Anda mungkin juga menyukai
- AM ManufacturingDokumen78 halamanAM ManufacturingAarizMalikBelum ada peringkat
- Rheological Behaviors and Their Correlation With Printing Performance of Silver Paste For LTCC TapeDokumen18 halamanRheological Behaviors and Their Correlation With Printing Performance of Silver Paste For LTCC TaperosealiasBelum ada peringkat
- Ceramic Materials Unit 5,6Dokumen32 halamanCeramic Materials Unit 5,6Akhil BaaBelum ada peringkat
- Seminar ReportDokumen21 halamanSeminar ReportJamie HallBelum ada peringkat
- Solids Control1Dokumen83 halamanSolids Control1Yusian KasiwalliBelum ada peringkat
- Paste Thickening Iron Ore TailingsDokumen8 halamanPaste Thickening Iron Ore TailingsAlejandra Vega Avilez100% (1)
- Boost ConvertorDokumen5 halamanBoost ConvertorFaizan MalikBelum ada peringkat
- Casting Technique FixDokumen37 halamanCasting Technique FixSindhuraj MukherjeeBelum ada peringkat
- Advanced Manufacturing Processes, Pune University, BEDokumen21 halamanAdvanced Manufacturing Processes, Pune University, BESachin KumbharBelum ada peringkat
- Fibres & FilamentsDokumen13 halamanFibres & FilamentsAnonymous PHCzwD8eAOBelum ada peringkat
- Slip Casting Penuangan SlipDokumen37 halamanSlip Casting Penuangan SlipsoonvyBelum ada peringkat
- SRM501E Final ExamDokumen3 halamanSRM501E Final ExammargaridaBelum ada peringkat
- Film Coextrusion Troubleshooting 7832Dokumen29 halamanFilm Coextrusion Troubleshooting 7832OscarLucianoBelum ada peringkat
- Cap Tape Casting - Philippe BochDokumen6 halamanCap Tape Casting - Philippe BochLuiz NóbregaBelum ada peringkat
- Doctor Blade TechniqueDokumen4 halamanDoctor Blade Techniquearunbalaji86Belum ada peringkat
- CERI Regina BulatovaDokumen16 halamanCERI Regina Bulatovakinosraj kumaranBelum ada peringkat
- An Overview of The Use of Rheology For Adhesive ManufacturersDokumen8 halamanAn Overview of The Use of Rheology For Adhesive ManufacturersCublktigressBelum ada peringkat
- Polymer: Norman R. Horn, D.R. PaulDokumen9 halamanPolymer: Norman R. Horn, D.R. Paulpoint_far_artBelum ada peringkat
- Spin-Coating TechniqueDokumen2 halamanSpin-Coating TechniqueOlga BordianBelum ada peringkat
- Viscoelastic Flow Effects in High Speed Injection MouldingDokumen23 halamanViscoelastic Flow Effects in High Speed Injection MouldingGiap NguyenBelum ada peringkat
- Project Report PDFDokumen66 halamanProject Report PDFTEAM LUASKARTBelum ada peringkat
- PasteThickener TechnologyDokumen5 halamanPasteThickener TechnologyRodri GermánBelum ada peringkat
- Slurry Piping DesignDokumen11 halamanSlurry Piping DesignDipanjan ChakrabartiBelum ada peringkat
- The Influence of The Coarse Fraction On The Porosity of Refractory CastablesDokumen12 halamanThe Influence of The Coarse Fraction On The Porosity of Refractory CastablescindernotchBelum ada peringkat
- Membranes 03 00196Dokumen30 halamanMembranes 03 00196listyaBelum ada peringkat
- Dimensional Molding ShrinkagesDokumen18 halamanDimensional Molding Shrinkagessanthosh5242Belum ada peringkat
- Slip CastingDokumen13 halamanSlip CastingRishi DasguptaBelum ada peringkat
- Film Coextrusion Troubleshooting 7832Dokumen28 halamanFilm Coextrusion Troubleshooting 7832Almir MachadoBelum ada peringkat
- A2 RefDokumen4 halamanA2 RefAlya WorkerBelum ada peringkat
- Ion Variada de TunelesDokumen9 halamanIon Variada de TunelesJuan Jose Ocampo MoralesBelum ada peringkat
- Polymer Melt Spin Pack FiltrationDokumen11 halamanPolymer Melt Spin Pack FiltrationbheenwaramBelum ada peringkat
- MCR - 508: Diffusion & Sintering: Course OverviewDokumen16 halamanMCR - 508: Diffusion & Sintering: Course OverviewUjwal YBelum ada peringkat
- Development and Simulation of Extrusion Lamination Process With PolyethyleneDokumen11 halamanDevelopment and Simulation of Extrusion Lamination Process With Polyethylenecehiguera100% (1)
- Basic MethodDokumen13 halamanBasic MethodGagan H PBelum ada peringkat
