Anda mungkin juga menyukai
- Training Module On Turbine, Lub Oil, Gland Steam SystemDokumen228 halamanTraining Module On Turbine, Lub Oil, Gland Steam Systemdinesh7136100% (2)
- Steamturbineintroductionmaintenanceppt 170211165058Dokumen101 halamanSteamturbineintroductionmaintenanceppt 170211165058praditya100% (1)
- Steam TurbineDokumen109 halamanSteam Turbinenageswara rao100% (5)
- Steam Turbine GovernorDokumen25 halamanSteam Turbine GovernorMohammad Ibnul Hossain93% (14)
- Turbine CourseDokumen137 halamanTurbine Courseknx175100% (8)
- GE Steam TurbinesDokumen28 halamanGE Steam TurbinesKamal Arab100% (12)
- Siement Turbine Over Hauling ProcedureDokumen75 halamanSiement Turbine Over Hauling Procedurerajurajangam100% (2)
- Steam Turbine Basic Training - Module 1 - 1Dokumen36 halamanSteam Turbine Basic Training - Module 1 - 1Ahtsham Ahmad100% (1)
- Turbine Maintenance BookDokumen223 halamanTurbine Maintenance Bookbarrunsiswo100% (9)
- Turbine Operation - PreparationDokumen30 halamanTurbine Operation - PreparationMadhav Pande67% (3)
- Steam Turbine ManualDokumen261 halamanSteam Turbine ManualShivam Kumar67% (3)
- Steam Turbine Q & ADokumen47 halamanSteam Turbine Q & Asrikanth9555100% (1)
- Training Module on Steam Turbine Operation and Failure AnalysisDokumen78 halamanTraining Module on Steam Turbine Operation and Failure AnalysisAbhishek Verma100% (1)
- Introduction to Steam Turbines for Power GenerationDokumen95 halamanIntroduction to Steam Turbines for Power Generationlnw lnw100% (2)
- Steam TurbineDokumen25 halamanSteam TurbineMajid Sattar100% (1)
- Maintenance and Overhaul of Steam TurbinesDokumen46 halamanMaintenance and Overhaul of Steam Turbinessubbusenthil78% (9)
- Lub Oil SystemDokumen20 halamanLub Oil SystemSam83% (6)
- Turbine General Training ModuleDokumen23 halamanTurbine General Training Moduletaharazvi83% (6)
- Steam Turbine MaintenanceDokumen54 halamanSteam Turbine MaintenanceGovindarajan Chandrasekaran100% (3)
- Condensate SystemDokumen35 halamanCondensate SystemSam100% (6)
- Steam Turbine Speed TripDokumen39 halamanSteam Turbine Speed Tripchudyace100% (2)
- Everything About Steam TurbinesDokumen27 halamanEverything About Steam Turbinesbauskarm1100% (1)
- Turbine & Its Governing and Turbo Generator AlokDokumen143 halamanTurbine & Its Governing and Turbo Generator AlokSHAMSIK2002100% (2)
- Steam Turbine Generator Fundamentals - HPC Tech ServicesDokumen202 halamanSteam Turbine Generator Fundamentals - HPC Tech Servicesshaner64100% (9)
- Turbine FundamentalsDokumen102 halamanTurbine FundamentalsAkshayBelum ada peringkat
- Training Manual Consepts of Steam Turbine MaintenanceDokumen102 halamanTraining Manual Consepts of Steam Turbine Maintenancemen100% (2)
- STEAM TURBINE Project Training ReportDokumen25 halamanSTEAM TURBINE Project Training ReportShams TabrezBelum ada peringkat
- Automotive - Motorsport Powertrain Lecture 7 Exhaust Turbine and Charge CoolingDokumen43 halamanAutomotive - Motorsport Powertrain Lecture 7 Exhaust Turbine and Charge CoolingWaleedBelum ada peringkat
- Huskey - Maintenance and Troubleshooting of Progressive Cavity Pumps PDFDokumen59 halamanHuskey - Maintenance and Troubleshooting of Progressive Cavity Pumps PDFDanielAvellaneda100% (1)
- Turbo SupervisionDokumen140 halamanTurbo SupervisionRamalingamBelum ada peringkat
- Lubrication, BearingDokumen25 halamanLubrication, Bearinggaurav tiwariBelum ada peringkat
- Fundamentals of steam turbinesDokumen40 halamanFundamentals of steam turbinessjois_hsBelum ada peringkat
- Turbine Part 5Dokumen15 halamanTurbine Part 5Dilip YadavBelum ada peringkat
