Anda mungkin juga menyukai
- CorrosionDokumen9 halamanCorrosionhesampirBelum ada peringkat
- Guidelines For Alloy Selection For Waters and Waste Water Service PDFDokumen6 halamanGuidelines For Alloy Selection For Waters and Waste Water Service PDFssgentisBelum ada peringkat
- Ssw11xx Urea GemacoDokumen5 halamanSsw11xx Urea GemacoYudhistira Perdana PutraBelum ada peringkat
- Ammonia SCCDokumen4 halamanAmmonia SCCbramBelum ada peringkat
- Design of Chemical ReactorsDokumen30 halamanDesign of Chemical ReactorselvithafBelum ada peringkat
- Revamping Concepts For Urea Plants by Hans Van Den TillaartDokumen31 halamanRevamping Concepts For Urea Plants by Hans Van Den TillaartMarc NijsseBelum ada peringkat
- 1998 Irving Refinery Hydrocracker Furnace Accident ReportDokumen18 halaman1998 Irving Refinery Hydrocracker Furnace Accident Reportbazil17Belum ada peringkat
- Optimization of Chemical ReactorsDokumen23 halamanOptimization of Chemical ReactorsshamimBelum ada peringkat
- Advances in Methanol SynthesisDokumen6 halamanAdvances in Methanol SynthesisManuel Angel AlvaBelum ada peringkat
- 8 SMST-Tubes Urea Plants Brochure 2009Dokumen12 halaman8 SMST-Tubes Urea Plants Brochure 2009Lee Hui YiBelum ada peringkat
- Steam Reforming Common ProblemsDokumen61 halamanSteam Reforming Common ProblemsBilalBelum ada peringkat
- Ref Bref 2015Dokumen754 halamanRef Bref 2015Anonymous nw5AXJqjdBelum ada peringkat
- IMM MicroreactorsDokumen90 halamanIMM MicroreactorsGoutam GottumukkalaBelum ada peringkat
- Procedures For Assessing The FitnessDokumen12 halamanProcedures For Assessing The FitnessRaja HoneBelum ada peringkat
- Petrochemical Processes IndustryDokumen69 halamanPetrochemical Processes IndustryahedooohBelum ada peringkat
- Statistics for Process Control Engineers: A Practical ApproachDari EverandStatistics for Process Control Engineers: A Practical ApproachBelum ada peringkat
- Rangaiah ChemicalProcessRetrofitting 9781119016335 7Dokumen2 halamanRangaiah ChemicalProcessRetrofitting 9781119016335 7eltonBelum ada peringkat
- Kinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasDokumen8 halamanKinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasLina ArevaloBelum ada peringkat
- Aqua Ammonia Info Manual - LaRocheDokumen61 halamanAqua Ammonia Info Manual - LaRochebruce1312100% (1)
- Waste Incineration Heat Recovery at Roche IrelandDokumen12 halamanWaste Incineration Heat Recovery at Roche IrelandidrieshamidiBelum ada peringkat
- 2012 06 Khalil Pocess Technologies Corrosion and Its PreventionDokumen7 halaman2012 06 Khalil Pocess Technologies Corrosion and Its Preventiondanishmoin1991Belum ada peringkat
- CVFGFHGDokumen25 halamanCVFGFHGMary Grace VelitarioBelum ada peringkat
- DiclorosilanoDokumen15 halamanDiclorosilanoLeo GatesBelum ada peringkat
- RBI For Ageing PlantDokumen250 halamanRBI For Ageing PlantaxlpceBelum ada peringkat
- Topsoe High Flux Steam Reform - AshxDokumen6 halamanTopsoe High Flux Steam Reform - AshxAgam HanasichulaBelum ada peringkat
- 2001 Meessen Stamicarbon Safety Aspects in Urea Plants Y2KDokumen20 halaman2001 Meessen Stamicarbon Safety Aspects in Urea Plants Y2Kjesus_manrique2753Belum ada peringkat
- Ailures in Ammonia Plant Vertical Waste Heat BoilersDokumen14 halamanAilures in Ammonia Plant Vertical Waste Heat BoilersMir AsifBelum ada peringkat
- Natural Gas Sweetening by Monoethanolamine ProcessDokumen22 halamanNatural Gas Sweetening by Monoethanolamine Processasamad54Belum ada peringkat
- Removal of Hydrogen Sulfide From Biogas Using Dry Desulfurization SystemsDokumen4 halamanRemoval of Hydrogen Sulfide From Biogas Using Dry Desulfurization Systemsandy131078Belum ada peringkat
- PanizzoloTerrin Federico Tesi PDFDokumen112 halamanPanizzoloTerrin Federico Tesi PDFbalajiBelum ada peringkat
- Understanding Flammability Diagrams: Flammability Diagrams Show The Control of Flammability in Mixtures of FuelDokumen1 halamanUnderstanding Flammability Diagrams: Flammability Diagrams Show The Control of Flammability in Mixtures of FuelDimitrie BogdanBelum ada peringkat
