Anda mungkin juga menyukai
- Safety Valves and Relief Valves.Dokumen17 halamanSafety Valves and Relief Valves.Shikhar SwaroopBelum ada peringkat
- Relief valve leak tightness testing at 90% CDTPDokumen5 halamanRelief valve leak tightness testing at 90% CDTPabdoBelum ada peringkat
- Valve Basic Concepts at HTTPDokumen8 halamanValve Basic Concepts at HTTPalone160162Belum ada peringkat
- Pumps - Centrifugal vs. Positive Displacement: Instructor: Edward P. Brunet, JR., PEDokumen11 halamanPumps - Centrifugal vs. Positive Displacement: Instructor: Edward P. Brunet, JR., PEyogachemBelum ada peringkat
- Pressure Relief Safety Valves (SNR)Dokumen43 halamanPressure Relief Safety Valves (SNR)Syed Naveed Raza100% (1)
- Control ValvesDokumen24 halamanControl ValvesFabinho Garcia100% (1)
- Ipc 15 Valve CharacteristicsDokumen41 halamanIpc 15 Valve CharacteristicsHarsh RavalBelum ada peringkat
- Fundamentals of LOPADokumen20 halamanFundamentals of LOPATanBelum ada peringkat
- 070 Seal Piping Plan ReviewDokumen100 halaman070 Seal Piping Plan Reviewvlcmstne04Belum ada peringkat
- Control ValveDokumen48 halamanControl ValveSridhar Gudapati100% (1)
- Air and Gas Compressors 14: Rayner Joel, 5 EditionDokumen13 halamanAir and Gas Compressors 14: Rayner Joel, 5 EditionJerin Cyriac0% (1)
- PSVDokumen32 halamanPSVAhtsham Ahmad100% (2)
- Standard Operating Procedure - Liquid Nitrogen - Storage, Use & Transportation Guidance & Code of PracticeDokumen9 halamanStandard Operating Procedure - Liquid Nitrogen - Storage, Use & Transportation Guidance & Code of PracticejrodBelum ada peringkat
- Compressors: Basic Classification and Design OverviewDokumen35 halamanCompressors: Basic Classification and Design Overviewfilmon abebe100% (1)
- Control Valves and Their Principles of OperationDokumen5 halamanControl Valves and Their Principles of Operationgroshan20Belum ada peringkat
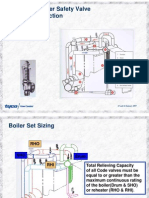
- Boiler Safety ValvesDokumen21 halamanBoiler Safety ValvesParveen KohliBelum ada peringkat
- QA Course TotalDokumen32 halamanQA Course Totalafic219473Belum ada peringkat
- Compressors: Presented By: Andrith Fabian Güiza Zambrano 2134124 Presented To: Ing. Nicolas Santos SantosDokumen50 halamanCompressors: Presented By: Andrith Fabian Güiza Zambrano 2134124 Presented To: Ing. Nicolas Santos SantosbrandonBelum ada peringkat
- PIPING PLAN SUMMARYDokumen9 halamanPIPING PLAN SUMMARYMohit MundraBelum ada peringkat
- Control Valve PDFDokumen26 halamanControl Valve PDFRoona Thankam VargheseBelum ada peringkat
- Process Flow Diags Study - Ver2Dokumen9 halamanProcess Flow Diags Study - Ver2Sergey KorenevskiyBelum ada peringkat
- Flare SystemsDokumen38 halamanFlare Systemsanu malikBelum ada peringkat
- CONTROL VALVE SIZING CALCULATIONSDokumen21 halamanCONTROL VALVE SIZING CALCULATIONSamarnath982520% (1)
- Control Valves: Dr. Ashraf SaleemDokumen24 halamanControl Valves: Dr. Ashraf SaleemSharif Mohammad AdwanBelum ada peringkat
- Fundamentals of VibrationDokumen99 halamanFundamentals of Vibrationjide.atolagbe3737Belum ada peringkat
- Pumping SystemsDokumen36 halamanPumping SystemsXin Yang ChanBelum ada peringkat
- Brief History of Safety ValvesDokumen21 halamanBrief History of Safety ValvesUdhayakumar VenkataramanBelum ada peringkat
- Materials Selection in Oil and Gas-An OverviewDokumen15 halamanMaterials Selection in Oil and Gas-An OverviewAli AliBelum ada peringkat
- Optimization and Design of Dehydration Unit and NGL ProcessDokumen51 halamanOptimization and Design of Dehydration Unit and NGL ProcessHoracio RodriguezBelum ada peringkat
- Ritchie & Naylor Pressure Relief ValvesDokumen12 halamanRitchie & Naylor Pressure Relief ValvesyvhtejaswaroopBelum ada peringkat
