Anda mungkin juga menyukai
- Quality Circle (Hindi) 14 - 05 - 2011 (Read-Only)Dokumen40 halamanQuality Circle (Hindi) 14 - 05 - 2011 (Read-Only)Atul Sharma100% (1)
- Girls Hostel FormDokumen1 halamanGirls Hostel FormDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Black Belt Training - Module 2 - Day 1Dokumen89 halamanBlack Belt Training - Module 2 - Day 1haythemBelum ada peringkat
- DK Qap QHS 12-FR 03-R6 - CarDokumen1 halamanDK Qap QHS 12-FR 03-R6 - CarErlan Gus HermawanBelum ada peringkat
- Problem Solving Tools: Training Module OnDokumen46 halamanProblem Solving Tools: Training Module Onmiso73Belum ada peringkat
- QC Plan For The Year - 2007Dokumen9 halamanQC Plan For The Year - 2007rajaabidBelum ada peringkat
- Measurement Systems: AnalysisDokumen114 halamanMeasurement Systems: AnalysisAZIZ KUMARBelum ada peringkat
- Lean Training New PDFDokumen93 halamanLean Training New PDFRagu RamsinghBelum ada peringkat
- QMS Formats PDFDokumen11 halamanQMS Formats PDFBhavin SukhadiyaBelum ada peringkat
- Difference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDokumen19 halamanDifference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDanang Widoyoko100% (1)
- Phase DPMODokumen65 halamanPhase DPMOKefin TajebBelum ada peringkat
- NC Analysis Report 3L5Y-Blank FormatDokumen160 halamanNC Analysis Report 3L5Y-Blank Formatshobha shelarBelum ada peringkat
- QMS Doc Req.01Dokumen10 halamanQMS Doc Req.01AliBelum ada peringkat
- QC - Story - Format JBM GroupDokumen28 halamanQC - Story - Format JBM GroupAshish GuptaBelum ada peringkat
- Ilide - Info Msil Training On Vsa Check Sheet PRDokumen145 halamanIlide - Info Msil Training On Vsa Check Sheet PRShubham SainiBelum ada peringkat
- Presentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishraDokumen28 halamanPresentation Guidelines: Case Study - Zero Defect Drive by Laxmikant MishrapiyushBelum ada peringkat
- 4M ManagementDokumen5 halaman4M ManagementSachin YadavBelum ada peringkat
- PPAP Sign Off Checklist (3rd Ed) : Product Submission Warrant (PSW)Dokumen1 halamanPPAP Sign Off Checklist (3rd Ed) : Product Submission Warrant (PSW)SudhaBelum ada peringkat
- GLC - 5 S Presentation PDFDokumen118 halamanGLC - 5 S Presentation PDFVenkatesanBelum ada peringkat
- QM PillarDokumen49 halamanQM PillarMAngesh GadeBelum ada peringkat
- Internal Audit Check List MRDokumen3 halamanInternal Audit Check List MRGanesh Iyer100% (1)
- SMM598 Six Sigma For Managers May June 2Dokumen12 halamanSMM598 Six Sigma For Managers May June 2MickloSoberanBelum ada peringkat
- IATF ManualDokumen62 halamanIATF ManualqualityBelum ada peringkat
- ZED PresentationDokumen13 halamanZED PresentationSatbir SinghBelum ada peringkat
- NCM DB - 8D Problem Solving Training Ver 1.1Dokumen24 halamanNCM DB - 8D Problem Solving Training Ver 1.1Memo Gonzalez Aleman100% (1)
- 7QC ToolsDokumen48 halaman7QC ToolsSudhagarBelum ada peringkat
- UntitledDokumen19 halamanUntitledSuresh KumarBelum ada peringkat
- Supplier APQP Training SupplementDokumen78 halamanSupplier APQP Training SupplementjcperezBelum ada peringkat
- Quality Alert / Flash Note: Photo / Sketch:-Ng Part Photo / Sketch: - Ok PartDokumen1 halamanQuality Alert / Flash Note: Photo / Sketch:-Ng Part Photo / Sketch: - Ok PartMohit SinghBelum ada peringkat
- Corrective Actions For Not Ok Charcteristics: Months - July13Dokumen1 halamanCorrective Actions For Not Ok Charcteristics: Months - July13shobha shelarBelum ada peringkat