- Steam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.EngDokumen6 halamanSteam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.Engvaratharajan g rBelum ada peringkat
- Fuels and Combustion: Presented by D.Mishra Sr.A.Chemist NTPC-VindhyacghalDokumen56 halamanFuels and Combustion: Presented by D.Mishra Sr.A.Chemist NTPC-VindhyacghalDileep MishraBelum ada peringkat
- Trimming Nox From Furnaces - Rev3Dokumen6 halamanTrimming Nox From Furnaces - Rev3Deepika UmlaniBelum ada peringkat
- Oxidation of Organic Compounds: Medium Effects in Radical ReactionsDari EverandOxidation of Organic Compounds: Medium Effects in Radical ReactionsPenilaian: 4 dari 5 bintang4/5 (1)
- Modeling and Analysis A MethanolDokumen10 halamanModeling and Analysis A MethanolVidal TxusBelum ada peringkat
- 1.structured Packing PresentationDokumen27 halaman1.structured Packing PresentationRavindra V. LakhapatiBelum ada peringkat
- Olmi Urea Stripper & Carbamate Condenser LeafletDokumen6 halamanOlmi Urea Stripper & Carbamate Condenser LeafletHamzaNoumanBelum ada peringkat
- Team Leader (Process and Functional Safety) : CO / May. 19Dokumen6 halamanTeam Leader (Process and Functional Safety) : CO / May. 19sathish kumarBelum ada peringkat
- Combustion Instabilities in Gas Turbine Engines PDFDokumen2 halamanCombustion Instabilities in Gas Turbine Engines PDFPatrickBelum ada peringkat
- 19.-Pyrolysis FurnaceDokumen5 halaman19.-Pyrolysis FurnaceWilfredo PastranaBelum ada peringkat
- Waterside Scaling Deposition and Corrosion in Steam Generators PDFDokumen19 halamanWaterside Scaling Deposition and Corrosion in Steam Generators PDFking1qBelum ada peringkat
- Methanol To Gasoline MTG - ExxonmobileDokumen12 halamanMethanol To Gasoline MTG - ExxonmobileAkk KolBelum ada peringkat
- Chapter 3Dokumen14 halamanChapter 3Larry Jampong100% (1)
- Introduction To Chemical Reaction Engineering ModuleDokumen62 halamanIntroduction To Chemical Reaction Engineering ModuleMendoza Poma Elsner WalterBelum ada peringkat
- 2015 5 Talarico Casale Reliable Design of Ammonia and Urea PlantsDokumen16 halaman2015 5 Talarico Casale Reliable Design of Ammonia and Urea PlantsMichael Taylor WarrenBelum ada peringkat
- TCEQ Final Report Oil Gas Storage Tank ProjectDokumen73 halamanTCEQ Final Report Oil Gas Storage Tank ProjectC.E. Ishmeet SinghBelum ada peringkat
- Hydrogen Liquefaction Chain: Co-Product Hydrogen and Upstream StudyDokumen47 halamanHydrogen Liquefaction Chain: Co-Product Hydrogen and Upstream StudyIncognito MailBelum ada peringkat
- Sunflo P3000 JrnlBrgs IOM June00Dokumen104 halamanSunflo P3000 JrnlBrgs IOM June00Tirta BudiawanBelum ada peringkat
- 3 - 003 High Pressure Stripper Replacement AFA 19Dokumen9 halaman3 - 003 High Pressure Stripper Replacement AFA 1919karim88Belum ada peringkat
- Safety Valve LaserDokumen15 halamanSafety Valve Lasersajjad_naghdi241Belum ada peringkat
- High Temperature CorrosionDokumen9 halamanHigh Temperature CorrosionnishilgeorgeBelum ada peringkat
- Galvanic CorrosionDokumen22 halamanGalvanic CorrosionDiego1980bBelum ada peringkat
- Biomass Gasification ProcessDokumen27 halamanBiomass Gasification ProcessTony AppsBelum ada peringkat
- Process Description and ASPEN Computer Modelling oDokumen32 halamanProcess Description and ASPEN Computer Modelling omehul10941Belum ada peringkat
- Preparation of 2,6-Diisopropylaniline PDFDokumen2 halamanPreparation of 2,6-Diisopropylaniline PDFsam123potter100% (1)
- Chemical Reactors and Their Applications: Norges Teknisk-Naturvitenskapelige UniversitetDokumen83 halamanChemical Reactors and Their Applications: Norges Teknisk-Naturvitenskapelige UniversitetWahaj KhanBelum ada peringkat
- Phan Ung Sinh KhoiDokumen12 halamanPhan Ung Sinh KhoiHo Minh PhuongBelum ada peringkat
- Microcontroller To Sensor Interfacing TechniquesDokumen13 halamanMicrocontroller To Sensor Interfacing Techniquesmnohebat06Belum ada peringkat
- RTD PT100tempDokumen2 halamanRTD PT100tempkrishnaBelum ada peringkat
- Microcontroller To Sensor Interfacing TechniquesDokumen13 halamanMicrocontroller To Sensor Interfacing Techniquesmnohebat06Belum ada peringkat