- Basic GoverningDokumen39 halamanBasic GoverningSam100% (5)
- Basic Part of TurbDokumen10 halamanBasic Part of TurbAashish AggarwalBelum ada peringkat
- A To Z of Steam Turbine Maintenance PDFDokumen157 halamanA To Z of Steam Turbine Maintenance PDFivaturi100% (1)
- Gassers For Newbies: Gary Hoffman Cody WojcikDokumen19 halamanGassers For Newbies: Gary Hoffman Cody WojcikGary HoffmanBelum ada peringkat
- Piston SlapDokumen57 halamanPiston SlapRAJU T NBelum ada peringkat
- Steam Turbine 10 OctDokumen118 halamanSteam Turbine 10 OctPinak Vadher100% (2)
- Turbo Chargers: Class 2 MotorDokumen52 halamanTurbo Chargers: Class 2 MotorYanaBelum ada peringkat
- Scavenging & TurbochargingDokumen25 halamanScavenging & TurbochargingSayem kaifBelum ada peringkat
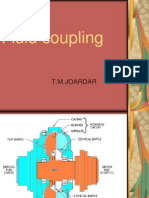
- Fluid coupling operating principlesDokumen43 halamanFluid coupling operating principlesKuntal Satpathi50% (2)
- Refrigeration Equipment & Control ME535: Lecture 3-CompressorsDokumen50 halamanRefrigeration Equipment & Control ME535: Lecture 3-CompressorsAhmed AhmedBelum ada peringkat
- Pumps Engines Vibrations 26.07.2017Dokumen81 halamanPumps Engines Vibrations 26.07.2017Aviral UpadhyayBelum ada peringkat
- Turbine ConstructionDokumen7 halamanTurbine ConstructionPrasannaBelum ada peringkat
- Everything You Need to Know About Centrifugal CompressorsDokumen19 halamanEverything You Need to Know About Centrifugal CompressorsInaam Ur RehmanBelum ada peringkat
- Boiler Feed PumpDokumen22 halamanBoiler Feed PumpnksatnamiBelum ada peringkat
- IVOPROP In-Flight Adjustable Pitch SystemDokumen5 halamanIVOPROP In-Flight Adjustable Pitch SystemBen FriskneyBelum ada peringkat
- Fundamentals of Roller Mill Grinding - 1478460003Dokumen46 halamanFundamentals of Roller Mill Grinding - 1478460003Felipe ZapataBelum ada peringkat
- Axial Flow TurbinesDokumen145 halamanAxial Flow TurbinesRaj Narayan100% (1)
- Feedwater SystemDokumen70 halamanFeedwater SystemishanpahwaBelum ada peringkat
- Full Pump InductionDokumen94 halamanFull Pump InductionPrathmesh LoharBelum ada peringkat
- Axial Reaction Fan - Double Stage: Operation & Maintenance ManualDokumen44 halamanAxial Reaction Fan - Double Stage: Operation & Maintenance ManualNidhiBelum ada peringkat
- Meg 5-LF-37 Aux Steam TurbinesDokumen36 halamanMeg 5-LF-37 Aux Steam TurbinesAkash KandwalBelum ada peringkat
- Aircraft PowerplantDokumen93 halamanAircraft PowerplantPranavBelum ada peringkat
- TDBFP - Gear Pump API 676 PDFDokumen42 halamanTDBFP - Gear Pump API 676 PDFRamon A. Ruiz O.Belum ada peringkat
- B40C TransmissionDokumen178 halamanB40C Transmissionwaad.harbBelum ada peringkat
- Bowed Rotor Straightening WebVersion Dec 29 2010Dokumen2 halamanBowed Rotor Straightening WebVersion Dec 29 2010elrajilBelum ada peringkat
- Fluid CouplingDokumen43 halamanFluid CouplingdevmjpruBelum ada peringkat
- 2 - Boiler HydrotestDokumen22 halaman2 - Boiler HydrotestMY NAME IS NEERAJ..:):)Belum ada peringkat
- Index B31Dokumen2 halamanIndex B31Balkishan DyavanapellyBelum ada peringkat
- Best Practices in O&M of Thermal Power Stations: Tutorial Course OnDokumen4 halamanBest Practices in O&M of Thermal Power Stations: Tutorial Course OnGaurav Singh0% (2)
- Id Fan Technical SpecDokumen8 halamanId Fan Technical SpecBalkishan DyavanapellyBelum ada peringkat
- OPGC O & M WorksDokumen233 halamanOPGC O & M WorksBalkishan DyavanapellyBelum ada peringkat
- RT Flash CardsDokumen13 halamanRT Flash CardsBalkishan DyavanapellyBelum ada peringkat
- Asme B31e-2008Dokumen34 halamanAsme B31e-2008Balkishan DyavanapellyBelum ada peringkat
