Anda mungkin juga menyukai
- Selección de Motores ElectricosDokumen59 halamanSelección de Motores ElectricosAlejandroInostrozaBelum ada peringkat
- Certificado de Atención en Nuestro Centro DentalDokumen1 halamanCertificado de Atención en Nuestro Centro Dentalvaleria_ville100% (2)
- Prblemas ResistDokumen19 halamanPrblemas Resistjhermosell0% (1)
- Informe de RebobinadoDokumen22 halamanInforme de RebobinadoMario SandovalBelum ada peringkat
- Practica 3 Mando 2motores Restriccion de Arranque y ParadaDokumen3 halamanPractica 3 Mando 2motores Restriccion de Arranque y ParadaJonnathan Tobayz100% (1)
- Banco de Preguntas Alta TensionDokumen12 halamanBanco de Preguntas Alta TensionSaul Yahua HumpireBelum ada peringkat
- Confeccion BobinasDokumen227 halamanConfeccion BobinasJorge González GómezBelum ada peringkat
- Conversion ElectromecanicaDokumen26 halamanConversion ElectromecanicaCarlos Rudas RamirezBelum ada peringkat
- 8 - NTP - IEMT Norma Téc Particular Instal de Enlace en MTDokumen29 halaman8 - NTP - IEMT Norma Téc Particular Instal de Enlace en MTAlex0% (1)
- Practica Estrella TrianguloDokumen7 halamanPractica Estrella TrianguloalandeakerBelum ada peringkat
- Conexión SteinmetzDokumen5 halamanConexión SteinmetzPablo PirsBelum ada peringkat
- Maquinas Prueba Corriente ContinuaDokumen20 halamanMaquinas Prueba Corriente ContinuaVALERIA NICOLE TORRES TERANBelum ada peringkat
- Control de Velocidad de Maquinas de Corriente ContinuaDokumen7 halamanControl de Velocidad de Maquinas de Corriente ContinuaMichel Martinez FloresBelum ada peringkat
- Sistemas de PropulsiónDokumen7 halamanSistemas de Propulsiónjeynner sanchezBelum ada peringkat
- Guia Maquinas ElectricasDokumen13 halamanGuia Maquinas ElectricasNels ArenasBelum ada peringkat
- Ado de Motores ElectricosDokumen259 halamanAdo de Motores ElectricosFelix Rodriguez100% (2)
- Actividad 2 de Maquinas Electricas RotativasDokumen13 halamanActividad 2 de Maquinas Electricas RotativasJulio Torres100% (1)
- Guia Motores MonofasicosDokumen35 halamanGuia Motores MonofasicosAna Leòn BenaventeBelum ada peringkat
- Niveles de Proteccion de RedDokumen8 halamanNiveles de Proteccion de Redwalexx04Belum ada peringkat
- Trihal Espa+ OlDokumen16 halamanTrihal Espa+ OlDenis Alexander Chavez PerezBelum ada peringkat
- Protecciones Eléctricas para Motor TrifásicoDokumen25 halamanProtecciones Eléctricas para Motor TrifásicoCristian SaavedraBelum ada peringkat
- Motor Dahlander - ExamenDokumen2 halamanMotor Dahlander - Examendavidyovera100% (2)
- Interpretacion de Placa de Datos de TransformadoresDokumen24 halamanInterpretacion de Placa de Datos de TransformadoresEdisme Estudios Mantenimiento100% (1)
- Diapositivas Maquinas Eléctricas IIDokumen82 halamanDiapositivas Maquinas Eléctricas IIफ़्रैंक्ज़ो लोपेज100% (1)
- Automatización Industrial PDFDokumen28 halamanAutomatización Industrial PDFmil16Belum ada peringkat
- Transformadores de CorrienteDokumen20 halamanTransformadores de CorrienteEduardo CDiazBelum ada peringkat
- Devanados MaqDokumen8 halamanDevanados Maqapi-3807426100% (1)
- Corrientes InducidasDokumen4 halamanCorrientes InducidasFLORENCIA LOPEZBelum ada peringkat
- Arrancadores Directos de MotoresDokumen3 halamanArrancadores Directos de MotoresJaime Alberto Ortega Borrero100% (1)