- Inverter Data Address For VFD-EDokumen4 halamanInverter Data Address For VFD-EHo Minh PhuongBelum ada peringkat
- Delta VFD-B ManualDokumen239 halamanDelta VFD-B ManualRay Rosales100% (2)
- Biomass GasdificationDokumen358 halamanBiomass GasdificationHo Minh Phuong100% (1)
- FBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesDokumen12 halamanFBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesTejas T S TejasBelum ada peringkat
- Img ICF8 ART1Dokumen3 halamanImg ICF8 ART1Ho Minh PhuongBelum ada peringkat
- Alexit Highgloss Monolyer 460-4F: CharacteristicsDokumen3 halamanAlexit Highgloss Monolyer 460-4F: CharacteristicsJose Padilla gaytanBelum ada peringkat
- Application of Sustainable TechniquesDokumen18 halamanApplication of Sustainable TechniquesEsmeralda MuñozBelum ada peringkat
- Omega Air Product Data Sheet Filter Element HF-R v3.02Dokumen2 halamanOmega Air Product Data Sheet Filter Element HF-R v3.02VictorBelum ada peringkat
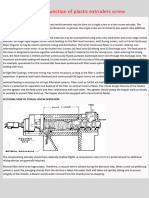
- Types of Plastic and Polymers Extruders ScrewDokumen14 halamanTypes of Plastic and Polymers Extruders ScrewSIDDHARTH BHASNEYBelum ada peringkat
- The Evolution of Chamfer Cutting: Cover StoryDokumen2 halamanThe Evolution of Chamfer Cutting: Cover StorythisisjineshBelum ada peringkat
- Abrasives Selection Guide: Choose From Our Extensive Range of Discs, Wheels, Burrs and Sanding ProductsDokumen27 halamanAbrasives Selection Guide: Choose From Our Extensive Range of Discs, Wheels, Burrs and Sanding Productsagniva dattaBelum ada peringkat
- Lecture 5-FiltrationDokumen35 halamanLecture 5-FiltrationfathimashariffdeenBelum ada peringkat
- 570 950mpa High Tensile Strength SteelDokumen32 halaman570 950mpa High Tensile Strength SteelCarlos PadillaBelum ada peringkat
- Basics of Fire Protection System, Hydrant System: Consulting Engineers LimitedDokumen20 halamanBasics of Fire Protection System, Hydrant System: Consulting Engineers LimitedjnkusumaBelum ada peringkat
- Form Wps JBL09-2011Dokumen2 halamanForm Wps JBL09-2011fawad aliBelum ada peringkat
- Report FFFDokumen2 halamanReport FFFamevaluacionesBelum ada peringkat
- Rr411802 Steel MakingDokumen4 halamanRr411802 Steel MakingSrinivasa Rao GBelum ada peringkat
- Plasma-Assisted Surface Treatment: Verlag Moderne IndustrieDokumen36 halamanPlasma-Assisted Surface Treatment: Verlag Moderne IndustriepondokBelum ada peringkat
- DH31-EX Heat TreatDokumen4 halamanDH31-EX Heat TreatMichael KrummBelum ada peringkat
- Instructions Dust TestDokumen4 halamanInstructions Dust TestÖzhan ÖzkanBelum ada peringkat
- Round Holes Staggered PDFDokumen3 halamanRound Holes Staggered PDFAleksandar StanisavljevicBelum ada peringkat
- Markal-Laco-Tempil 2019Dokumen46 halamanMarkal-Laco-Tempil 2019Adelina EstrellaBelum ada peringkat
- Presentation1 CreDokumen12 halamanPresentation1 CreJaldhi Patel100% (1)
- Think Precision, Think HSS REAMINGDokumen18 halamanThink Precision, Think HSS REAMINGMark EnriquezBelum ada peringkat
- Asme Sec Viii Div 2 2017Dokumen1 halamanAsme Sec Viii Div 2 2017Lipika GayenBelum ada peringkat
- Applications of Chemical ReactionsDokumen7 halamanApplications of Chemical ReactionsPEWDIEPIE PEWBelum ada peringkat
- 15 Chem KinetDokumen51 halaman15 Chem KinetRoua Ali100% (2)
- Delta Cable Tray Made in UkDokumen26 halamanDelta Cable Tray Made in UkmohammadBelum ada peringkat
- Home Cmplab HTML Bbs Data Pds0085 1Dokumen9 halamanHome Cmplab HTML Bbs Data Pds0085 1呂昕儒Belum ada peringkat
- Structural Steel FabricationDokumen14 halamanStructural Steel FabricationClarkFedele27Belum ada peringkat
- Ge Ge752 User Manual 79 80Dokumen2 halamanGe Ge752 User Manual 79 80RICHARDBelum ada peringkat
- Asme B18.8.2 2000Dokumen39 halamanAsme B18.8.2 2000Jesse ChenBelum ada peringkat
- PCT - TY 1st PDFDokumen3 halamanPCT - TY 1st PDFMayur CharanBelum ada peringkat
- Cheat Sheet Main RatanDokumen4 halamanCheat Sheet Main RatanSushil KumarBelum ada peringkat
- H 99 Sec 2 BmaterialsDokumen4 halamanH 99 Sec 2 BmaterialsAxel MalusaBelum ada peringkat