- Asme B31e-2008Dokumen34 halamanAsme B31e-2008Balkishan DyavanapellyBelum ada peringkat
- STG GuidelinesDokumen31 halamanSTG GuidelinesJoseph2309100% (2)
- Iiw India Individual Membership Application Form Apr 2020Dokumen3 halamanIiw India Individual Membership Application Form Apr 2020Balkishan DyavanapellyBelum ada peringkat
- GHG Manual Thermal Power Plant PDFDokumen45 halamanGHG Manual Thermal Power Plant PDFhonchoabhiBelum ada peringkat
- Asnt Standard - Cp189 - 2020Dokumen4 halamanAsnt Standard - Cp189 - 2020Balkishan DyavanapellyBelum ada peringkat
- Record of Welder or Welding Operator Qualification TestsDokumen1 halamanRecord of Welder or Welding Operator Qualification TestsBalkishan DyavanapellyBelum ada peringkat
- Specification For Bare Electrodes and Rods For Surfacing: AWS A5.21:2001 An American National StandardDokumen7 halamanSpecification For Bare Electrodes and Rods For Surfacing: AWS A5.21:2001 An American National StandardBalkishan DyavanapellyBelum ada peringkat
- BQCP - 24 - Insitu Repair Procedure For Primary Reheater Stub WeldsDokumen2 halamanBQCP - 24 - Insitu Repair Procedure For Primary Reheater Stub WeldsBalkishan DyavanapellyBelum ada peringkat
- Support Structure ProtocolDokumen11 halamanSupport Structure ProtocolBalkishan DyavanapellyBelum ada peringkat
- Based Hardfacing Alloys: Cobalt & NickelDokumen20 halamanBased Hardfacing Alloys: Cobalt & NickelsabrunoBelum ada peringkat
- Radiography Test Acceptance Criteria: Type of Defects Asme Sec - Ix ASME B31.1 Asme Sec - I Asme Sec Viii Div-1 IBRDokumen2 halamanRadiography Test Acceptance Criteria: Type of Defects Asme Sec - Ix ASME B31.1 Asme Sec - I Asme Sec Viii Div-1 IBRBalkishan DyavanapellyBelum ada peringkat
- BQCP - 23 - Valves (Gate, Globe) Overhauling ProcedureDokumen2 halamanBQCP - 23 - Valves (Gate, Globe) Overhauling ProcedureBalkishan DyavanapellyBelum ada peringkat
- NTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportDokumen2 halamanNTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportBalkishan DyavanapellyBelum ada peringkat
- RT Acceptance Criteria 10062019Dokumen1 halamanRT Acceptance Criteria 10062019Balkishan Dyavanapelly100% (2)
- System Punch List: CategoryDokumen4 halamanSystem Punch List: CategoryBalkishan DyavanapellyBelum ada peringkat
- WPQ Format - SMAWDokumen3 halamanWPQ Format - SMAWBalkishan DyavanapellyBelum ada peringkat
- Daily - Field Inspection Sheet (Date:-Xx - Xx.2018)Dokumen7 halamanDaily - Field Inspection Sheet (Date:-Xx - Xx.2018)Balkishan DyavanapellyBelum ada peringkat
- Consumable Receipt ReportDokumen1 halamanConsumable Receipt ReportBalkishan DyavanapellyBelum ada peringkat
- WPQ Format - SMAWDokumen3 halamanWPQ Format - SMAWBalkishan DyavanapellyBelum ada peringkat
- Welding Report FormattedDokumen1 halamanWelding Report FormattedBalkishan DyavanapellyBelum ada peringkat
- Welding Report FormattedDokumen1 halamanWelding Report FormattedBalkishan DyavanapellyBelum ada peringkat
- Daily - Field Inspection Sheet (Date:-Xx - Xx.2018)Dokumen7 halamanDaily - Field Inspection Sheet (Date:-Xx - Xx.2018)Balkishan DyavanapellyBelum ada peringkat
- Consumable Receipt Report: Received Goods From:-C.R.R.No: - Delivery Challan No: - Delivery DateDokumen1 halamanConsumable Receipt Report: Received Goods From:-C.R.R.No: - Delivery Challan No: - Delivery DateBalkishan DyavanapellyBelum ada peringkat
- (200+) TOP MECHANICAL Engineering Interview Questions With AnswersDokumen101 halaman(200+) TOP MECHANICAL Engineering Interview Questions With Answerssampat kumarBelum ada peringkat
