Anda mungkin juga menyukai
- Water Chemistry Aspects For Supercritical Unit: V Chandrasekharan Sr. Manager NTPC SipatDokumen27 halamanWater Chemistry Aspects For Supercritical Unit: V Chandrasekharan Sr. Manager NTPC SipatMindy MillerBelum ada peringkat
- Super Critical BoilerDokumen32 halamanSuper Critical Boileriza deniBelum ada peringkat
- Role of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDDokumen42 halamanRole of Chemistry in Power Plant: Presented By: Dilip Kumar O&M Chemistry, NTPC LTDOsu AmpawanonBelum ada peringkat
- Boiler Water TreatmentDokumen73 halamanBoiler Water Treatmentsantosh_rajuBelum ada peringkat
- Power Plant ChemistryDokumen80 halamanPower Plant Chemistrybanukiran sambojuBelum ada peringkat
- Role of Boilers in Plant Operation (Steam Generation) : Presented by N.E.M Business SolutionsDokumen23 halamanRole of Boilers in Plant Operation (Steam Generation) : Presented by N.E.M Business SolutionsMakarand DeshpandeBelum ada peringkat
- Super Critical Boiler ChemistryDokumen18 halamanSuper Critical Boiler ChemistryMuhammad AwaisBelum ada peringkat
- Power Plant ChemistryDokumen61 halamanPower Plant Chemistrysadashivs100% (3)
- COal Fired Plants FlexibilityDokumen32 halamanCOal Fired Plants FlexibilityVeerabhadra Rao KorimilliBelum ada peringkat
- Boiler OverviewDokumen35 halamanBoiler Overviewshashank dasBelum ada peringkat
- Emergency Operation in Santaldih Thermal Power StationDokumen23 halamanEmergency Operation in Santaldih Thermal Power Stationranit_das100% (1)
- Suspension (PC) Combustion: Chungen YinDokumen47 halamanSuspension (PC) Combustion: Chungen YinAakash RanjanBelum ada peringkat
- 1-Introduction To Advanced in Power Plant ChemistryDokumen22 halaman1-Introduction To Advanced in Power Plant Chemistrybharath attaluriBelum ada peringkat
- Super Critical FinalDokumen26 halamanSuper Critical FinalShaheena Khan100% (2)
- WaterTreatment in Power PlantDokumen27 halamanWaterTreatment in Power PlantAshwini PrinceBelum ada peringkat
- Cold Start Up 1Dokumen16 halamanCold Start Up 1Hassan SamiBelum ada peringkat
- Lay OutDokumen41 halamanLay OutLakshmi NarayanBelum ada peringkat
- Gen-Seal&cool-New - 500 MWDokumen98 halamanGen-Seal&cool-New - 500 MWharisankar100% (2)
- HPBP - LPBP System & APRDSDokumen80 halamanHPBP - LPBP System & APRDSRamphani NunnaBelum ada peringkat
- 2.final Energy EfficiencyDokumen29 halaman2.final Energy EfficiencyVandana VanuBelum ada peringkat
- Generator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Dokumen32 halamanGenerator & Auxillaries (Stator Water, Seal Oil and Hydrogen Gas System)Praveen Jagadev100% (1)
- Introduction To Coal Handling PlantDokumen58 halamanIntroduction To Coal Handling PlantPrakash PatelBelum ada peringkat
- Heat Rate Recovery PlanDokumen31 halamanHeat Rate Recovery PlanGopal Chandra SahuBelum ada peringkat
- Salient Features of 500MWDokumen63 halamanSalient Features of 500MWSamBelum ada peringkat
- BHEL FANS - Best Operation PracticesDokumen19 halamanBHEL FANS - Best Operation Practiceshonchoabhi100% (1)
- InterlocksDokumen26 halamanInterlocksFelipe SandovalBelum ada peringkat
