin Inclusin
Lingote
Algunas discontinuidades tpicas en el lingote son:
Inherentes de Fundicin Primaria
b) Porosidad. Causada por gas
insoluble atrapado en la
solidificacin.
c) Contraccin (Rechupe). Causada
por contraccin durante la
solidificacin.
d) Segregaciones. Distribucin no
uniforme de los elementos.
a) Traslape en fro
b) Desgarre en caliente (Grietas por contraccin)
c) Cavidades por contraccin
d) Microcontracciones
e) Sopladuras
f) Porosidad
g) Contraccin
Discontinuidades tpicas en piezas fundidas:
Inherentes de Fundicin Secundaria
Molde
a) Traslape en fro
Producido por cualquier causa que origine la
solidificacin de una superficie antes que otro
metal fluya sobre ella
Inherentes de Fundicin Secundaria
Traslape en Fro
a)
Inherentes de Fundicin Secundaria
Molde
b) Desgarre en Caliente (Grietas por
Contraccin)
Se produce por la diferencia en velocidades de
solidificacin y enfriamiento, que ocasiona
diferentes contracciones en secciones delgadas y
gruesas en piezas de geometra complicada.
Desgarre en Caliente
El metal Fundido
llena el molde
Cavidad por
Contraccin
El metal Fundido
ha solidificado
Entrada de
metal Fundido
c) Cavidades por Contraccin
Huecos causados por la falta de metal, el
suficiente para compensar la contraccin
volumtrica que ocurre durante la solidificacin.
Inherentes de Fundicin Secundaria
Entrada de
metal Fundido
Inherentes de Fundicin Secundaria
d) Microcontraccin
Huecos superficiales y pequeos que aparecen en
la entrada del metal o boca de alimentacin.
Tambin ocurren cuando el metal fluye de una
seccin delgada a una seccin gruesa
Las discontinuidades producidas en procesos de
rolado y forjado son:
Conformado
Rolado:
a) Laminaciones
b) Costuras
c) Inclusiones
Forja:
a) Traslapes
b) Grietas (Reventadas o reventn)
c) Copos (grietas por hidrgeno)
D e P r o c e s o
Laminaciones
Placa
Rolado
a) Laminaciones
Producidas en los procesos de conformado, producto de
discontinuidades inherentes en el lingote. Son aplanadas,
delgadas, paralelas a la superficie del material y en la
direccin del conformado.
D e P r o c e s o
D e P r o c e s o
Rolado
b) Costuras
Discontinuidades superficiales en forma de lneas continuas o
intermitentes, poco profundas y muy cerradas (finas), paralelas
al grano. Originadas por discontinuidades presentes en el billet
o lingote.
Costuras
Inclusiones no
Metlicas
Rodillos
Forjado
c) Traslape
Son lneas no muy apretadas o adheridas a la superficie y
generalmente penetran con un ngulo pequeo. Es causado
porque parte del metal se desliza o dobla sobre la misma
superficie de la pieza.
Dado
Traslape de Forja
D e P r o c e s o
Reventadas Externas
Reventada Interna
Forjado
d) Reventada
Ruptura causada por temperaturas inapropiadas de forja,
trabajo excesivo o movimiento del metal durante el forjado.
Pueden ser internas o abiertas a la superficie
D e P r o c e s o
Forjado
e) Copos
Fisuras internas extremadamente delgadas y alineadas con el
grano.
Las causas que originan estas discontinuidades son: tensiones
localizadas, producidas por la transformacin; disminucin
de la solubilidad del hidrgeno durante el enfriamiento
D e P r o c e s o
D e P r o c e s o
Tratamiento Trmico
a) Grietas
Son causadas por la concentracin de esfuerzos
durante el calentamiento y enfriamiento
desigual entre secciones delgadas y gruesas.
No tienen direccin especifica y empiezan
normalmente en esquinas agudas las cuales
actan como puntos de concentracin de
esfuerzos
Maquinado o Esmerilado
a) Grietas.
Causadas por esfuerzos
producidos por calentamiento
excesivo local entre la
herramienta y la superficie
del metal. Son superficiales,
poco profundas, ocurren en
grupos y generalmente en
superficies endurecidas, con
recubrimiento.