- Chapter 5 - Quality CostDokumen16 halamanChapter 5 - Quality CostDM RodBelum ada peringkat
- 7.2.4 APQP Phase 1 Checklist Dec 2013Dokumen24 halaman7.2.4 APQP Phase 1 Checklist Dec 2013Mani Rathinam RajamaniBelum ada peringkat
- COPQDokumen17 halamanCOPQJoni Mart sitio100% (1)
- QC ToolsDokumen51 halamanQC ToolsMonu SharmaBelum ada peringkat
- VDA 6.3 Management: R. Dan ReidDokumen61 halamanVDA 6.3 Management: R. Dan ReidAlpha Excellence consultingBelum ada peringkat
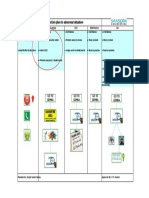
- Standard Reaction Plan To Abnormal Situation: Restart ProcessDokumen1 halamanStandard Reaction Plan To Abnormal Situation: Restart ProcessDeepak kumarBelum ada peringkat
- Development-Roles & ResponsibilityDokumen6 halamanDevelopment-Roles & ResponsibilityNaveen SolankiBelum ada peringkat
- Core ObjectiveDokumen1 halamanCore ObjectiveMatthew LeeBelum ada peringkat
- GM 1927 Supplier Quality Manual - Sept2009Dokumen107 halamanGM 1927 Supplier Quality Manual - Sept2009Bau2Nine100% (1)
- 7 QC ToolsDokumen8 halaman7 QC ToolspremBelum ada peringkat
- Cost of QualityDokumen4 halamanCost of QualitynowsheenbdBelum ada peringkat
- Action Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableDokumen39 halamanAction Plan For Red & Yellow Resp TGT Date Implemented / Proof Available Under Progress Not Implemented / Proof Not AvailableSanjay KumarBelum ada peringkat
- PFD and Pqcs of Can Rear BreakDokumen16 halamanPFD and Pqcs of Can Rear BreakVikas KashyapBelum ada peringkat
- Non Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLDokumen1 halamanNon Conformity Report: Part Name:-Clamp Bolt Model: M4 Clamp Bolt Supplier:-Paradise Indus. Customer: PICLAyush NarangBelum ada peringkat
- Module 13. Voice of The Customer (VOC)Dokumen47 halamanModule 13. Voice of The Customer (VOC)taghavi1347Belum ada peringkat
- 7 QC Tools: Training Module OnDokumen30 halaman7 QC Tools: Training Module Onvipul guptaBelum ada peringkat
- Module Information Module Title Quality Management and Six Sigma Module Code EMM502Dokumen5 halamanModule Information Module Title Quality Management and Six Sigma Module Code EMM502sigmasundarBelum ada peringkat
- Process Audit Check SheetDokumen5 halamanProcess Audit Check SheetaliBelum ada peringkat
- Changes in IATF 2016Dokumen137 halamanChanges in IATF 2016nichecon1Belum ada peringkat
- Supplier APQP TrainingDokumen32 halamanSupplier APQP TrainingvivekBelum ada peringkat
- IATF 16949-2016 Requirements.Dokumen24 halamanIATF 16949-2016 Requirements.Gaurav Kansara100% (1)
- 8DDokumen117 halaman8DLokesh NarasimhaiahBelum ada peringkat
- APQP 1st Phase Input and OutputDokumen1 halamanAPQP 1st Phase Input and OutputSunilBelum ada peringkat
- Production Part Approval Process (Ppap) Tracker - ChecklistDokumen4 halamanProduction Part Approval Process (Ppap) Tracker - Checklistkrds chidBelum ada peringkat
- IMS Objectives Review Report, FY 19-20Dokumen1 halamanIMS Objectives Review Report, FY 19-20Chintala YesukiranBelum ada peringkat
- Quality CricleDokumen22 halamanQuality CricleQSSD ENTERPRISESBelum ada peringkat
- NCR Supplier PPAP Training PresentationDokumen166 halamanNCR Supplier PPAP Training Presentationmelissa mendoza0% (1)
- The Case Against The AIAG-VDA DFMEADokumen22 halamanThe Case Against The AIAG-VDA DFMEA57641Belum ada peringkat