- Practica 5 AutomatizacionDokumen3 halamanPractica 5 AutomatizacionSILVIABelum ada peringkat
- Maquinas Electricas 040108Dokumen31 halamanMaquinas Electricas 040108Jaime HuarcayaBelum ada peringkat
- Bobinado de Motres TrifasicosDokumen16 halamanBobinado de Motres TrifasicosCHRISTIANBelum ada peringkat
- Manual DPSDokumen15 halamanManual DPSRené Carrillo100% (1)
- Info Motores de InduccionDokumen7 halamanInfo Motores de InduccionLuis RamirezBelum ada peringkat
- Iram 63074 - 2008Dokumen34 halamanIram 63074 - 2008JoseBelum ada peringkat
- TransformadoresDokumen5 halamanTransformadoresjhonBelum ada peringkat
- Bobinado MotoresDokumen36 halamanBobinado Motoresfmartinese100% (9)
- Codigo Colores ConductoresDokumen23 halamanCodigo Colores Conductoresmarlblanco21100% (1)
- Manual Analizador de Red Circutor c80Dokumen25 halamanManual Analizador de Red Circutor c80cast01Belum ada peringkat
- Alecop 03 ELECTROTECNIA PDFDokumen20 halamanAlecop 03 ELECTROTECNIA PDFjulian_a_aBelum ada peringkat
- BOBINASDokumen13 halamanBOBINASCarlos LinoBelum ada peringkat
- Motor SaverDokumen0 halamanMotor SaverFredy Martínez GonzaloBelum ada peringkat
- Motor TrifasicoDokumen4 halamanMotor TrifasicoMiguelAlvarezBelum ada peringkat
- Componentes de Una Red en Media TensiónDokumen19 halamanComponentes de Una Red en Media TensiónMorelia CanalesBelum ada peringkat
- Electricidad BasicaDokumen3 halamanElectricidad BasicaDiego Chávez Samaniego100% (1)
- GUÍA DIDÁCTICA Máquinas EléctricasDokumen42 halamanGUÍA DIDÁCTICA Máquinas EléctricasRICHARD MAYORGA CHAVEZBelum ada peringkat
- WattmetrosDokumen5 halamanWattmetrosIan Ramírez100% (4)
- Efectos de Las Impedancias de Los Transform Adores en Los Circuitos TrifasicoDokumen19 halamanEfectos de Las Impedancias de Los Transform Adores en Los Circuitos TrifasicoKaren Alina Landacay SantariaBelum ada peringkat
- MIC 1306 Mantenimiento Eléctrico ElectrónicoDokumen8 halamanMIC 1306 Mantenimiento Eléctrico ElectrónicoVianey Guadalupe100% (1)
- Dibujo Tecnico para ELECTROTECNIA Sesion 8 y 9Dokumen43 halamanDibujo Tecnico para ELECTROTECNIA Sesion 8 y 9Frank Omar Sandoval CustodioBelum ada peringkat
- Diseño de SPT-2Dokumen41 halamanDiseño de SPT-2Sid OoBelum ada peringkat
- Uso MeggerDokumen2 halamanUso Meggeraris09yekofBelum ada peringkat
- Planos ElectricosDokumen188 halamanPlanos ElectricosMiguel TorresBelum ada peringkat
- Fallas en Motores ElectricosDokumen13 halamanFallas en Motores ElectricosGio RzzBelum ada peringkat
- Identificar Placas de Motores TrifásicosDokumen7 halamanIdentificar Placas de Motores Trifásicosarpy22Belum ada peringkat
- Ado de Motores de Corriente AlternaDokumen36 halamanAdo de Motores de Corriente AlternaCarlos Luis MuñozBelum ada peringkat
- BobinadoDokumen36 halamanBobinadoNeiby RattiBelum ada peringkat
- MikiiiiDokumen28 halamanMikiiiiJuan Miguel Llicahua CarrionBelum ada peringkat
- Bobinado Concentrico Por Polos ConsecuentesDokumen9 halamanBobinado Concentrico Por Polos Consecuenteserlin2Belum ada peringkat
- Rebobinado de Motores Monofásicos de Corriente AlternaDokumen9 halamanRebobinado de Motores Monofásicos de Corriente AlternaGerardo GuzmanBelum ada peringkat