D e P r o c e s o
Discontinuidades de soldadura
La soldadura es un procedimiento de unin o junta, en
el cual los cambios de forma son menores en
caractersticas y locales en cuanto a los efectos
La soldadura puede ser definida como:
la unin permanente de superficies metlicas
estableciendo el enlace de tomo a tomo entre las
superficies
Discontinuidades de proceso secundario
Discontinuidades de soldadura
Si bien, la forma de los componentes individuales no
cambia, la soldadura terminada o ensamble de partes,
constituye una estructura unificada que funcionalmente
tiene las propiedades de una parte slida
En algunos casos, particularmente con soldadura por
punteo, es puramente un procedimiento de ensamble y
compite con sujetadores mecnicos, como el remachado
y el atornillado; en otros casos, el objetivo de la
soldadura es proporcionar una unin que tenga la
misma estructura, resistencia y otras propiedades como
las del metal base, para que el rea soldada sea
indetectable
Discontinuidades de proceso secundario
Discontinuidades de soldadura
La mayora de los procesos de soldadura consisten en unir
dos piezas de metal para satisfacer un dibujo, especificacin
o cualquier otro medio en el que se establezca un requisito
En la industria, estn disponibles sobre cuarenta procesos de
soldadura diferentes; sin importar el proceso, existen tres
variables comunes:
Una fuente de calor
Una fuente de proteccin
Una fuente de elementos qumicos
El control de ellas es esencial y cuando alguna, por cualquier
razn, se vuelve inestable se puede esperar que se presente
una variedad de discontinuidades
Discontinuidades de proceso secundario
Discontinuidades de soldadura
Las discontinuidades de soldadura que el tcnico en
ultrasonido debe poner en evidencia pueden ser de ndole
diversa; algunas son inherentes al procedimiento
empleado para realizar la soldadura; otras son comunes a
casi todos los procedimientos; en ocasiones, son
provocadas por la inexperiencia o negligencia del
soldador (posicin incorrecta del electrodo, eliminacin
insuficiente de escorias, etc.); tambin, se deben a que no
se han ajustado en forma conveniente los parmetros del
proceso (intensidad inadecuada, velocidad de
desplazamiento del arco, etc.); por ltimo, existen
discontinuidades debidas a una unin deficiente (tipo de
preparacin inadecuada, electrodo mal indicado, etc.).
Discontinuidades de proceso secundario
Discontinuidades de soldadura
Las discontinuidades de soldadura pueden ser
clasificadas de varias formas
Al margen de la clasificacin, evidentemente las
discontinuidades que debe buscar y detectar el tcnico
en ultrasonido son las internas
No obstante, no quiere decir que deben ignorarse las
externas sino, muy al contrario, tener en cuenta la
posibilidad de su existencia pues muchas veces su
presencia puede dar origen a confusiones o errores de
interpretacin
Discontinuidades de proceso secundario
Discontinuidades externas en la soldadura
Penetracin Inadecuada
La penetracin incompleta o
inadecuada es la falta de metal
de soldadura para que penetre la
raz adecuada o completamente,
dejando presentes las aristas de
la cara de raz
Desalineamiento con
Penetracin Incompleta
Ocurre cuando los elementos que
sern unidos no se encuentran
alineados y el relleno en el paso
de raz o fondeo es insuficiente,
con la falta de fusin de una
cara de raz
Discontinuidades externas en la soldadura
Concavidad en la raz
El metal fundido es jalado hacia
dentro de la junta durante la
solidificacin; al centro del
cordn de raz se presenta una
depresin o cavidad
Quemada
Es una depresin severa o hueco
abierto, en forma de crter, que
se extiende a travs de la raz; el
