Anda mungkin juga menyukai
- AptiDokumen9 halamanAptiPratikKhatmodeBelum ada peringkat
- Main ComponentsDokumen8 halamanMain ComponentsPratikKhatmode100% (1)
- Limit, Fits and Tolerance ExplainedDokumen35 halamanLimit, Fits and Tolerance ExplainedPratikKhatmodeBelum ada peringkat
- 4Dokumen14 halaman4PratikKhatmodeBelum ada peringkat
- Issues of ConcernDokumen4 halamanIssues of ConcernPratikKhatmode100% (1)
- CNC Lab SheetDokumen0 halamanCNC Lab SheetSrikanth DesaiBelum ada peringkat
- Peb Brochure PDFDokumen6 halamanPeb Brochure PDFPratikKhatmodeBelum ada peringkat
- Pre - Engineered BuildingsDokumen19 halamanPre - Engineered BuildingsPratikKhatmodeBelum ada peringkat
- Remote Controlled Hydraulic JackDokumen36 halamanRemote Controlled Hydraulic JackPratikKhatmode67% (3)
- Introduction to Vehicle Transmission ComponentsDokumen21 halamanIntroduction to Vehicle Transmission ComponentsManohara ErlaBelum ada peringkat
- Chapter 2 CADDokumen13 halamanChapter 2 CADLavitSutcharitkulBelum ada peringkat
- Sequential Versus Concurrent Engineering - An AnalogyDokumen8 halamanSequential Versus Concurrent Engineering - An AnalogyPratikKhatmodeBelum ada peringkat
- Introduction To Cad/Cam Using MastercamDokumen29 halamanIntroduction To Cad/Cam Using MastercammangulupradhanBelum ada peringkat
- Unit 4-32 - RefrigerantsDokumen14 halamanUnit 4-32 - Refrigerantsrejeesh_rajendranBelum ada peringkat
- Limit, Fits and Tolerance ExplainedDokumen35 halamanLimit, Fits and Tolerance ExplainedPratikKhatmodeBelum ada peringkat
- MP PPT FinalDokumen51 halamanMP PPT FinalPratikKhatmodeBelum ada peringkat
- ScholarshipDokumen8 halamanScholarshipabsaarooBelum ada peringkat
- Limit, Fits and Tolerance ExplainedDokumen35 halamanLimit, Fits and Tolerance ExplainedPratikKhatmodeBelum ada peringkat
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDari EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifePenilaian: 4 dari 5 bintang4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDari EverandThe Little Book of Hygge: Danish Secrets to Happy LivingPenilaian: 3.5 dari 5 bintang3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDari EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryPenilaian: 3.5 dari 5 bintang3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDari EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RacePenilaian: 4 dari 5 bintang4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Dari EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Penilaian: 4 dari 5 bintang4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDari EverandShoe Dog: A Memoir by the Creator of NikePenilaian: 4.5 dari 5 bintang4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDari EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FuturePenilaian: 4.5 dari 5 bintang4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDari EverandNever Split the Difference: Negotiating As If Your Life Depended On ItPenilaian: 4.5 dari 5 bintang4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDari EverandGrit: The Power of Passion and PerseverancePenilaian: 4 dari 5 bintang4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDari EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaPenilaian: 4.5 dari 5 bintang4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDari EverandThe Emperor of All Maladies: A Biography of CancerPenilaian: 4.5 dari 5 bintang4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDari EverandOn Fire: The (Burning) Case for a Green New DealPenilaian: 4 dari 5 bintang4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDari EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersPenilaian: 4.5 dari 5 bintang4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDari EverandTeam of Rivals: The Political Genius of Abraham LincolnPenilaian: 4.5 dari 5 bintang4.5/5 (234)
- Rise of ISIS: A Threat We Can't IgnoreDari EverandRise of ISIS: A Threat We Can't IgnorePenilaian: 3.5 dari 5 bintang3.5/5 (137)