- Low Pressure System Protection - Groth PDFDokumen12 halamanLow Pressure System Protection - Groth PDFyusoffdBelum ada peringkat
- Valve SelectionDokumen3 halamanValve SelectionFajar Amin WahyullahBelum ada peringkat
- Pleated Filter Pressure Drop PDFDokumen12 halamanPleated Filter Pressure Drop PDFAmbrish SinghBelum ada peringkat
- Air Cooled Heat ExchangersDokumen2 halamanAir Cooled Heat ExchangersMohamad Arif IbrahimBelum ada peringkat
- Safety Valve LaserDokumen15 halamanSafety Valve Lasersajjad_naghdi241Belum ada peringkat
- Swing Check ValvesDokumen5 halamanSwing Check Valveslilama45-1Belum ada peringkat
- 4.10 Shaft SealingDokumen11 halaman4.10 Shaft SealingSandi AslanBelum ada peringkat
- OI Training - Passing Valve Training PackDokumen36 halamanOI Training - Passing Valve Training Packعبدالهادي كاظم معله الخفاجي100% (1)
- Relief Valves - NCCDokumen26 halamanRelief Valves - NCCNour HBelum ada peringkat
- PSV SizingDokumen18 halamanPSV SizingGo IELTSBelum ada peringkat
- Basic Instrumentation in RefineryDokumen15 halamanBasic Instrumentation in RefinerySahil SahniBelum ada peringkat
- Pumps Troubleshooting Guide: Resolve Issues FastDokumen15 halamanPumps Troubleshooting Guide: Resolve Issues FastvenkeekuBelum ada peringkat
- Suvidya Institute Piping Engineering TrainingDokumen2 halamanSuvidya Institute Piping Engineering TrainingMohammedBujairBelum ada peringkat
- Basic Valve and Testing Method - 1Dokumen37 halamanBasic Valve and Testing Method - 1Fouad OudinaBelum ada peringkat
- VALVES AND COMPONENTS TRAININGDokumen77 halamanVALVES AND COMPONENTS TRAININGTolstoy LeoBelum ada peringkat
- Steam Turbine Design GuideDokumen27 halamanSteam Turbine Design GuideEkta Gupta50% (2)
- Pressure VesselDokumen9 halamanPressure VesselbekkuBelum ada peringkat
- Four layers of process plant protectionDokumen41 halamanFour layers of process plant protectionSrinivas BobbyBelum ada peringkat
- Chapter 5 Types of Maintenance Programs:, QwurgxfwlrqDokumen9 halamanChapter 5 Types of Maintenance Programs:, QwurgxfwlrqSakshi BansalBelum ada peringkat
- Pressure Safety ValvesDokumen21 halamanPressure Safety ValvesvajidqcBelum ada peringkat
- Back Pressure Regulators ExplainedDokumen32 halamanBack Pressure Regulators ExplainedNaseer HydenBelum ada peringkat
- Control ValvesDokumen38 halamanControl Valvesprathamesh.gangal999100% (1)
- Valves Guide: Types, Parts, Standards & SpecificationsDokumen141 halamanValves Guide: Types, Parts, Standards & SpecificationsrichardBelum ada peringkat
- Commissioning Process Plant ModelDokumen21 halamanCommissioning Process Plant ModelLuis EnriqueBelum ada peringkat
- Control ValveDokumen24 halamanControl ValveTarit Mahata100% (2)
- Asset Integrity Management A Complete Guide - 2020 EditionDari EverandAsset Integrity Management A Complete Guide - 2020 EditionBelum ada peringkat
- 3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesDokumen43 halaman3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesriysallBelum ada peringkat
- Pressure Relief DeviceDokumen17 halamanPressure Relief DeviceShweta PadteBelum ada peringkat
- D1 2 Pressure Relief Devices WriteupDokumen20 halamanD1 2 Pressure Relief Devices Writeupanurag kumarBelum ada peringkat
- An Overview of Pressure Relief DevicesDokumen36 halamanAn Overview of Pressure Relief DevicesAkash Palkar100% (1)
- Chap. 7Dokumen15 halamanChap. 7Khuram MaqsoodBelum ada peringkat
- Lewicki 8 e Chapter 17Dokumen18 halamanLewicki 8 e Chapter 17Khuram MaqsoodBelum ada peringkat
- Lewicki 8 e Chapter 18Dokumen12 halamanLewicki 8 e Chapter 18Khuram MaqsoodBelum ada peringkat
- Lewicki 8 e Chapter 16Dokumen21 halamanLewicki 8 e Chapter 16Khuram MaqsoodBelum ada peringkat