metal corre fuera de la junta,
dejando un hueco (el metal
fundido se hunde y forma una
depresin)
Discontinuidades externas en la soldadura
Socavado interno (undercut)
El metal base se funde en la
unin entre el metal de aporte y
el metal base; aparece como una
ranura o cavidad adyacente al
cordn de raz
Refuerzo excesivo de raz
Exceso de metal de soldadura de
aporte depositado en el cordn
de raz; es indeseable porque
produce configuraciones de tipo
muescas o ranuras que provocan
incremento de esfuerzos, que
reducen la resistencia a la fatiga
Discontinuidades externas en la soldadura
Relleno insuficiente (underfill)
Una depresin en la cara de la
soldadura, que es una prdida de
material en la seccin
transversal; no hay suficiente
metal depositado
Socavado externo
El metal base se funde en la
unin entre el metal de aporte y
el metal base; aparece como una
ranura o cavidad adyacente a la
cara de la soldadura
Discontinuidades externas en la soldadura
Desalineamiento (High-Low)
En el caso de soldaduras en
cascos o cubiertas y tubera
conocido como High-Low, es
la condicin donde los miembros
o elementos que sern soldados
no se encuentran nivelados
Traslape (overlap)
Condicin donde existe un
saliente de metal soldado, sin
fusionar, ms all del dedo o
cara de la soldadura; el metal
soldado desborda la junta
Discontinuidades externas en la soldadura
Refuerzo excesivo de cara
Presente en una soldadura de
ranura; es el exceso de metal de
soldadura depositado, ms que
lo requerido, formando un
contorno altamente convexo
Discontinuidades internas en la soldadura
Inclusiones
Son xidos, escoria y otros materiales slidos no metlicos,
(como los usados para proteger el metal fundido) que son
atrapados en el metal soldado, entre el metal de aporte y el
metal base o entre cordones de la soldadura, en los pasos de
relleno
Discontinuidades internas en la soldadura
Lneas de escoria
Son del mismo tipo que las inclusiones de escoria, con
diferencia en cuanto a su forma, son alargadas; pueden
encontrarse a lo largo de los bordes del paso de raz; en
ocasiones se presenta entre pasos
Discontinuidades internas en la soldadura
Fusin incompleta
Es la condicin donde la soldadura no est completamente
fusionada con el metal base o con los pasos adyacentes de
soldadura; es la falla del metal fundido de soldadura para fluir
y fusionar el metal adyacente; debido a su forma lineal y sus
bordes relativamente agudos, corresponde a una discontinuidad
significativa de la soldadura; conocida como falta de fusin,
fusin inadecuada y solape o soldeo en fro
Discontinuidades internas en la soldadura
Inclusiones de Tungsteno
Asociadas con el proceso GTAW (Gas Tungsten Arc Welding);
son pedazos pequeos de tungsteno entre los cordones de la
soldadura; ocurre cuando el electrodo de tungsteno hace
contacto con el charco fundido, el electrodo se funde y se
depositan pedazos en el metal soldado
Discontinuidades de soldadura
Grietas
Es considerada la discontinuidad ms crtica, debido a que son
caracterizadas como lineales y presentan condiciones de
extremos o puntas muy agudas, por lo que tienden a crecer o
propagarse, al aplicar esfuerzos adicionales
Clasificacin
1. Por la forma de indicar cundo ocurren
a) Grietas calientes
b) Grietas fras
2. Por la forma de describir su direccin con respecto al eje
longitudinal de la soldadura
a) Grietas longitudinales
b) Grietas transversales
Discontinuidades de soldadura
Grietas
Clasificacin
3. Por la localizacin fsica exacta con respecto a las
diferentes partes de la soldadura
a) Grietas de garganta
b) Grietas de raz
c) Grietas de dedo
d) Grietas de crter
e) Grietas debajo del cordn / zona afectada por el calor