- (Compare Report) SAES-A-502Dokumen19 halaman(Compare Report) SAES-A-502kartik_harwani4387Belum ada peringkat
- AVEVA PADO - Sub Solution - Performance Monitoring System PMSDokumen44 halamanAVEVA PADO - Sub Solution - Performance Monitoring System PMSMuhammad RizaldiBelum ada peringkat
- 136EB052019Dokumen3 halaman136EB052019Naveen niratkarBelum ada peringkat
- Computer Science Engineering Syallabus Kuk Univ.Dokumen131 halamanComputer Science Engineering Syallabus Kuk Univ.Er Saurabh Sharma100% (1)
- Steam Turbine PerformanceDokumen16 halamanSteam Turbine PerformanceVILLANUEVA_DANIEL2064100% (2)
- Electrical New SyllabusDokumen22 halamanElectrical New SyllabusNishikanta MondalBelum ada peringkat
- Mitsubishi Power, Ltd. - Product Lineup1Dokumen2 halamanMitsubishi Power, Ltd. - Product Lineup1KR PABelum ada peringkat
- Preliminary CalculationsDokumen73 halamanPreliminary CalculationsFrancis TanBelum ada peringkat
- Assingment 2Dokumen2 halamanAssingment 2habtish100% (1)
- 113 Using Steam in The Power Plant Course PreviewDokumen19 halaman113 Using Steam in The Power Plant Course PreviewAnonymous q9eCZHMuS100% (1)
- Energy Engineering Unit 1 AssignmentDokumen7 halamanEnergy Engineering Unit 1 AssignmentNilesh Singh100% (1)
- 2nd Law NotesDokumen21 halaman2nd Law NotesShrawan SrivastavaBelum ada peringkat
- AIPM BoilersDokumen150 halamanAIPM Boilerspartha halderBelum ada peringkat
- Thermo Efficiency SystemDokumen16 halamanThermo Efficiency SystemFuchsbau50% (2)
- Steam Blowing Procedure GuideDokumen3 halamanSteam Blowing Procedure GuideLIUJIFENGBelum ada peringkat
- Combined Heat and PowerDokumen19 halamanCombined Heat and PowerAhmad DeyabBelum ada peringkat
- Husk Based Power Plant 6T 32 KG FBC With Single Stage Turbine - For Finance, Subsidy & Project Related Support Contact - 9861458008Dokumen28 halamanHusk Based Power Plant 6T 32 KG FBC With Single Stage Turbine - For Finance, Subsidy & Project Related Support Contact - 9861458008Radha Krishna SahooBelum ada peringkat
- Mobil DTE™ Oil Named Series V68Dokumen3 halamanMobil DTE™ Oil Named Series V68julian jimenezBelum ada peringkat
- ThermodynamicsDokumen2 halamanThermodynamicsEduBelum ada peringkat
- IEEE Guide For Abnormal Frequency Protection For Power Generating PlantsDokumen32 halamanIEEE Guide For Abnormal Frequency Protection For Power Generating PlantsmansourBelum ada peringkat
- Bhel Report PDFDokumen72 halamanBhel Report PDFbalaji100% (1)
- Study On Design of Casing of Steam TurbineDokumen3 halamanStudy On Design of Casing of Steam Turbinesevero97Belum ada peringkat
- Implementation of Gas District Cooling and Co Generation Systems in MalaysiaDokumen9 halamanImplementation of Gas District Cooling and Co Generation Systems in MalaysiamitasyahuBelum ada peringkat
- Thermodynamics PDFDokumen122 halamanThermodynamics PDFPrateek Srivastava100% (1)
- Steady Flow Energy Equation IIDokumen18 halamanSteady Flow Energy Equation IIcataiceBelum ada peringkat
- NTPC Training PresentationDokumen26 halamanNTPC Training Presentationapi-19621388100% (1)
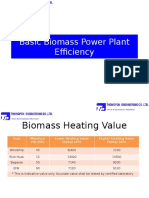
- Basic Biomass Power Plant EfficiencyDokumen12 halamanBasic Biomass Power Plant EfficiencyPichai ChaibamrungBelum ada peringkat
- Zero-Leakage Valve Solutions: Product & Capabilities OverviewDokumen20 halamanZero-Leakage Valve Solutions: Product & Capabilities OverviewAndry HermawanBelum ada peringkat
- ME 24-221 Thermodynamics I Solutions To Extra Problems in Chapter 9: November 17, 2000 J. MurthyDokumen6 halamanME 24-221 Thermodynamics I Solutions To Extra Problems in Chapter 9: November 17, 2000 J. MurthyKen Joshua ValenciaBelum ada peringkat