- Lewicki 8 e Chapter 19Dokumen21 halamanLewicki 8 e Chapter 19Khuram MaqsoodBelum ada peringkat
- Chap. 3Dokumen20 halamanChap. 3Khuram MaqsoodBelum ada peringkat
- Chap. 6Dokumen8 halamanChap. 6Khuram MaqsoodBelum ada peringkat
- Lewicki 8 e Chapter 20Dokumen12 halamanLewicki 8 e Chapter 20Khuram MaqsoodBelum ada peringkat
- Chapter05 Ethics in NegotiationDokumen27 halamanChapter05 Ethics in NegotiationAmmar AliBelum ada peringkat
- World Energy Balances Overview 2020 EditionDokumen59 halamanWorld Energy Balances Overview 2020 EditionKhuram MaqsoodBelum ada peringkat
- WP Isob GevoDokumen16 halamanWP Isob GevoKhuram MaqsoodBelum ada peringkat
- US10118880Dokumen53 halamanUS10118880Khuram MaqsoodBelum ada peringkat
- US8318990Dokumen9 halamanUS8318990Khuram MaqsoodBelum ada peringkat
- N ButanolDokumen150 halamanN Butanolpavithra sBelum ada peringkat
- CO2 Capture and Separation Technologies For End-Of-pipe ApplicationsDokumen19 halamanCO2 Capture and Separation Technologies For End-Of-pipe ApplicationsKhuram MaqsoodBelum ada peringkat
- US10301241Dokumen33 halamanUS10301241Khuram MaqsoodBelum ada peringkat
- Renewable and Sustainable Energy Reviews: SciencedirectDokumen14 halamanRenewable and Sustainable Energy Reviews: SciencedirectcahyaniwindartoBelum ada peringkat
- Review of The Production of Biodiesel From Waste CDokumen11 halamanReview of The Production of Biodiesel From Waste CKhuram MaqsoodBelum ada peringkat
- Ses Final Report Public 2015-09-30Dokumen78 halamanSes Final Report Public 2015-09-30Khuram MaqsoodBelum ada peringkat
- Co2 Emissions 2019Dokumen165 halamanCo2 Emissions 2019nareshsudhaBelum ada peringkat
- CO Emissions From Fuel Combustion: Statistics ReportDokumen13 halamanCO Emissions From Fuel Combustion: Statistics ReportArude AmagawaBelum ada peringkat
- Key World Energy Statistics 2020Dokumen81 halamanKey World Energy Statistics 2020Amin DehghaniBelum ada peringkat
- Yaakob2013 PDFDokumen10 halamanYaakob2013 PDFKhuram MaqsoodBelum ada peringkat
- Name: - Date: - : Math Is Fun WorksheetDokumen1 halamanName: - Date: - : Math Is Fun WorksheetKhuram MaqsoodBelum ada peringkat
- State of The Art of Catalysts 2020Dokumen17 halamanState of The Art of Catalysts 2020Khuram MaqsoodBelum ada peringkat
- Read 2 Optimized Biodiesel ProductionDokumen8 halamanRead 2 Optimized Biodiesel ProductionKhuram MaqsoodBelum ada peringkat
- Waste Cooking Oil An Economical Source For Biodiesel: A ReviewDokumen13 halamanWaste Cooking Oil An Economical Source For Biodiesel: A Reviewtorrid64Belum ada peringkat
- Read 3 Production Engine Performance Combustion2019Dokumen29 halamanRead 3 Production Engine Performance Combustion2019Khuram MaqsoodBelum ada peringkat
- Lab-Scale Catalytic Production of Biodiesel From Waste Cooking Oil - A Review 2017Dokumen12 halamanLab-Scale Catalytic Production of Biodiesel From Waste Cooking Oil - A Review 2017Khuram MaqsoodBelum ada peringkat
- Read 1 Modelling and Optimisation of Biodiesel ProductionDokumen9 halamanRead 1 Modelling and Optimisation of Biodiesel ProductionKhuram MaqsoodBelum ada peringkat
- Establishing Scientifically Justified Acceptance Criteria For The Cleaning Validation of Apis (Active Pharmaceutical Ingredients) (Le Blanc)Dokumen6 halamanEstablishing Scientifically Justified Acceptance Criteria For The Cleaning Validation of Apis (Active Pharmaceutical Ingredients) (Le Blanc)jorgeBelum ada peringkat
- Fundamentals of Natural Gas Liquid MeasurementsDokumen9 halamanFundamentals of Natural Gas Liquid Measurementsmakasad26Belum ada peringkat
- Comsol Simulation of A 2.45 GHZ Electron Cyclotron Resonance Argon PlasmaDokumen4 halamanComsol Simulation of A 2.45 GHZ Electron Cyclotron Resonance Argon PlasmaArjav VashiBelum ada peringkat