- Supplier Performance Management Process A Complete Guide - 2019 EditionDari EverandSupplier Performance Management Process A Complete Guide - 2019 EditionBelum ada peringkat
- Aahan's BirthdayDokumen22 halamanAahan's BirthdayDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Quality Circles For Vikramshila StudentsDokumen22 halamanQuality Circles For Vikramshila StudentsDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- New File ListDokumen2 halamanNew File ListDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Educational Multimedia On Hydraulics and PneumaticsDokumen89 halamanEducational Multimedia On Hydraulics and PneumaticsDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- 2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014Dokumen8 halaman2 Dipak Vinayak Shirbhate VSRDIJMCAPE 3631 Research Paper 4 8 August 2014DIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Dipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014Dokumen4 halamanDipak Vinayak Shirbhate VSRDIJCSIT 3479 Research Communication June 2014DIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Prospectus For 13-14Dokumen42 halamanProspectus For 13-14DIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Quality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDokumen34 halamanQuality Circle A Case Study: Prof. D.V. Shirbhate Principal, Vikramshila Polytechnic DarapurDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Boys Hostel FormDokumen1 halamanBoys Hostel FormDIPAK VINAYAK SHIRBHATE100% (1)
- Salary Slip - May 2014Dokumen5 halamanSalary Slip - May 2014DIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Domestic Water Heater PDFDokumen39 halamanDomestic Water Heater PDFDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Prospectus For 14-15Dokumen44 halamanProspectus For 14-15DIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Pramod Naik's Letter Director MsbteDokumen1 halamanPramod Naik's Letter Director MsbteDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Prospectus Data 2013-14Dokumen12 halamanProspectus Data 2013-14DIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Creativity & The Business IdeaDokumen12 halamanCreativity & The Business IdeaDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Inplant TrainingDokumen1 halamanInplant TrainingDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Importance of Diploma Education For Rural StudentsnnDokumen55 halamanImportance of Diploma Education For Rural Studentsnnvspd2010Belum ada peringkat
- Nss Allotment Request Letter ModifiedDokumen2 halamanNss Allotment Request Letter ModifiedDIPAK VINAYAK SHIRBHATE75% (4)
- Classification of EnterprenuersDokumen12 halamanClassification of EnterprenuersDIPAK VINAYAK SHIRBHATE100% (2)
- Proposal For New PolytechnicDokumen7 halamanProposal For New PolytechnicDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Rule 3Dokumen1 halamanRule 3DIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Leave ApplicationDokumen2 halamanLeave ApplicationDIPAK VINAYAK SHIRBHATE100% (2)
- Autocad 2009 Tips and Tricks DVSDokumen24 halamanAutocad 2009 Tips and Tricks DVSDIPAK VINAYAK SHIRBHATEBelum ada peringkat
- Understanding and Teaching Fractions: Sybilla BeckmannDokumen26 halamanUnderstanding and Teaching Fractions: Sybilla Beckmannjhicks_mathBelum ada peringkat
- Module 1 Lesson 2Dokumen31 halamanModule 1 Lesson 2Angela Rose BanastasBelum ada peringkat