- Super Critical Boiler Technology SKDDokumen35 halamanSuper Critical Boiler Technology SKDSwapnil TingusleBelum ada peringkat
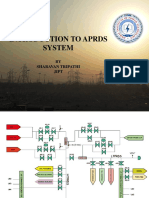
- Introduction PRDS and APRDSDokumen13 halamanIntroduction PRDS and APRDSPrudhvi RajBelum ada peringkat
- Generator 525mw MeilDokumen132 halamanGenerator 525mw MeilRaja VigneshBelum ada peringkat
- Oxygenated Feed Water TreatmentDokumen5 halamanOxygenated Feed Water Treatmentsenthil031277100% (1)
- Analysis of Feed WaterDokumen9 halamanAnalysis of Feed Watersanju0156Belum ada peringkat
- Presented By: Souvanik Chakravorty S Anil Kumar Tatithuri G SrikantDokumen30 halamanPresented By: Souvanik Chakravorty S Anil Kumar Tatithuri G Srikants anil kumar tatithuriBelum ada peringkat
- CPU FinalDokumen23 halamanCPU Finalmkgchem0% (1)
- Handling of Turbine During EmergencyDokumen17 halamanHandling of Turbine During EmergencyManohar TatwawadiBelum ada peringkat
- CMCDokumen32 halamanCMCAnubhav Amu Pandit100% (1)
- Air Pre-Heater: - An Essential Component in Fossil Fuel Fired PlantDokumen66 halamanAir Pre-Heater: - An Essential Component in Fossil Fuel Fired PlantRaushan Kumar100% (1)
- Off - Site Facilities Coal Transportation Handling: 1 June 2010 PMI Revision 00 1Dokumen40 halamanOff - Site Facilities Coal Transportation Handling: 1 June 2010 PMI Revision 00 1Ezhil Vendhan PalanisamyBelum ada peringkat
- HP LP Bypass System: Ravi Pal SinghDokumen36 halamanHP LP Bypass System: Ravi Pal SinghMinh Hoang NguyenBelum ada peringkat
- Steam TurbinesDokumen45 halamanSteam TurbinesHaseeb Bokhari100% (1)
- Turbine Performance MonitoringDokumen35 halamanTurbine Performance MonitoringNaval Gupta100% (2)
- APC EEC WorkshopDokumen35 halamanAPC EEC WorkshopLalatendu PattanayakBelum ada peringkat
- TG Referal DatapediaDokumen20 halamanTG Referal Datapediajp mishraBelum ada peringkat
- NTPC O&M ConferenceDokumen880 halamanNTPC O&M Conferenceerkumar_ranjan100% (4)
- Coal Management SystemDokumen12 halamanCoal Management SystemBiswajit DuttaBelum ada peringkat
- Supercritical PMIDokumen76 halamanSupercritical PMIVinod Mahajan100% (1)
- CMC FinalDokumen30 halamanCMC FinalSam100% (1)
- Boiler Operator Handbook (CHEMIC)Dokumen44 halamanBoiler Operator Handbook (CHEMIC)SynesiusBelum ada peringkat
- CombustionDokumen38 halamanCombustionRajeevAgrawal100% (1)
- CFBC BoilerDokumen26 halamanCFBC BoilerJustin TaylorBelum ada peringkat
- Boiler Operation On DcsDokumen4 halamanBoiler Operation On Dcsarif100% (2)
- 7.summary of Boiler PerfDokumen46 halaman7.summary of Boiler PerfRAJESH KUMARBelum ada peringkat
- Boiler Dissolved Oxygen ControlDokumen12 halamanBoiler Dissolved Oxygen ControltrieuBelum ada peringkat
- Cold Start UpDokumen31 halamanCold Start UpJijo JoseBelum ada peringkat
- Super Critical Power PLANTSDokumen33 halamanSuper Critical Power PLANTSSankar Achary100% (1)
- Boiler Tube Failure Case StudyDokumen23 halamanBoiler Tube Failure Case StudykkannanmtpsBelum ada peringkat
- Turbine and AuxiliariesDokumen65 halamanTurbine and AuxiliariesSwadhin Kumar Das100% (1)
