Anda mungkin juga menyukai
- General Metal LossDokumen4 halamanGeneral Metal LossTony_Black99Belum ada peringkat
- Developing an FFS Software PackageDokumen68 halamanDeveloping an FFS Software Package전상문100% (3)
- API 579 - Fitness For Service SummaryDokumen12 halamanAPI 579 - Fitness For Service SummaryJustin OnisoruBelum ada peringkat
- API 579 Crack-Like Flaw Fitness AssessmentDokumen48 halamanAPI 579 Crack-Like Flaw Fitness Assessment전상문100% (4)
- API 579-1/ASME FFS-1 Fitness-for-Service SeminarDokumen196 halamanAPI 579-1/ASME FFS-1 Fitness-for-Service Seminarshakeelahmadjsr100% (1)
- API 579 Fitness-for-Service Standard 10-Year DevelopmentDokumen66 halamanAPI 579 Fitness-for-Service Standard 10-Year Developmentcheveresan12388% (8)
- API 579-FITNESS FOR SERVICE and ASME PCC-2 :Repair of Pressure Equipment & Piping Training ProgramDokumen65 halamanAPI 579-FITNESS FOR SERVICE and ASME PCC-2 :Repair of Pressure Equipment & Piping Training ProgramMohamed Alkhiat100% (2)
- 5 16259779815014437Dokumen26 halaman5 16259779815014437Hafizul Hisyam Maysih Luzifah100% (1)
- FFS AnalysisDokumen29 halamanFFS Analysisrajeesh100% (1)
- Asme API 579 SI HandoutsDokumen196 halamanAsme API 579 SI Handoutsronfrend94% (17)
- Detailed Fitness For Service Per API 579Dokumen3 halamanDetailed Fitness For Service Per API 579Sajal KulshresthaBelum ada peringkat
- API 579 Fitness For Service OverviewDokumen32 halamanAPI 579 Fitness For Service OverviewSatya Rao100% (2)
- Graduation Project: Fitness For Service AssessmentDokumen13 halamanGraduation Project: Fitness For Service AssessmentSabrine MekkiBelum ada peringkat
- Risk Based Inspection of Pressure EquipmentDokumen20 halamanRisk Based Inspection of Pressure EquipmentBen0% (1)
- 10 - Assessment of Findings As Per API 510Dokumen17 halaman10 - Assessment of Findings As Per API 510Arif_Hon_9898100% (3)
- API 579 Section 5 Level 2 AssessmentDokumen18 halamanAPI 579 Section 5 Level 2 AssessmentJavierSeiman100% (1)
- API 579 Fitness For Service, Current State of TechnologyDokumen61 halamanAPI 579 Fitness For Service, Current State of TechnologyEason Ng100% (2)
- Integrity Assessment of Pressure VesselDokumen6 halamanIntegrity Assessment of Pressure Vesselmrb193100% (1)
- Fitness-For-Service Assessment For Brittle FractureDokumen29 halamanFitness-For-Service Assessment For Brittle FractureArjed Ali Shaikh100% (3)
- Piping Injection PointsDokumen4 halamanPiping Injection PointsTarek YehiaBelum ada peringkat
- ANTAKI - Fitness For Service and Integrity of Piping-Vessels and Tanks PDFDokumen236 halamanANTAKI - Fitness For Service and Integrity of Piping-Vessels and Tanks PDFRenan Gustavo Paz100% (4)
- Assessment of Local Metal Loss API 579-1/ASME FFS-1 2007: Quest Integrity October 2015Dokumen40 halamanAssessment of Local Metal Loss API 579-1/ASME FFS-1 2007: Quest Integrity October 2015امينBelum ada peringkat
- FitnessForService PDFDokumen19 halamanFitnessForService PDFJai Patel100% (2)
- Api 579Dokumen60 halamanApi 579rastogi_rohit91% (23)
- Api 579Dokumen22 halamanApi 579dandiar1Belum ada peringkat
- Fitness-For-Service: Provided By: Yousef Akbari April 2022Dokumen33 halamanFitness-For-Service: Provided By: Yousef Akbari April 2022soheilkhosh3311Belum ada peringkat
- Develop Risk-Based Inspection Plan for Polyethylene Plant Pressure VesselsDokumen23 halamanDevelop Risk-Based Inspection Plan for Polyethylene Plant Pressure VesselsIara NascimentoBelum ada peringkat
- Assessment For Fitness For Purpose of Cracked Piping Components-IDokumen27 halamanAssessment For Fitness For Purpose of Cracked Piping Components-Iapi-3855165100% (2)