- Bobinado ExcéntricoDokumen20 halamanBobinado ExcéntricoMard TorresBelum ada peringkat
- Apendice Ensayos de Maquinas Electricas Fiee UnacDokumen7 halamanApendice Ensayos de Maquinas Electricas Fiee Unacvaleria_villeBelum ada peringkat
- Primeras Paginas EL Habito InnovarDokumen18 halamanPrimeras Paginas EL Habito InnovarAndres Acosta0% (1)
- Guía Del Motor Electrico ABBDokumen11 halamanGuía Del Motor Electrico ABBvaleria_villeBelum ada peringkat
- Memoria Tipo Vivienda UnifamiliarDokumen61 halamanMemoria Tipo Vivienda UnifamiliarJosé Pedro Mendoza RíosBelum ada peringkat
- RNE - Parte 05 PDFDokumen0 halamanRNE - Parte 05 PDFCarlos RojasBelum ada peringkat
- Memoria Desc.Dokumen7 halamanMemoria Desc.Alejandra Leirana GarciaBelum ada peringkat
- Cuaderno de Valores PDFDokumen48 halamanCuaderno de Valores PDFNataly Filoza TalmaBelum ada peringkat
- Taller de Innovacion para Generacion de IdeasDokumen62 halamanTaller de Innovacion para Generacion de Ideasvaleria_villeBelum ada peringkat
- Especificaciones de Instalaciones Electricas para Caja Trujillo YurimaguasDokumen14 halamanEspecificaciones de Instalaciones Electricas para Caja Trujillo Yurimaguasvaleria_villeBelum ada peringkat
- Especificaciones Tecnicas Inst. Electricas MoyobambaDokumen14 halamanEspecificaciones Tecnicas Inst. Electricas Moyobambavaleria_villeBelum ada peringkat
- Poliza CarDokumen1 halamanPoliza Carvaleria_villeBelum ada peringkat
- Poliza CarDokumen1 halamanPoliza Carvaleria_villeBelum ada peringkat
- Planos Sanitarios para SedapalDokumen1 halamanPlanos Sanitarios para Sedapalvaleria_ville100% (1)
- Manual Maestro Obra Aceros ArequipaDokumen52 halamanManual Maestro Obra Aceros ArequipaMoises Medina EstelaBelum ada peringkat
- CapDokumen1 halamanCapvaleria_villeBelum ada peringkat
- Solicitud Derechos de RevisionDokumen1 halamanSolicitud Derechos de RevisionPablo ZapataBelum ada peringkat
- Memoria Descriptiva de ArquitecturaDokumen24 halamanMemoria Descriptiva de ArquitecturaCesar C Bllrt75% (4)
- ArrendadoDokumen1 halamanArrendadoJuanca PiaBelum ada peringkat
- Modelo de Un Cuadro de CargasDokumen1 halamanModelo de Un Cuadro de Cargaschascalucero14738Belum ada peringkat
- Cer - de Habiliadad Arquitecto1Dokumen2 halamanCer - de Habiliadad Arquitecto1Arq Francisco Sánchez CuriBelum ada peringkat
- Cotizacion 3644Dokumen3 halamanCotizacion 3644valeria_villeBelum ada peringkat
- Solicitud Derechos de RevisionDokumen1 halamanSolicitud Derechos de RevisionPablo ZapataBelum ada peringkat
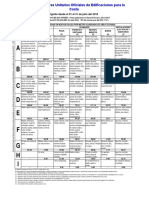
- Cuadro de Valores Unitarios-Julio 2016 CostaDokumen1 halamanCuadro de Valores Unitarios-Julio 2016 CostaZendel Freddy100% (1)
- Guia Constitucion EmpresasDokumen136 halamanGuia Constitucion EmpresasValencia Quispe CesarBelum ada peringkat
- RazonamientoDokumen34 halamanRazonamientoGerardo Chimbolema GamboaBelum ada peringkat
- Registro Matematica 1° ADokumen3 halamanRegistro Matematica 1° Avaleria_villeBelum ada peringkat
- Dimensionamiento de La Alimentación de MotoresDokumen8 halamanDimensionamiento de La Alimentación de MotoresDario Leguia LisbonBelum ada peringkat
- Tesis Subestaciones ElectricasDokumen34 halamanTesis Subestaciones Electricasvaleria_villeBelum ada peringkat
