Anda mungkin juga menyukai
- Bluetooth in ArduinoDokumen19 halamanBluetooth in Arduinomish bernsBelum ada peringkat
- The Complete HTML Cheat Sheet (Black and White) Print VersionDokumen9 halamanThe Complete HTML Cheat Sheet (Black and White) Print VersionJenri Antoni100% (2)
- EFCx610 ManualDokumen94 halamanEFCx610 Manualmish bernsBelum ada peringkat
- Mediate InferenceDokumen39 halamanMediate Inferencemish berns50% (2)
- Refudrive 500 Rd51 Function Diagrams and Parameter List: Functional Description: Firmware 04VrsDokumen532 halamanRefudrive 500 Rd51 Function Diagrams and Parameter List: Functional Description: Firmware 04Vrsmish bernsBelum ada peringkat
- Ferdinand MarcosDokumen15 halamanFerdinand Marcosmish bernsBelum ada peringkat
- Philippines Constitution Article II PrinciplesDokumen31 halamanPhilippines Constitution Article II Principlesmish bernsBelum ada peringkat
- World Lit GrimmDokumen29 halamanWorld Lit Grimmmish bernsBelum ada peringkat
- Ergono MicsDokumen23 halamanErgono Micsmish bernsBelum ada peringkat
- Created by George PitlikDokumen21 halamanCreated by George Pitliksujames75Belum ada peringkat
- The Elements of Art PPTDokumen43 halamanThe Elements of Art PPTMary Gold Ferolino Cabrales100% (1)
- Connotation of Words in The Soundtrack Lyrics of Up: NegativeDokumen3 halamanConnotation of Words in The Soundtrack Lyrics of Up: Negativemish bernsBelum ada peringkat
- The Indexing or Dividing HeadDokumen55 halamanThe Indexing or Dividing Headmish bernsBelum ada peringkat
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- Chapter 2 Different Types of FixturesDokumen20 halamanChapter 2 Different Types of FixturesaragawBelum ada peringkat
- Lathe Cutting Tools GuideDokumen11 halamanLathe Cutting Tools GuideDeenaKriShnanBelum ada peringkat
- Mill Work Design and DetailingDokumen53 halamanMill Work Design and DetailingEstefanie Schuster CristofoliniBelum ada peringkat
- Shatabdi Plywood: Best Plywood Company in IndiaDokumen7 halamanShatabdi Plywood: Best Plywood Company in IndiaTanishq GuptaBelum ada peringkat
- Miniature Machining Tools - American EdelstaalDokumen40 halamanMiniature Machining Tools - American EdelstaalPica MoixonencBelum ada peringkat
- Wood Dragon PlansDokumen10 halamanWood Dragon PlansChad PhilpottBelum ada peringkat
- Get Perfect Window Trim Miters Every TimeDokumen6 halamanGet Perfect Window Trim Miters Every TimeLen S100% (1)
- Bahco Catalogo PDFDokumen330 halamanBahco Catalogo PDFJonatan Guerriera0% (1)
- Craftsman Router Lathe ManualDokumen29 halamanCraftsman Router Lathe Manualcs2swBelum ada peringkat
- Bolting Unit: Docmine Drill Steel Sup - 200X200 Plates 8999361000-001 Boltec SDokumen10 halamanBolting Unit: Docmine Drill Steel Sup - 200X200 Plates 8999361000-001 Boltec Scristian nahuelcuraBelum ada peringkat
- Canadian Woodworking Home Improvement - December January 2021Dokumen80 halamanCanadian Woodworking Home Improvement - December January 2021joao a100% (2)
- Tigerclaw Installation Instructions For TCG Tc120Dokumen2 halamanTigerclaw Installation Instructions For TCG Tc120jim6116Belum ada peringkat
- WoodPlans Online - Coffe Table & OttomanDokumen13 halamanWoodPlans Online - Coffe Table & OttomanЧедомир Арнаут100% (3)
- Division 6 Woods and Plastic ArchitectureDokumen18 halamanDivision 6 Woods and Plastic ArchitectureIssah Jana A. BrevaBelum ada peringkat
- Catalog Strunguri Pentru Lemn - August 2013Dokumen11 halamanCatalog Strunguri Pentru Lemn - August 2013Expert Masini UnelteBelum ada peringkat
- Timber Species of The Philippines and Their Main UsesDokumen5 halamanTimber Species of The Philippines and Their Main Useso8ouad6yzoBelum ada peringkat
- Contractor ListDokumen607 halamanContractor ListSajid NazeerBelum ada peringkat
- Greenlam Introduction 8838388324Dokumen11 halamanGreenlam Introduction 8838388324Muthu KumarBelum ada peringkat
- Tooling Consumption Mar'21 PilgerDokumen40 halamanTooling Consumption Mar'21 PilgerTushar PachlangiaBelum ada peringkat
- Mill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram ExampleDokumen73 halamanMill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram Exampleسليمان مصريBelum ada peringkat
- Improve Quality and Productivity with Nikken Kosakusho Works ToolsDokumen324 halamanImprove Quality and Productivity with Nikken Kosakusho Works Toolssadiq khan0% (1)
- Doors and WindowsDokumen20 halamanDoors and WindowsPreeti ChopraBelum ada peringkat
- Arvind Check For Pedestal (Anchor Bolt) Concreting: Time:S124Dokumen12 halamanArvind Check For Pedestal (Anchor Bolt) Concreting: Time:S124Sudhanshu PalBelum ada peringkat
- Mapua University: Elbow (Split Pattern) Shop Exercise # 4Dokumen14 halamanMapua University: Elbow (Split Pattern) Shop Exercise # 4JosephBelum ada peringkat
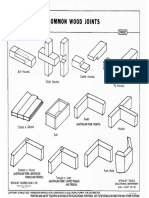
- CommonWoodJoints 02Dokumen1 halamanCommonWoodJoints 02crm102bBelum ada peringkat
- Lathe Chuck Exploded AssemblyDokumen1 halamanLathe Chuck Exploded AssemblyJean LucasBelum ada peringkat
- Architectural Wood Casework SpecificationDokumen11 halamanArchitectural Wood Casework SpecificationGilang PratamaBelum ada peringkat
- Gun Cabinet BlueprintsDokumen10 halamanGun Cabinet Blueprintsgsmith21100% (2)
- Emco Unimat SL and DB Manual (English)Dokumen61 halamanEmco Unimat SL and DB Manual (English)kriskee13100% (28)