- API 579 Level 2 assessment for lamination in HDT separatorDokumen8 halamanAPI 579 Level 2 assessment for lamination in HDT separatorammarmpBelum ada peringkat
- API 581 Guide to Inspection Effectiveness SelectionDokumen5 halamanAPI 581 Guide to Inspection Effectiveness SelectionIndraBelum ada peringkat
- API 579-1 FFS Assessment SummaryDokumen28 halamanAPI 579-1 FFS Assessment SummaryRobiansah Tri AchbarBelum ada peringkat
- API 579 FFS in CodeCalc/PVEliteDokumen4 halamanAPI 579 FFS in CodeCalc/PVEliteSajal Kulshrestha100% (1)
- TankInspectionTechniques3Dokumen136 halamanTankInspectionTechniques3Zenon Kociuba100% (1)
- Api 579-2 - 5.1Dokumen63 halamanApi 579-2 - 5.1Robiansah Tri Achbar67% (3)
- An Introduction To API RP 579: Section 9 Assessment of Crack Like FlawsDokumen60 halamanAn Introduction To API RP 579: Section 9 Assessment of Crack Like FlawsDiego AlonsoBelum ada peringkat
- API 571 Damage Mechanism TableDokumen133 halamanAPI 571 Damage Mechanism TableRio_xxxBelum ada peringkat
- API 510 Spreadsheet To Calculate (Welding ScwiDokumen2 halamanAPI 510 Spreadsheet To Calculate (Welding Scwibryandown100% (1)
- API 579-2 - 5.4 Rev2Dokumen30 halamanAPI 579-2 - 5.4 Rev2Tharach Janesuapasaeree100% (1)
- API 579 Part 5 Local Metal LossDokumen41 halamanAPI 579 Part 5 Local Metal LossAli SASSIBelum ada peringkat
- API IntroduccionDokumen23 halamanAPI Introduccionalbertogamboacotte100% (2)
- Api 579-2 - 4.4Dokumen22 halamanApi 579-2 - 4.4Robiansah Tri AchbarBelum ada peringkat
- Api RP 579 FSSDokumen25 halamanApi RP 579 FSSNdomadu100% (1)
- API571 Part4Dokumen129 halamanAPI571 Part4Charlie Chong100% (6)
- Asme 31 GDokumen48 halamanAsme 31 GShriram Avasarkar100% (2)
- FFS Assessment-API 579Dokumen60 halamanFFS Assessment-API 579amalhaj2013Belum ada peringkat
- Asset Integrity Management A Complete Guide - 2020 EditionDari EverandAsset Integrity Management A Complete Guide - 2020 EditionBelum ada peringkat
- Risk Based Inspection A Complete Guide - 2020 EditionDari EverandRisk Based Inspection A Complete Guide - 2020 EditionBelum ada peringkat
- Pressure Vessels Field Manual: Common Operating Problems and Practical SolutionsDari EverandPressure Vessels Field Manual: Common Operating Problems and Practical SolutionsPenilaian: 4 dari 5 bintang4/5 (12)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersDari EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersPenilaian: 3.5 dari 5 bintang3.5/5 (19)
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingDari EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingBelum ada peringkat
- Mechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestDari EverandMechanics of Offshore Pipelines, Volume 2: Buckle Propagation and ArrestBelum ada peringkat
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringDari EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillPenilaian: 3.5 dari 5 bintang3.5/5 (3)
- Part 4: Assessment of General Metal Loss: Thickness Averaging Approach Used For The AssessmentDokumen4 halamanPart 4: Assessment of General Metal Loss: Thickness Averaging Approach Used For The AssessmentSabrine MekkiBelum ada peringkat
- Part GML FFSDokumen13 halamanPart GML FFSIhdol OosayBelum ada peringkat
- 101391t 6537cf10c27f4Dokumen6 halaman101391t 6537cf10c27f4Cristian MendozaBelum ada peringkat
- Ultrasonic Testing of Ferritic or Martensitic Steel ForgingsDokumen17 halamanUltrasonic Testing of Ferritic or Martensitic Steel ForgingsrkkumarcpriBelum ada peringkat
- B31.3 Code Case 178 PDFDokumen16 halamanB31.3 Code Case 178 PDFmfathi1356Belum ada peringkat
- CASES OF ASME BOILER AND PRESSURE VESSEL CODEDokumen10 halamanCASES OF ASME BOILER AND PRESSURE VESSEL CODENilesh Pathare0% (1)
- Measuring Coatings on SteelDokumen5 halamanMeasuring Coatings on SteelShahril ZainulBelum ada peringkat