f) Grietas en el metal base
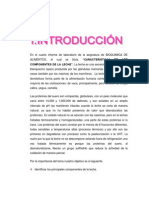
Discontinuidades de soldadura
Grietas
LEYENDA
1 Grieta crter
2 Grieta de cara
3 Grieta en zona afectada
4 Desgarre laminar
5 Grieta longitudinal
6 Grieta de raiz
7 Grieta en superficie de raiz
8 Grieta de garganta
9 Grieta de dedo
10 Grieta transversal
11 Grieta debajo de cordn
12 Grieta en interfase
13 Grieta en metal de soldadura
Discontinuidades de soldadura
Porosidad
Es una discontinuidad de tipo cavidad, formada por gas
atrapado durante la solidificacin; pueden ser huecos o
paquetes de gas dentro del metal soldado; debido a su forma
esfrica caracterstica, es normalmente considerada la
discontinuidad menos peligrosa; sin embargo, donde la
soldadura forma algn lmite para contener un gas o lquido, la
porosidad puede ser ms peligrosa; es generalmente
caracterizada como una discontinuidad con bordes tersos,
redondeada o alargada; un solo poro puede tener una cola
aguda, lo que podra ser un punto de inicio de una grieta
Discontinuidades de soldadura
Porosidad dispersa
Se refiere a poros numerosos que
pueden aparecer dispersos a
travs de la soldadura sin
ningn patrn en particular
Porosidad agrupada
Patrn especfico de varios
poros; describe un nmero de
poros agrupados en un rea
pequea separada por metal
soldado libre de porosidad
Discontinuidades de soldadura
Porosidad lineal o alineada
Patrn especfico de varios
poros; describe un nmero de
poros alineados y paralelos al
eje de la soldadura; se
encuentran en la raz
Porosidad tipo tubera
En la porosidad anterior, los
poros son usualmente de forma
esfrica, sin embargo, con esta
los poros son alargados; referida
como porosidad alargada, tipo
tnel o agujeros de gusano
La falla mecnica es siempre el resultado de un
esfuerzo por arriba de un valor crtico, para cada
material, que provoque deformacin o fractura.
Tales esfuerzos excesivos pueden ser establecidos por:
Discontinuidades del material;
Cargas excesivas;
Tipos de cargas inadecuadas, o
Errores de diseo.
D e S e r v i c i o
Las discontinuidades de servicio son consideradas
como las ms importantes y crticas. Los
materiales que pueden presentar defectos debido a
las condiciones de operacin son extremadamente
crticos y demandan atencin estrecha.
Son consideradas discontinuidades de servicio:
a) Grietas por fatiga
c) Corrosin
d) Grietas por corrosin
e) Erosin
D e S e r v i c i o
Grietas por Fatiga:
Inician en puntos de alta concentracin de esfuerzos, que
puede ser la propia forma del material o discontinuidades
existentes en la pieza. Normalmente son abiertas a la
superficie.
Se estima que un equipo que tiene partes en movimiento o
que se encuentra sujeto a vibracin, aproximadamente el
90% de las fallas presentes incluye a la fatiga de alguna
forma.
D e S e r v i c i o
Corrosin:
Es el deterioro de metales debido a la accin
qumica del medio circundante o contrayente. En
algn grado la corrosin puede producirse en todos
los metales, pero su efecto varia dependiendo de la
combinacin del metal y el agente corrosivo. La
corrosin ataca metales por accin qumica
directa, por electrlisis (accin electroqumica) o
por la combinacin de ambas. Existen tres tipos de
corrosin.
Corrosin General
Picaduras
Grietas por Corrosin
Grietas por Corrosin:
Se presentan cuando el ataque de la corrosin
es contra los bordes de grano.
Siguen los bordes de grano desde la superficie
del material.
Pueden causar la falla de materiales
sometidos a cargas estticas debido a la
reduccin de la resistencia a la carga de la
seccin transversal.
En el caso de cargas dinmicas, son fuentes
de inicio de grietas y de falla por fatiga.