- Notes 3Dokumen91 halamanNotes 3akshay kumarBelum ada peringkat
- Compression and Transfer MoldingDokumen34 halamanCompression and Transfer MoldingRony ShielaBelum ada peringkat
- Tacticity of PolymersDokumen8 halamanTacticity of PolymersKhaulla AwanBelum ada peringkat
- Polymer Matrix CompositesDokumen84 halamanPolymer Matrix Compositesعلي الشمريBelum ada peringkat
- Drilling Fluids PDFDokumen12 halamanDrilling Fluids PDFnikhil_barshettiwat95% (20)
- Control of Slag in CCMDokumen19 halamanControl of Slag in CCMKucheluduBelum ada peringkat
- Ceramic Material Technology 6Dokumen17 halamanCeramic Material Technology 6dhamoBelum ada peringkat
- 30 Polyester Films Vol. 11Dokumen12 halaman30 Polyester Films Vol. 11ichsan hakimBelum ada peringkat
- Acoustic Properties of Sound Absorbing, Poly-Mer-Modified Porous Cement MortarsDokumen12 halamanAcoustic Properties of Sound Absorbing, Poly-Mer-Modified Porous Cement MortarsDomenico VizzariBelum ada peringkat
- PolymersDokumen14 halamanPolymersvanshpkotharistudyBelum ada peringkat
- 2-1 Preparation of Membranes-Polymeric MembranesDokumen46 halaman2-1 Preparation of Membranes-Polymeric MembranessuchismitapalBelum ada peringkat
- Chapter 7Dokumen85 halamanChapter 7tilki2007Belum ada peringkat
- Mould MonitoringDokumen8 halamanMould MonitoringFrederico LopesBelum ada peringkat
- Thermoplastic 3D Printing - An Additive Manufacturing Method For Producing Dense CeramicsDokumen6 halamanThermoplastic 3D Printing - An Additive Manufacturing Method For Producing Dense Ceramicsmzaq1Belum ada peringkat
- (2007) Analysis of Microporous Membranes Obtained From PPDokumen10 halaman(2007) Analysis of Microporous Membranes Obtained From PPsateeshbondaBelum ada peringkat
- 1 s2.0 S0009250905006202 MainDokumen15 halaman1 s2.0 S0009250905006202 MainCamelia MoiseBelum ada peringkat
- MCR - 508: Diffusion & SinteringDokumen34 halamanMCR - 508: Diffusion & SinteringUjwal YBelum ada peringkat
- New Text DocumentDokumen7 halamanNew Text Documentamarjeet singhBelum ada peringkat
- Aggregates: CE 201 Engineering MaterialsDokumen17 halamanAggregates: CE 201 Engineering MaterialsMahadi HasanBelum ada peringkat
- Plastic Technology (Uyumluluk Modu)Dokumen72 halamanPlastic Technology (Uyumluluk Modu)Suchetha RajuBelum ada peringkat
- Membrane PreparationDokumen37 halamanMembrane Preparationas.musa.ce053815Belum ada peringkat
- Resin Transfer Molding Process Fundamentals, Numerical Computation and ExperimentsDokumen31 halamanResin Transfer Molding Process Fundamentals, Numerical Computation and ExperimentsVKB Library iisuBelum ada peringkat
- Analysis of Microporous Membranes Obtain - PDF (R-3) PDFDokumen11 halamanAnalysis of Microporous Membranes Obtain - PDF (R-3) PDFFaaz AqeelBelum ada peringkat
- Roll-to-Roll Manufacturing: Process Elements and Recent AdvancesDari EverandRoll-to-Roll Manufacturing: Process Elements and Recent AdvancesJehuda GreenerBelum ada peringkat
- AcsirDokumen8 halamanAcsirSrikanth BatnaBelum ada peringkat
- Drying of Granular Layers: Granular Film Slip CastingDokumen16 halamanDrying of Granular Layers: Granular Film Slip CastingSrikanth BatnaBelum ada peringkat
- Blrpi 49 2014Dokumen1 halamanBlrpi 49 2014Srikanth BatnaBelum ada peringkat
- Materials For Nuclear Power GenerationDokumen14 halamanMaterials For Nuclear Power GenerationSrikanth BatnaBelum ada peringkat
- Basic Concepts of Superconductivity-1Dokumen9 halamanBasic Concepts of Superconductivity-1Srikanth BatnaBelum ada peringkat
- Milling ImpDokumen17 halamanMilling ImpTejas KumarBelum ada peringkat
- Investigation of Technical and Economic Aspects For Methanol Production Through CO2 Hydrogenation PDFDokumen13 halamanInvestigation of Technical and Economic Aspects For Methanol Production Through CO2 Hydrogenation PDFCarlosBelum ada peringkat
- ICD Brookfield Place Brochure 05.05.2021Dokumen24 halamanICD Brookfield Place Brochure 05.05.2021Febin ShakibBelum ada peringkat