- The Unwinding: An Inner History of the New AmericaDari EverandThe Unwinding: An Inner History of the New AmericaPenilaian: 4 dari 5 bintang4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDari EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyPenilaian: 3.5 dari 5 bintang3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDari EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You ArePenilaian: 4 dari 5 bintang4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Dari EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Penilaian: 4.5 dari 5 bintang4.5/5 (119)
- Her Body and Other Parties: StoriesDari EverandHer Body and Other Parties: StoriesPenilaian: 4 dari 5 bintang4/5 (821)
- ASME B1.13M 2005 Metric Screw Threads M ProfileDokumen84 halamanASME B1.13M 2005 Metric Screw Threads M ProfileQualidadeTFBelum ada peringkat
- Pitch Conversions Threads Per Inch TPI Pitch in Inches and Pitch in MM For Taps and DiesDokumen3 halamanPitch Conversions Threads Per Inch TPI Pitch in Inches and Pitch in MM For Taps and DiesChetan HinganeBelum ada peringkat
- Government requirements for locomotive radiator manufactureDokumen6 halamanGovernment requirements for locomotive radiator manufactureSushil Kumar SinghBelum ada peringkat
- Evaluation of Carbide Grades and A New Cu!Pi'Ing Geometry For Machining Titanium AlloysDokumen11 halamanEvaluation of Carbide Grades and A New Cu!Pi'Ing Geometry For Machining Titanium AlloysBharat HPBelum ada peringkat
- BTI1133 Ch24Dokumen51 halamanBTI1133 Ch24ACC SHBelum ada peringkat
- Advanced Manufacturing ProcessDokumen5 halamanAdvanced Manufacturing ProcesssangeetaBelum ada peringkat
- FORKARDT Toolholding CatalogueDokumen176 halamanFORKARDT Toolholding Cataloguehexapodo2Belum ada peringkat
- Machine Shop1 PDFDokumen68 halamanMachine Shop1 PDFAnonymous 9QQ0Rrml9vBelum ada peringkat
- METRICS Thread DimensionsDokumen19 halamanMETRICS Thread DimensionsSurajPachhadeBelum ada peringkat
- Gevind Beskrivelse UKDokumen1 halamanGevind Beskrivelse UKfor unknownBelum ada peringkat
- Electric Discharge Machining (EDM)Dokumen65 halamanElectric Discharge Machining (EDM)Abhishek Kumar50% (2)
- MTM Lab Report..501Dokumen96 halamanMTM Lab Report..501Usman BajwaBelum ada peringkat
- Electronic Discharge MachineDokumen28 halamanElectronic Discharge MachineShivanshu SinghBelum ada peringkat
- Cutting Tool Material PDFDokumen43 halamanCutting Tool Material PDFsandeepBelum ada peringkat
- LatheDokumen127 halamanLatheneelesh singh75% (4)
- Micro MachiningDokumen25 halamanMicro MachiningVishalNaranjeBelum ada peringkat
- Cowells Manuals PDFDokumen16 halamanCowells Manuals PDFpedjaBelum ada peringkat
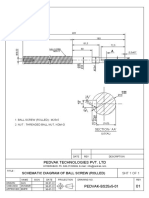
- BALL SCREW 25 x5Dokumen1 halamanBALL SCREW 25 x5sanket ghadigaonkarBelum ada peringkat
- 05 High Speed MachiningDokumen36 halaman05 High Speed MachiningHoàng Khương100% (2)
- Project Jig & Fixture UTMDokumen67 halamanProject Jig & Fixture UTMadibah ismail100% (2)
- Experiment Fi1 PDFDokumen33 halamanExperiment Fi1 PDFrajamanickam sBelum ada peringkat
- Threads and FastenersDokumen38 halamanThreads and FastenersNaveen KumarBelum ada peringkat
- Mini Belt Grinder Project Jounal 4Dokumen3 halamanMini Belt Grinder Project Jounal 41DS19ME136-Shivam KumarBelum ada peringkat
- Chapter 1 Introduction To Mechanical WorkshopDokumen10 halamanChapter 1 Introduction To Mechanical WorkshopDipayan DasBelum ada peringkat
- Manufacturing Technology - CNC Machining and Other CNC ApplicationsDokumen46 halamanManufacturing Technology - CNC Machining and Other CNC ApplicationsDhanis ParamaguruBelum ada peringkat
- B436-Y2 Mitsubishi 730 VSL BIGLIA LATHESDokumen153 halamanB436-Y2 Mitsubishi 730 VSL BIGLIA LATHESGHZMANBelum ada peringkat
- Workflow: Advanced Toolpath AcceleratorDokumen11 halamanWorkflow: Advanced Toolpath AcceleratorPhạm Đăng DiệnBelum ada peringkat
- AMP NOTES on Non-Traditional Machining ProcessesDokumen44 halamanAMP NOTES on Non-Traditional Machining ProcessesDJBelum ada peringkat
- Project On Funds Flow Statement of B.H.E.L: Master of Business AdministrationDokumen71 halamanProject On Funds Flow Statement of B.H.E.L: Master of Business AdministrationvenkyBelum ada peringkat
- Milling CutterDokumen39 halamanMilling Cuttersamurai7_77Belum ada peringkat