- PAUT Vs RadiographyDokumen1 halamanPAUT Vs RadiographyNDTInstructorBelum ada peringkat
- Forging DefectsDokumen1 halamanForging DefectsNDTInstructorBelum ada peringkat
- Color Vision TestDokumen1 halamanColor Vision TestNDTInstructorBelum ada peringkat
- Piping 4Dokumen1 halamanPiping 4NDTInstructorBelum ada peringkat
- A309 Bolting: Appendix F Para. F309 Paragraph 309.1 Para. 309.1 Para. A335.2Dokumen1 halamanA309 Bolting: Appendix F Para. F309 Paragraph 309.1 Para. 309.1 Para. A335.2NDTInstructorBelum ada peringkat
- TunisiaDokumen4 halamanTunisiaNDTInstructorBelum ada peringkat
- NigieriaDokumen12 halamanNigieriaNDTInstructorBelum ada peringkat
- Piping 4Dokumen1 halamanPiping 4NDTInstructorBelum ada peringkat
- Color Vision TestDokumen1 halamanColor Vision TestNDTInstructorBelum ada peringkat
- Job Description NDTDokumen4 halamanJob Description NDTNDTInstructorBelum ada peringkat
- H300 Introduction (Si Units) : Para. 304.3.3Dokumen2 halamanH300 Introduction (Si Units) : Para. 304.3.3NDTInstructorBelum ada peringkat
- Piping 3Dokumen1 halamanPiping 3NDTInstructorBelum ada peringkat
- General TankDokumen2 halamanGeneral TankNDTInstructorBelum ada peringkat
- Measuring Residual Magnetic Fields with Field Indicators and Gauss MetersDokumen1 halamanMeasuring Residual Magnetic Fields with Field Indicators and Gauss MetersNDTInstructorBelum ada peringkat
- (A) Elastic Behavior. The Assumption That DisplaceDokumen1 halaman(A) Elastic Behavior. The Assumption That DisplaceNDTInstructorBelum ada peringkat
- Solutionstainlesssteelweldinspection 170124181624Dokumen13 halamanSolutionstainlesssteelweldinspection 170124181624NDTInstructorBelum ada peringkat
- 344.2 Visual Examination: Para. 344.7Dokumen1 halaman344.2 Visual Examination: Para. 344.7NDTInstructorBelum ada peringkat
- Api 580Dokumen1 halamanApi 580NDTInstructorBelum ada peringkat
- Procedure CFVDokumen13 halamanProcedure CFVNDTInstructorBelum ada peringkat
- Tank Inspection SolutionDokumen7 halamanTank Inspection SolutionNDTInstructorBelum ada peringkat
- Optimized Performance For Wall Thickness and LiftoffDokumen1 halamanOptimized Performance For Wall Thickness and LiftoffNDTInstructorBelum ada peringkat
- Shell Settlement EvaluationDokumen1 halamanShell Settlement EvaluationNDTInstructorBelum ada peringkat
- Eddify Lyft Presentation DocumentDokumen4 halamanEddify Lyft Presentation DocumentBernardo FariasBelum ada peringkat
- Inspections and Audits For Boilers and Pressure VesselsDokumen2 halamanInspections and Audits For Boilers and Pressure VesselsNDTInstructorBelum ada peringkat
- Non-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2Dokumen242 halamanNon-Destructive Testing: Sample Questions For Conduct of Examinations at Levels 1 and 2darqm589% (18)
- API Individual Certification Programs: Mohamed Karim RamyDokumen1 halamanAPI Individual Certification Programs: Mohamed Karim RamyNDTInstructorBelum ada peringkat
- Olympus Multiscan Ms 5800 Er1uDokumen2 halamanOlympus Multiscan Ms 5800 Er1uNDTInstructorBelum ada peringkat
- API Individual Certification Programs: Mohamed Karim RamyDokumen1 halamanAPI Individual Certification Programs: Mohamed Karim RamyNDTInstructorBelum ada peringkat
- Job Hazard AnalysisDokumen5 halamanJob Hazard AnalysisNDTInstructorBelum ada peringkat
- Vision CertificateDokumen1 halamanVision CertificateNDTInstructorBelum ada peringkat
- Parts List for 196000-5172 Fuel Pump AssemblyDokumen5 halamanParts List for 196000-5172 Fuel Pump AssemblyEdinson Ariel Chavarro QuinteroBelum ada peringkat
- Owner's Operation & Safety Manual Pump Series 300VDokumen20 halamanOwner's Operation & Safety Manual Pump Series 300Vaditria elHasanyBelum ada peringkat