Anda mungkin juga menyukai
- AGUASv 2Dokumen29 halamanAGUASv 2Alonso Flores BelloBelum ada peringkat
- La EnergíaDokumen16 halamanLa EnergíaLuis Teyo KnseBelum ada peringkat
- Diagnóstico Higiénico-Sanitario de Los Establecimientos ExpendedoresDokumen93 halamanDiagnóstico Higiénico-Sanitario de Los Establecimientos Expendedoreskaren esquivelBelum ada peringkat
- Celda SecaDokumen9 halamanCelda SecaArlet FlameBelum ada peringkat
- Taller Determinación de Azúcares Reductores Métodos de DNS y LaneDokumen3 halamanTaller Determinación de Azúcares Reductores Métodos de DNS y LaneAngiie DilBelum ada peringkat
- Indicaciones Post Exodoncia y Diferecia Entre Apicogenesis y Apicoformacion. OdontopediadriaDokumen2 halamanIndicaciones Post Exodoncia y Diferecia Entre Apicogenesis y Apicoformacion. OdontopediadriazenaBelum ada peringkat
- Malezas ResistentesDokumen7 halamanMalezas ResistentesAGUS UNGSBelum ada peringkat
- Los Cuatro Mosqueteros de La Cinetica Enzimatica Eubacteria34Dokumen5 halamanLos Cuatro Mosqueteros de La Cinetica Enzimatica Eubacteria34JonyBelum ada peringkat
- Leche BioquimicaDokumen14 halamanLeche BioquimicaDaniel Huaman GaribayBelum ada peringkat
- Resumen UP2Dokumen24 halamanResumen UP2Milu GonzalezBelum ada peringkat
- TorsiónDokumen35 halamanTorsiónPedro QY IIBelum ada peringkat
- MensulasDokumen4 halamanMensulasDavid Arteaga AmadorBelum ada peringkat
- Instalaciones Gases Medicinales 3 PDFDokumen11 halamanInstalaciones Gases Medicinales 3 PDFmarinaBelum ada peringkat
- FT Impermelastic 2CDokumen2 halamanFT Impermelastic 2CIsac RamosBelum ada peringkat
- Discusion AmortiguadoresDokumen3 halamanDiscusion AmortiguadoreszofiulaBelum ada peringkat
- Pds Brasnox DM 50 Thermoset Composites Glo Es EsDokumen3 halamanPds Brasnox DM 50 Thermoset Composites Glo Es EsHuber Abad Alvarado CoronelBelum ada peringkat
- Cuantificacion de Acido Salicilico y CafeinaDokumen9 halamanCuantificacion de Acido Salicilico y CafeinaTeresaBelum ada peringkat
- Movimiento de Almacén de ObraDokumen2 halamanMovimiento de Almacén de ObraFredery Taipe QuipeBelum ada peringkat
- SEC10 - Martillos, Herramientas de Golpe PDFDokumen20 halamanSEC10 - Martillos, Herramientas de Golpe PDFGuillermo Osvaldo Rivera MelladoBelum ada peringkat
- CARPINTERIA DE MADERA - Como Construir Un Mueble Moderno PDFDokumen223 halamanCARPINTERIA DE MADERA - Como Construir Un Mueble Moderno PDFLuis Fernando Caceres100% (2)
- Nutricion Celular 2Dokumen29 halamanNutricion Celular 2Ricardo BGBelum ada peringkat
- Aleaciones Isomorfas BinariasDokumen8 halamanAleaciones Isomorfas BinariasJamirDiazMechanBelum ada peringkat
- Presupuesto Casa HabitacionDokumen67 halamanPresupuesto Casa HabitacionAlex HdzBelum ada peringkat
- CAFÉ1Dokumen3 halamanCAFÉ1Jasbleidy HernandezBelum ada peringkat
- PetropolyDokumen2 halamanPetropolytripticoBelum ada peringkat
- Toma de Muestras - Muestreo de Agua (Residual) : Servicio Nacional de Aprendizaje Sena Instrumento de EvaluaciónDokumen10 halamanToma de Muestras - Muestreo de Agua (Residual) : Servicio Nacional de Aprendizaje Sena Instrumento de EvaluaciónPaula chaparroBelum ada peringkat
- Principios Básicos de Oxigenoterapia en Situación Aguda y Crónica para Médicos de Atención PrimariaDokumen7 halamanPrincipios Básicos de Oxigenoterapia en Situación Aguda y Crónica para Médicos de Atención PrimariaOmar Esteban Valdes TapiaBelum ada peringkat
- Agua Residual y Su TratamientoDokumen14 halamanAgua Residual y Su TratamientoManuel Villanueva RiveraBelum ada peringkat
- Determinacion de SulfatosDokumen12 halamanDeterminacion de SulfatosRuth BenitezBelum ada peringkat
- Índice de Normas ANSI ApiDokumen3 halamanÍndice de Normas ANSI ApiRichard Vizcarra100% (1)