- S K Sharma Water Chemistry in Thermal Power Plants PDFDokumen42 halamanS K Sharma Water Chemistry in Thermal Power Plants PDFrajpal146100% (2)
- Power Plant Familiarization Chemistry: Welcome ToDokumen33 halamanPower Plant Familiarization Chemistry: Welcome ToPriya Gupta100% (1)
- Steam Water Chemistry: Dr. Durgesh LohiyaDokumen25 halamanSteam Water Chemistry: Dr. Durgesh Lohiyasayan bhowmickBelum ada peringkat
- Oxygenated Boiler Water Chemistry-15.06.2016Dokumen25 halamanOxygenated Boiler Water Chemistry-15.06.2016tek_surinderBelum ada peringkat
- Presentation RIPDokumen26 halamanPresentation RIPAbhishek Prakash SrivastavaBelum ada peringkat
- Generator Excitaion & AVRDokumen70 halamanGenerator Excitaion & AVRashumanu427100% (2)
- 2dm Plant OprDokumen25 halaman2dm Plant OprAbhishek Prakash SrivastavaBelum ada peringkat
- Governing KWU CBT VidyasDokumen35 halamanGoverning KWU CBT VidyasAbhishek Prakash SrivastavaBelum ada peringkat
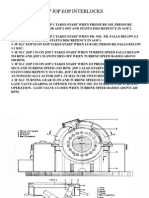
- Aop Jop Eop InterlocksDokumen27 halamanAop Jop Eop InterlocksAbhishek Prakash SrivastavaBelum ada peringkat
- Water Chemistry IN Thermal Power Plants (An Overview) : O.P.RangwaniDokumen24 halamanWater Chemistry IN Thermal Power Plants (An Overview) : O.P.RangwaniAbhishek Prakash Srivastava100% (1)
- CCGTDokumen74 halamanCCGTAbhishek Prakash SrivastavaBelum ada peringkat
- GT Mtc. PracticesDokumen59 halamanGT Mtc. PracticesAbhishek Prakash SrivastavaBelum ada peringkat
- Statistical Process Control (SPC)Dokumen28 halamanStatistical Process Control (SPC)Abhishek Prakash SrivastavaBelum ada peringkat
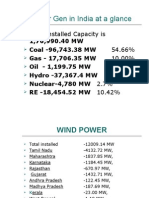
- Power GenDokumen59 halamanPower GenAbhishek Prakash SrivastavaBelum ada peringkat
- Energy Audit in IndustriesDokumen14 halamanEnergy Audit in IndustriesAbhishek Prakash SrivastavaBelum ada peringkat
- Petrol Pump Hazard Identification & Operation Control ProcedureDokumen6 halamanPetrol Pump Hazard Identification & Operation Control ProcedureAbhishek Prakash SrivastavaBelum ada peringkat
- ATRSDokumen47 halamanATRSAbhishek Prakash Srivastava100% (1)
- Basic Electrical CBIP 30-05-12Dokumen81 halamanBasic Electrical CBIP 30-05-12Abhishek Prakash Srivastava100% (1)
- HarmonicsDokumen2 halamanHarmonicsAbhishek Prakash SrivastavaBelum ada peringkat
- Qa/Qc Mechanical Monthly Progress Report For June 2015: Area/System Description Status RemarksDokumen1 halamanQa/Qc Mechanical Monthly Progress Report For June 2015: Area/System Description Status RemarksRen SalazarBelum ada peringkat
- Fuel Oil SystemDokumen16 halamanFuel Oil Systemlp mishra100% (1)
- Kmk20003 (Chapter 2) Week 2Dokumen38 halamanKmk20003 (Chapter 2) Week 2mr bentoBelum ada peringkat
- Calculation of EvaporatorDokumen14 halamanCalculation of Evaporatorjovaldez64Belum ada peringkat
- UHT (Spray Grade) : Product Summary Typical Chemical Resistance (Full Immersion)Dokumen2 halamanUHT (Spray Grade) : Product Summary Typical Chemical Resistance (Full Immersion)rezaeifBelum ada peringkat
- Colibri B.V.: Absorption TechnologyDokumen20 halamanColibri B.V.: Absorption Technologybruce1312Belum ada peringkat