- PrimeProbe3+ PPS-PP3-044-2.0Dokumen18 halamanPrimeProbe3+ PPS-PP3-044-2.0Kishan ChandrasekaraBelum ada peringkat
- 87 s10Dokumen12 halaman87 s10carlosestayBelum ada peringkat
- GA Drawings of Industrial PumpsDokumen9 halamanGA Drawings of Industrial PumpsTheepa SubramaniamBelum ada peringkat
- X Motion 125Dokumen219 halamanX Motion 125Vicente Torres LopezBelum ada peringkat
- Fracturing Engineering Manual - 4243456 - 02Dokumen903 halamanFracturing Engineering Manual - 4243456 - 02Pablo Antezana100% (2)
- Module 5 DC MachinesDokumen94 halamanModule 5 DC MachinesABC XYZBelum ada peringkat
- Mechanical System Design Exam QuestionsDokumen4 halamanMechanical System Design Exam QuestionsGreyphen GreyBelum ada peringkat
- FLUID MECHANICS I COURSE OVERVIEWDokumen14 halamanFLUID MECHANICS I COURSE OVERVIEWOyedotun TundeBelum ada peringkat
- Electronic Service Tool 2015A v2Dokumen3 halamanElectronic Service Tool 2015A v2Nacer ZehaniBelum ada peringkat
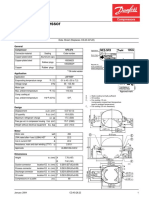
- NF5.5FX Standard Compressor R134a 115-127V 60Hz: CompressorsDokumen2 halamanNF5.5FX Standard Compressor R134a 115-127V 60Hz: CompressorsMiguel CamposBelum ada peringkat
- 4.2 Continuous Load Path: 4.3 Overall FormDokumen10 halaman4.2 Continuous Load Path: 4.3 Overall FormSirajMalikBelum ada peringkat
- Manual Controlador Lae MTR 6Dokumen3 halamanManual Controlador Lae MTR 6Anonymous 6VCG1YRd100% (2)
- Breakdown of The Schmid Law in BCC Molybdenum Related To The Effect of Shear Stress Perpendicular To The Slip Direction, V. VitekDokumen4 halamanBreakdown of The Schmid Law in BCC Molybdenum Related To The Effect of Shear Stress Perpendicular To The Slip Direction, V. VitekErsin KeserBelum ada peringkat
- CE 1999 GATE Question PaperDokumen14 halamanCE 1999 GATE Question Papersubhajit284Belum ada peringkat
- Welding of Ferritic or Austenitic Stainless SteelDokumen22 halamanWelding of Ferritic or Austenitic Stainless SteelBehnam RabieeBelum ada peringkat
- N The Ogoliubov DE Ennes Equations: A. J. LeggettDokumen14 halamanN The Ogoliubov DE Ennes Equations: A. J. LeggettHercules De Souza SantanaBelum ada peringkat
- Ficha Tecnica SM 401Dokumen8 halamanFicha Tecnica SM 401infoBelum ada peringkat
- Optimized Design and Static, Dynamic Analysis of Disc Brake Using Finite Element AnalysisDokumen5 halamanOptimized Design and Static, Dynamic Analysis of Disc Brake Using Finite Element AnalysisVinayak ImadiBelum ada peringkat
- Mechanical Engineer Muhammad Ibtisam's ResumeDokumen1 halamanMechanical Engineer Muhammad Ibtisam's ResumeshoaibBelum ada peringkat
- Icheme 141-01 Nothing Is Safety CriticalDokumen10 halamanIcheme 141-01 Nothing Is Safety CriticalLiu YangtzeBelum ada peringkat
- Caseih Serie 20Dokumen1.267 halamanCaseih Serie 20Fernando Sabino100% (2)
- Airbus 21 A300 A310 Air ConditioningDokumen146 halamanAirbus 21 A300 A310 Air ConditioningElijah Paul Merto100% (3)
- Brazing Case Study Repairs Cracks in Turbine BladesDokumen15 halamanBrazing Case Study Repairs Cracks in Turbine BladesNarendra PatelBelum ada peringkat
- ITT CONTROLS Barton Chart Recorders 202e User Manual 1Dokumen52 halamanITT CONTROLS Barton Chart Recorders 202e User Manual 1Edbaac BABelum ada peringkat
- Innovative Bridge Bearing SolutionsDokumen12 halamanInnovative Bridge Bearing SolutionsyhszaBelum ada peringkat
- Protection, Monitoring and ControlDokumen22 halamanProtection, Monitoring and ControlSarah FrazierBelum ada peringkat
- Fatigue Assessment: CSR HarmonisationDokumen14 halamanFatigue Assessment: CSR HarmonisationThanh Duc NguyenBelum ada peringkat
- Instruction ManualDokumen24 halamanInstruction ManualIris SanchisBelum ada peringkat