Anda mungkin juga menyukai
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- 2015 Department Orientation-LetterDokumen2 halaman2015 Department Orientation-LetterSiddarth KaulBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Diff +inte FormulasDokumen1 halamanDiff +inte FormulasSiddarth KaulBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Mail Box Waiver - Siddarth KaulDokumen1 halamanMail Box Waiver - Siddarth KaulSiddarth KaulBelum ada peringkat
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Fluid Mechanics and Hydraulic Machines Textbook Scanned PDFDokumen287 halamanFluid Mechanics and Hydraulic Machines Textbook Scanned PDFPullavartisrikanthChowdaryBelum ada peringkat
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- Chromatographic Separations BasicsDokumen18 halamanChromatographic Separations BasicsSiddarth Kaul100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
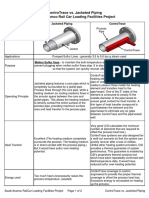
- ControTrace vs Jacketed Piping for Molten Sulfur LinesDokumen2 halamanControTrace vs Jacketed Piping for Molten Sulfur LinesYoung-seok Hwang100% (1)
- Shree Mega Power FinalDokumen114 halamanShree Mega Power FinalRaja RamachandranBelum ada peringkat
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- 09 ForestiDokumen21 halaman09 ForestiHuyentrang NguyenBelum ada peringkat
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Process and Utility Piping DesignDokumen22 halamanProcess and Utility Piping DesignSAKURAIZENBelum ada peringkat
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Boiler Its Design and ConstructionDokumen16 halamanBoiler Its Design and ConstructionmenBelum ada peringkat
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- Evaporator PresentationDokumen63 halamanEvaporator PresentationJoshua Johnson100% (2)
- Part 4 B 2022Dokumen23 halamanPart 4 B 2022Abu Hasnat Md. ShaedBelum ada peringkat
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- Central Cooling and Heating Plants: Design Considerations and AdvantagesDokumen21 halamanCentral Cooling and Heating Plants: Design Considerations and AdvantagesRolando Valdez GutierrezBelum ada peringkat
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Chapter 6 Steam Turbine 1Dokumen18 halamanChapter 6 Steam Turbine 1Muhammed Bn JihadBelum ada peringkat
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- SSC JE Mechanical Syllabus BreakdownDokumen4 halamanSSC JE Mechanical Syllabus BreakdownAbhishek DadhwalBelum ada peringkat
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- Maximizing Industrial Energy Efficiency Through AuditsDokumen114 halamanMaximizing Industrial Energy Efficiency Through Auditsnaykbibhuti100% (1)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Asokan's Resume - Maintenance Manager with 16+ Years ExperienceDokumen6 halamanAsokan's Resume - Maintenance Manager with 16+ Years Experiencevishal_vajat100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- User Manual SPP MUETDokumen18 halamanUser Manual SPP MUETAlyan YousafBelum ada peringkat
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- (TKK61016) 8. Production of Power From HeatDokumen28 halaman(TKK61016) 8. Production of Power From HeatNaufal FawwazBelum ada peringkat
- Steam - Basic Concepts &: FundamentalsDokumen11 halamanSteam - Basic Concepts &: FundamentalsermiasBelum ada peringkat
- Mobrey: Boiler Water Level ControlsDokumen12 halamanMobrey: Boiler Water Level ControlsMurrali Raj JeyagapalBelum ada peringkat
- Syllabus Modul GeothermalDokumen6 halamanSyllabus Modul GeothermalAgastyo WahyuBelum ada peringkat
- 2097-1-G-G0-033 - Aux. Steam SystemDokumen6 halaman2097-1-G-G0-033 - Aux. Steam SystemlightsonsBelum ada peringkat
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- SOP Final Minimum Technical LoadDokumen47 halamanSOP Final Minimum Technical LoadSingareni power training Institute (SPTI)Belum ada peringkat
- STEAMVACPROMANUALDokumen16 halamanSTEAMVACPROMANUALGerencia De ProyectosBelum ada peringkat
- THERMOFLEX BasicsDokumen66 halamanTHERMOFLEX BasicsejrfjxhjtntauuwtfcBelum ada peringkat
- Heat Exchanger Network OptimizationDokumen76 halamanHeat Exchanger Network Optimizationarun aryaBelum ada peringkat
- Surdry A146Dokumen4 halamanSurdry A146JHONATAN ALEXANDER YANEZ CHANCUSIGBelum ada peringkat
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Tps in IoclDokumen4 halamanTps in IoclanirBelum ada peringkat
- TK Chap 5-2Dokumen7 halamanTK Chap 5-2Tito EcheverriaBelum ada peringkat
- Atmospheric Flash TankDokumen3 halamanAtmospheric Flash TankBlitz Xyrus100% (2)
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDokumen9 halamanIjesrt: International Journal of Engineering Sciences & Research TechnologyFadi BoustanyBelum ada peringkat
- PO Numbers Vendor DetailsDokumen2 halamanPO Numbers Vendor DetailsAshish MishraBelum ada peringkat
- Wagner Product Guide 2016 For DistributionDokumen96 halamanWagner Product Guide 2016 For DistributionAdrian BoticiBelum ada peringkat
- Sulphuric Acid Process Flow ChartDokumen1 halamanSulphuric Acid Process Flow ChartPoon CYBelum ada peringkat
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)