- Abdullah Project ReportDokumen15 halamanAbdullah Project ReportHafiz AbdullahBelum ada peringkat
- Parking Management: Strategies, Evaluation and PlanningDokumen31 halamanParking Management: Strategies, Evaluation and PlanningTeros01Belum ada peringkat
- Target MonetaryDokumen9 halamanTarget MonetaryKuldeep RupareliaBelum ada peringkat
- Evolution Spas Manual ENG-19 PDFDokumen44 halamanEvolution Spas Manual ENG-19 PDFAnonymous 0aFzcZ100% (1)
- Master Cyilinder Actuation Package CO Pneumatic Release ActuatorDokumen2 halamanMaster Cyilinder Actuation Package CO Pneumatic Release ActuatorEliud RodriguezBelum ada peringkat
- Original PDF Physical Geology Today by Damian Nance PDFDokumen41 halamanOriginal PDF Physical Geology Today by Damian Nance PDFnoe.simons469100% (24)
- Approved Construction Details: For Part L2 (England and Wales) and Part J (Scotland)Dokumen76 halamanApproved Construction Details: For Part L2 (England and Wales) and Part J (Scotland)Eleanor Knowles100% (6)
- Carbon Aerogels For Electrochemical Applications - Journal of Non Crystalline Solids - Pekala - 1998Dokumen7 halamanCarbon Aerogels For Electrochemical Applications - Journal of Non Crystalline Solids - Pekala - 1998Fadhlullah RamadhaniBelum ada peringkat
- 10 Year Plan and Updates Engr. Arnel VitugDokumen49 halaman10 Year Plan and Updates Engr. Arnel VitugNy Li NamBelum ada peringkat
- Agc Structure For Smart GridsDokumen14 halamanAgc Structure For Smart GridsAkash NaiduBelum ada peringkat
- Vimp Question Chem: A) 8,8 B) 4,4 C) 6,6 D) 8,4Dokumen3 halamanVimp Question Chem: A) 8,8 B) 4,4 C) 6,6 D) 8,4Ankit SinghBelum ada peringkat
- 2007 Oprema Za Gole I Izolirane Nadzemne Elektromagnetske Mreze HR PDFDokumen212 halaman2007 Oprema Za Gole I Izolirane Nadzemne Elektromagnetske Mreze HR PDFTarik KrivokapaBelum ada peringkat
- Cloud Point of Diesel Fuel: Application NoteDokumen2 halamanCloud Point of Diesel Fuel: Application Noteanilkumar995472Belum ada peringkat
- Data Sheet of Pressure Safety Valve: GeneralDokumen1 halamanData Sheet of Pressure Safety Valve: Generalenghemo89Belum ada peringkat
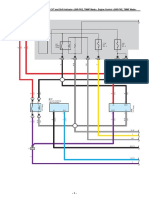
- Cruise Control, CVT and Shift Indicator, Engine ControlDokumen27 halamanCruise Control, CVT and Shift Indicator, Engine ControlRicardoBelum ada peringkat
- Training ReportDokumen21 halamanTraining ReportPiyush Khandait0% (1)
- Water: Basics in Food Chemistry WaterDokumen16 halamanWater: Basics in Food Chemistry WaterRahul Paul AbrahamBelum ada peringkat
- Generadores BaldorDokumen28 halamanGeneradores BaldorRobert CamposBelum ada peringkat
- Free Energy GeneratorDokumen2 halamanFree Energy GeneratorAamir ShaikhBelum ada peringkat
- P143 Pressure Regulator: ApplicationsDokumen3 halamanP143 Pressure Regulator: ApplicationsFaisal FaizBelum ada peringkat
- Aquarea Split Systems Installation Handbook 2013 (A2W-SPX-130305-012)Dokumen80 halamanAquarea Split Systems Installation Handbook 2013 (A2W-SPX-130305-012)Anonymous ec2P0F5iKXBelum ada peringkat
- of Gatorade..Dokumen29 halamanof Gatorade..Jay ThakkarBelum ada peringkat
- Phasor Analysis of Mechanical Systems Rev B PDFDokumen6 halamanPhasor Analysis of Mechanical Systems Rev B PDFBjørn-Magnus MoslåttBelum ada peringkat
- IEC 61869 Replacing IEC 60044Dokumen2 halamanIEC 61869 Replacing IEC 60044josevil79Belum ada peringkat
- PUPID May 2023 LoggerDokumen43 halamanPUPID May 2023 LoggerAlberto FernandezBelum ada peringkat
- EN ASFA AU Koplík UV - VIS - Spectrometry PDFDokumen12 halamanEN ASFA AU Koplík UV - VIS - Spectrometry PDFJonathanPolaniaOsorioBelum ada peringkat
- Ismt LTD (2019-2020)Dokumen150 halamanIsmt LTD (2019-2020)Nimit BhimjiyaniBelum ada peringkat
- Chapter 11 - Valves and Actuators With The NAMUR-InterfaceDokumen13 halamanChapter 11 - Valves and Actuators With The NAMUR-InterfaceJoseph MagonduBelum ada peringkat