- GLA0039 Final Report.926cd0f7Dokumen146 halamanGLA0039 Final Report.926cd0f7Ntombi Langa-RoydsBelum ada peringkat
- Precious Metal Recovery Part 1Dokumen3 halamanPrecious Metal Recovery Part 1mladen lakicBelum ada peringkat
- PROJECT STANDARD and SPECIFICATIONS Instrumentation Specifications Rev01webDokumen8 halamanPROJECT STANDARD and SPECIFICATIONS Instrumentation Specifications Rev01webhiyeonBelum ada peringkat
- Notes on Fluidized Bed Reactors ModelsDokumen5 halamanNotes on Fluidized Bed Reactors ModelsarmandBelum ada peringkat
- ACI 207.1R-05 Guide To Mass ConcreteDokumen31 halamanACI 207.1R-05 Guide To Mass ConcreteLukusa Badimuena100% (3)
- Mnemonics ExampleDokumen10 halamanMnemonics ExampleArchana PattnaikBelum ada peringkat
- Lipids Classification and FunctionsDokumen4 halamanLipids Classification and FunctionsThalia PacamalanBelum ada peringkat
- ASTM - D522 - 1993 Reapproved 2008 - Standard Test Methods For Mandrel Bend Test of Attached Organic CoatingsDokumen4 halamanASTM - D522 - 1993 Reapproved 2008 - Standard Test Methods For Mandrel Bend Test of Attached Organic CoatingsArmaghan ShiekhBelum ada peringkat
- Hardsurfacing HandbookDokumen24 halamanHardsurfacing HandbookscribdphinBelum ada peringkat
- Nutritive Evaluation of Ammoniated Benggala GrassDokumen2 halamanNutritive Evaluation of Ammoniated Benggala GrassRolan TuturoongBelum ada peringkat
- Chemistry 9 Chap 1 Long QADokumen17 halamanChemistry 9 Chap 1 Long QAAkbar Ali AhmedBelum ada peringkat
- Sensibilidad y Especificidad Del Gammagrama Ciprofloxacino-Tc99M Sensibilidad y Especificidad en Osteomielitis Infantil (AOM 2010)Dokumen4 halamanSensibilidad y Especificidad Del Gammagrama Ciprofloxacino-Tc99M Sensibilidad y Especificidad en Osteomielitis Infantil (AOM 2010)Simon ChangBelum ada peringkat
- Industrial Visit Report LatestDokumen11 halamanIndustrial Visit Report Latesthanif100% (2)
- Synthesis, Properties, and Applications of Magnetic Iron Oxide NanoparticlesDokumen24 halamanSynthesis, Properties, and Applications of Magnetic Iron Oxide NanoparticlessimoBelum ada peringkat
- Inspect F50: Everything Needed For Conventional High Resolution Sample InvestigationDokumen4 halamanInspect F50: Everything Needed For Conventional High Resolution Sample InvestigationMiruna PetriaBelum ada peringkat
- Clean Light-Colored Bricks SafelyDokumen1 halamanClean Light-Colored Bricks SafelymutazsalihBelum ada peringkat
- Project Report FinalDokumen22 halamanProject Report FinalAshishThomasChempolil0% (1)
- Material Properties of EPDM, NBR, and FPM Rubber Seals - Technical - Resources - BLUCHERDokumen3 halamanMaterial Properties of EPDM, NBR, and FPM Rubber Seals - Technical - Resources - BLUCHERManish Pareek100% (1)
- X-MET8000: X-MET8000 For The Analysis of PT, PD and RH in Catalytic ConvertersDokumen4 halamanX-MET8000: X-MET8000 For The Analysis of PT, PD and RH in Catalytic ConvertersAnson AndrewsBelum ada peringkat
- Handout BottleneckDokumen7 halamanHandout BottleneckVenkatesh NenavathBelum ada peringkat
- Jurnal Analisis Stabilitas Lidokain HCLDokumen11 halamanJurnal Analisis Stabilitas Lidokain HCLMusfira Dewy SuardiBelum ada peringkat
- BN-DG-C01A Plant Layout - General RequirementsDokumen11 halamanBN-DG-C01A Plant Layout - General RequirementsatramanathanBelum ada peringkat
- Food AdulterationDokumen25 halamanFood AdulterationHemlata SoniBelum ada peringkat
- FTJ Series Product Guide PDFDokumen12 halamanFTJ Series Product Guide PDFJhon SendokBelum ada peringkat
- Coil SelectionDokumen5 halamanCoil SelectionMohsin Shaikh100% (1)
- Method Validation ProtocolDokumen17 halamanMethod Validation ProtocolDilawar Bakht100% (2)