- Steam Trap Handbook 2 PDFDokumen66 halamanSteam Trap Handbook 2 PDFMohd Hafizz100% (2)
- Industrial Attachment - 1701099Dokumen63 halamanIndustrial Attachment - 1701099Omar Bin Harun TalhaBelum ada peringkat
- Elements of Energy Systems 2Dokumen21 halamanElements of Energy Systems 2Marcial Jr. MilitanteBelum ada peringkat
- L3-Vapor Power SystemsDokumen18 halamanL3-Vapor Power SystemsTarun MalviyaBelum ada peringkat
- Steam TurbineDokumen77 halamanSteam Turbine94gauravBelum ada peringkat
- Turbine ManualDokumen399 halamanTurbine ManualSandeep Kumar100% (2)
- Uhde Brochures PDF en 5 (Ammonia)Dokumen0 halamanUhde Brochures PDF en 5 (Ammonia)golovanBelum ada peringkat
- Vacuum Breaker SubmittalDokumen4 halamanVacuum Breaker Submittalcarismendy428Belum ada peringkat
- Electric Boilers: Learning OutcomeDokumen8 halamanElectric Boilers: Learning OutcomeKaustabha DasBelum ada peringkat
- VIESSMANN - Technical Guide Steam BoilersDokumen343 halamanVIESSMANN - Technical Guide Steam BoilersMiguel Matias Reinero100% (1)
- Steam Tables: What They Are How To Use Them How The Table Is UsedDokumen1 halamanSteam Tables: What They Are How To Use Them How The Table Is UsedPam BlasiusBelum ada peringkat
- Orientation Syllabus Thermo 2Dokumen16 halamanOrientation Syllabus Thermo 2Kenneth Rodriguez HerminadoBelum ada peringkat
- Getinge Kseries Prodspec Revb 160322 enDokumen19 halamanGetinge Kseries Prodspec Revb 160322 enHamideOmraniBelum ada peringkat
- Past Thesis TitlesDokumen9 halamanPast Thesis TitlesAddisu DagneBelum ada peringkat
- A Study On The Compliance of Manufacturing Company To The Factories and Machinery Act 1967-24 PagesDokumen24 halamanA Study On The Compliance of Manufacturing Company To The Factories and Machinery Act 1967-24 PagesdaveleyconsBelum ada peringkat
- LEC# 06. Petrol, Diesel, Rankine, Brayton CyclesDokumen33 halamanLEC# 06. Petrol, Diesel, Rankine, Brayton CyclesAns ahmedBelum ada peringkat
- Warsash - AFF Course PDFDokumen103 halamanWarsash - AFF Course PDFrenzwar100% (3)
- (J. R. Simonson (Auth.) ) Engineering Heat Transfer (B-Ok - Xyz)Dokumen270 halaman(J. R. Simonson (Auth.) ) Engineering Heat Transfer (B-Ok - Xyz)sssss100% (2)
- Combined-Cycle Power PlantsDokumen22 halamanCombined-Cycle Power PlantsAnonymous Iev5ggSRBelum ada peringkat
- WWW - Engsoft.co - KR - Es Fluegas eDokumen9 halamanWWW - Engsoft.co - KR - Es Fluegas ePanosMitsopoulosBelum ada peringkat
- Start-Up, Operation, and Maintenance Instructions: 17DA Open-Drive Centrifugal Liquid Chillers 50/60 HZ HFC-134aDokumen32 halamanStart-Up, Operation, and Maintenance Instructions: 17DA Open-Drive Centrifugal Liquid Chillers 50/60 HZ HFC-134aFranz CorasBelum ada peringkat
- EXAMPLE-Steam and Water PropertiesDokumen1 halamanEXAMPLE-Steam and Water PropertiesRahul ChandrawarBelum ada peringkat
- Delayed Coker Fired Heater Designand Operation & FoulingDokumen10 halamanDelayed Coker Fired Heater Designand Operation & Foulingعزت عبد المنعمBelum ada peringkat
- Technical DataDokumen29 halamanTechnical DataGregory StewartBelum ada peringkat