- Case Study - Kelompok 2Dokumen5 halamanCase Study - Kelompok 2elida wenBelum ada peringkat
- Practical Modern SCADA Protocols. DNP3, 60870.5 and Related SystemsDokumen4 halamanPractical Modern SCADA Protocols. DNP3, 60870.5 and Related Systemsalejogomez200Belum ada peringkat
- Final Selection Criteria Tunnel Cons TraDokumen32 halamanFinal Selection Criteria Tunnel Cons TraMd Mobshshir NayeemBelum ada peringkat
- Syllabus PDFDokumen3 halamanSyllabus PDFBibin Raj B SBelum ada peringkat
- 788 ManualDokumen16 halaman788 Manualn0rdBelum ada peringkat
- Santu BabaDokumen2 halamanSantu Babaamveryhot0950% (2)
- 2-1. Drifting & Tunneling Drilling Tools PDFDokumen9 halaman2-1. Drifting & Tunneling Drilling Tools PDFSubhash KediaBelum ada peringkat
- Expression of Interest (Consultancy) (BDC)Dokumen4 halamanExpression of Interest (Consultancy) (BDC)Brave zizBelum ada peringkat
- Instructions For Preparing Manuscript For Ulunnuha (2019 Template Version) Title (English and Arabic Version)Dokumen4 halamanInstructions For Preparing Manuscript For Ulunnuha (2019 Template Version) Title (English and Arabic Version)Lailatur RahmiBelum ada peringkat
- Dreaded Attack - Voyages Community Map Rules v1Dokumen2 halamanDreaded Attack - Voyages Community Map Rules v1jBelum ada peringkat
- Gaming Ports MikrotikDokumen6 halamanGaming Ports MikrotikRay OhmsBelum ada peringkat
- Please Refer Tender Document and Annexures For More DetailsDokumen1 halamanPlease Refer Tender Document and Annexures For More DetailsNAYANMANI NAMASUDRABelum ada peringkat
- Wwii TictactoeDokumen2 halamanWwii Tictactoeapi-557780348Belum ada peringkat
- TESTDokumen27 halamanTESTLegal CheekBelum ada peringkat
- Bba VDokumen2 halamanBba VkunalbrabbitBelum ada peringkat
- All Day Breakfast: .Served With Cappuccino or Espresso or Lime Juice or TeaDokumen7 halamanAll Day Breakfast: .Served With Cappuccino or Espresso or Lime Juice or TeaBryan KuoKyBelum ada peringkat
- Binary OptionsDokumen24 halamanBinary Optionssamsa7Belum ada peringkat
- What Is Universe?Dokumen19 halamanWhat Is Universe?Ruben M. VerdidaBelum ada peringkat
- Current Concepts in Elbow Fracture Dislocation: Adam C Watts, Jagwant Singh, Michael Elvey and Zaid HamoodiDokumen8 halamanCurrent Concepts in Elbow Fracture Dislocation: Adam C Watts, Jagwant Singh, Michael Elvey and Zaid HamoodiJoão Artur BonadimanBelum ada peringkat
- 19c Upgrade Oracle Database Manually From 12C To 19CDokumen26 halaman19c Upgrade Oracle Database Manually From 12C To 19Cjanmarkowski23Belum ada peringkat
- The Wayland News October 2014Dokumen16 halamanThe Wayland News October 2014Julian HornBelum ada peringkat
- International Security Notes International Security NotesDokumen34 halamanInternational Security Notes International Security NotesBEeNaBelum ada peringkat
- Concrete Repair Manual (2017)Dokumen59 halamanConcrete Repair Manual (2017)Fernando EscriváBelum ada peringkat
- Bad Memories Walkthrough 0.52Dokumen10 halamanBad Memories Walkthrough 0.52Micael AkumaBelum ada peringkat
- Faa Data On B 777 PDFDokumen104 halamanFaa Data On B 777 PDFGurudutt PaiBelum ada peringkat
- Mahesh R Pujar: (Volume3, Issue2)Dokumen6 halamanMahesh R Pujar: (Volume3, Issue2)Ignited MindsBelum ada peringkat
- Importance of Communications 05sept2023Dokumen14 halamanImportance of Communications 05sept2023Sajib BhattacharyaBelum ada peringkat
- ResumeDokumen3 halamanResumeapi-280300136Belum ada peringkat