- Lista de Útiles 6to GradoDokumen1 halamanLista de Útiles 6to GradoDaniel NadaMasBelum ada peringkat
- MC324Dokumen4 halamanMC324juanalberto1234Belum ada peringkat
- Examen Tema 3 Estructuras Del VehículoDokumen7 halamanExamen Tema 3 Estructuras Del VehículoJuan GomezBelum ada peringkat
- Solenoid Valves Proportional Valves Stainless Steel Brass Body 202 CAT 00021GBDokumen2 halamanSolenoid Valves Proportional Valves Stainless Steel Brass Body 202 CAT 00021GBPiedad GoBelum ada peringkat
- Tolon TD Manual - De.funcionamiento.v.1.0.0 ESDokumen68 halamanTolon TD Manual - De.funcionamiento.v.1.0.0 ESJoaoTrindadeBelum ada peringkat
- Bobinado Ded Motores TrifásicosDokumen24 halamanBobinado Ded Motores TrifásicosBrayan Aranguri100% (1)
- Informe NiquelDokumen19 halamanInforme NiquelLucia TenorioBelum ada peringkat
- Interruptores en Caja Moldeada Powerpact Marco M - MGA36400Dokumen2 halamanInterruptores en Caja Moldeada Powerpact Marco M - MGA36400Rodolfo VázquezBelum ada peringkat
- Talleres Fluidos CivilDokumen32 halamanTalleres Fluidos Civiljessica100% (1)
- Presentacion Grupo 6Dokumen27 halamanPresentacion Grupo 6jhonBelum ada peringkat
- Plancha ElectricaDokumen5 halamanPlancha Electricafredylenin_srcBelum ada peringkat
- Procesos de TransformacionDokumen5 halamanProcesos de TransformacionSERGIO ANDRES POVEDA BARRERABelum ada peringkat
- Seguridad Diseno de ProcesosDokumen53 halamanSeguridad Diseno de ProcesosiqdiegoBelum ada peringkat
- Diseo de Mezcla Concreto fx27c 420 KG cm2Dokumen4 halamanDiseo de Mezcla Concreto fx27c 420 KG cm2Otto Rivera CruzBelum ada peringkat
- Diseño de Mezclas-Af-Ag - 210-HuacachiDokumen8 halamanDiseño de Mezclas-Af-Ag - 210-HuacachiINGECONSA PERUBelum ada peringkat
- Trituradora Tipo Blake y Sus Principales PartesDokumen5 halamanTrituradora Tipo Blake y Sus Principales Partesjulieth cBelum ada peringkat
- Aux 101 PCCDokumen104 halamanAux 101 PCCUrsae IngenieriaBelum ada peringkat
- Apoyos ElastomericosDokumen10 halamanApoyos ElastomericosKarol CastañedaBelum ada peringkat
- Pimentel TasacionDokumen12 halamanPimentel TasacionANDERSONBelum ada peringkat
- El Aire Una Mezcla de Gases, El DioxígenoDokumen3 halamanEl Aire Una Mezcla de Gases, El DioxígenoKonisbell Alcántara UreñaBelum ada peringkat
- 14-Introduccion A La Geomecanica Aplicada Al DisenoDokumen25 halaman14-Introduccion A La Geomecanica Aplicada Al DisenoMiguel Risco IpanaqueBelum ada peringkat
- Galvanostegia y GalvanoplastiaDokumen16 halamanGalvanostegia y GalvanoplastiaJhoscimar Ramirez AltamiranoBelum ada peringkat
- Ensayo de CavitacionDokumen18 halamanEnsayo de CavitacionrussvelBelum ada peringkat
- Costos Por Proceso ContinuoDokumen61 halamanCostos Por Proceso ContinuoMarleny SPBelum ada peringkat
- Práctica No 9 SaponificaciònDokumen27 halamanPráctica No 9 SaponificaciònEverardo López63% (8)
- Presupuesto Aulas ArquitecturaDokumen8 halamanPresupuesto Aulas ArquitecturagabrihelitoBelum ada peringkat
- Tarea4-Yenifer Contreras CostosDokumen6 halamanTarea4-Yenifer Contreras CostosDennis Vergara CastroBelum ada peringkat
- EMBALAJESDokumen19 halamanEMBALAJESBelen GarciaBelum ada peringkat
- Transmision de Potencia 2Dokumen69 halamanTransmision de Potencia 2juanBelum ada peringkat